模具钢焊丝
模具钢焊丝是多种用于模具钢焊的焊丝总称。模具钢焊丝有多种,不同的焊丝具有不同的性能,它们分别的作用用途也不同。
模具钢焊丝基本信息
| 中文名称 | 模具钢焊丝 | 外文名称 | Die steel wire |
|---|---|---|---|
| GMT-hs211 | 力学性能好 | GMT-hs221 | 锡黄铜焊丝 |
▲GMT-SKD11 > 0.5 ~ 3.2mm HRC 56~58 焊补冷作钢、五金冲压模、切模、刀具、成型模、工件硬面制作具高硬度、耐磨性及高韧性之氩焊条,焊补前先加温预热,否则易产生龟裂现象。
▲GMT-63度刀口刃口焊丝> 0.5 ~ 3.2mm HRC 63~55,主要应用于焊拉刀模,热作高硬度具模,热锻总模,热冲模,螺丝模,耐磨耗硬面,高速钢,刀口修复。
▲GMT-SKD61 > 0.5 ~ 3.2mm HRC 40~43 焊补锌、铝压铸模、具良好之耐热性与耐龟裂性、热气冲模、铝铜热锻模、铝铜压铸模、具良好耐热、耐磨、耐龟裂性。一般热压铸模常有龟甲裂纹状,大部 份是由热应力所引起,亦有因表面氧化或压铸原料之腐蚀所引起,热处理调至适当硬度改善其寿命,硬度太低或太高均不适用。
▲GMT-hs221锡黄铜焊丝。性能特点:HS221焊丝含少量锡、硅的特殊黄铜焊丝,用于黄铜的气焊及碳弧焊,也广泛用于钎焊铜、钢、铜镍合金等。铜及铜合金焊丝适用的焊接方法有氩弧焊、氧-乙炔焊及碳弧焊。
▲GMT-hs211力学性能好。铜合金氩弧焊及钢的MIG钎焊用。
▲GMT-hs201,HS212,HS213,HS214,HS215,HS222,HS225铜焊丝。
▲GMT- 1100、1050、1070、1080纯铝焊丝。性能特点:用于MIG和TIG焊接的纯铝焊丝。此种焊丝在阳极处理后具有很好的颜色配比性。适用于电力应用,抗蚀性很好,导通性优良。用途:船舶 运动器材 电力
▲GMT-半镍,纯镍焊丝焊条
▲GMT- 4043、4047铝硅焊丝。性能特点:用于焊接6***系列母材。对热裂纹的较弱敏感,被用于焊接锻造和铸造材料。用途:船舶、机车、化工、食品、运动器材、模具、家具、容器、集装箱等。
▲GMT- 5356、5183、5554、5556、5A06铝镁焊丝。性能特点:此种焊丝为焊接5***系列合金以及填充合金化学成分与母材接近的焊接而专门设计的。它在阳极处理后具有良好的抗蚀性和颜色配备性。用途:应用于自行车、铝滑板车等运动器材,机车车厢、 化工压力容器、兵工生产、造船、航空等.
▲GMT-70N > 0.1 ~ 4.0mm焊丝特性与用途:高硬度钢之接合,锌铝压铸模龟裂、焊合重建、生铁/铸铁焊补。可直接堆焊各种铸铁/生铁材料,也可做为模具龟裂之焊合,使用铸铁焊接时,尽量将电流放低,用短距离的电弧焊接,钢材进行部份之预热,焊接后之加热以及慢慢冷却。
▲GMT-60E> 0.5 ~ 4.0mm特性与用途:专用焊高拉力钢之接合,硬面制作之打底,龟裂之焊合。 高强度焊丝,含镍铬合金成份高,专业用于防破裂底层焊接、填充打底用,拉力强,并可修补钢材焊后龟裂现象。抗拉强度: 760 N/mm² 廷伸率: 26%
▲GMT-8407-H13 > 0.5 ~ 3.2mm HRC 43~46 制锌、铝、锡等有色合金及铜合金之压铸模,可用作热锻或冲压模。具高韧性、耐磨性及防热熔蚀性佳,抗高温软化,防高温疲劳性良好,可焊补热作冲头、 绞刀、轧刀、切槽刀、剪刀...等做热处理时,需防止脱碳,热工具钢焊后所产生之硬度太高亦发生破裂。
▲GMT-防爆裂打底焊丝 > 0.5 ~ 2.4mm HB~300 高硬度钢之接合,硬面制作之打底,龟裂之焊合。高强度焊支,含镍铬合金成份高,用于防破裂底层焊接、填充打底,拉力强,并可修补钢材之龟裂焊合重建。
▲GMT-718 > 0.5 ~ 3.2mm HRC 28~30 大型家电、玩具、通信、电子、运动器材等塑料产品模具钢。塑料射出模、耐热模、抗腐蚀模,切削性、蚀花性良好,研磨后表面光泽性优良,使用寿命长。 预热温度250~300℃后热温度400~500℃,作多层焊补时,采用后退法焊补,较不易产生融合不良及等缺陷。
▲GMT-738 > 0.5 ~ 3.2mm HRC 32~35 半透明及需有表面光泽之塑料产品模具钢,大型模具,产品形状复杂及精度高之塑料模用钢。塑料射出模、耐热模、抗腐蚀模、蚀花性良好,具备优良加工性 能,易切削抛光和电蚀,韧性及耐磨性佳。预热温度250~300℃后热温度400~500℃,作多层焊补时,采用后退法焊补,较不易产生融合不良及等缺陷。
▲GMT-P20Ni > 0.5 ~ 3.2mm HRC 30~34 塑料射出模、耐热模(铸铜模)。以焊接裂开敏感性低的合金成份设计,含镍约1%,适合PA、POM、 PS、PE、PP、ABS塑料,具良好之抛光性,焊后无气孔、 裂纹,打磨后有良好之光洁度,经真空脱气,锻造后,预硬至HRC 33度,断面硬度分布均一,模具寿命达300,000以上。预热温度250~300℃后热温度400~500℃,作多层焊补时,采用后退法焊补,较不易产 生融合不良及等缺陷。
▲GMT-NAK80 > 0.5 ~ 3.2mm HRC 38~42 塑料射出模、镜面钢。高硬度,镜面效果特佳,放电加工性良好,焊接性能极好,研磨后,光滑如镜,为世界最进步,最优秀塑模钢,加入易削元素,切削加 工容易,具高强韧性及耐磨不变形特性,适合各种透明塑料产品之模具钢。预热温度300~400℃后热温度450~550℃,作多层焊补时,采用后退法焊补,较不易产生融合不良及等缺陷。
▲GMT-S136 > 0.5 ~ 1.6mm HB~400 塑料射出模,抗腐蚀、渗透性良好。高纯度、高镜面度,抛光性良好,抗锈防酸能力极佳,热处理变型少,适合PVC、PP、EP、PC、PMMA塑料,耐腐蚀及容易加 工之模件及夹具,超镜面耐蚀精密模具,如橡胶模具、照相机部件、透镜、表壳等。
▲GMT- 皇牌钢> 0.5 ~ 2.4mm HB~200 铁模、鞋模、软钢焊接、易雕刻蚀花, S45C 、S55C 钢材等修补。质地细密、软、易加工、不会有气孔产生,预热温度200~250℃ 后热温度350~450℃。
▲GMT-BeCu (铍铜) > 0.5 ~ 2.4mm HB~300 高导热的铜合金模具材料,主加元素为铍,其适用于塑料注塑成型模具的内镶件、模芯、压铸冲头、热流道冷却系统、导热嘴、吹塑模具的整体型腔、磨耗板等。 钨铜材料则应用在电阻焊、电火花、电子封装以及精密机械设备等。
▲GMT-CU(氩焊铜) > 0.5 ~ 2.4mm HB~200 此焊支用途广泛,可焊补电解片、铜合金、钢、青铜、生铁、一般铜件之焊补。机械性能良好,可用于铜合金之焊接修补,也可用于焊接钢和生铁、铁的接合。
▲GMT-油钢焊丝 > 0.5 ~ 3.2mm HRC 52~57 冲裁模、量规、拉模、穿孔冲头、可广泛使用在五金冷冲压,手饰压花模等,通用特殊工具钢、耐磨、油冷。
▲GMT-Cr钢焊丝 > 0.5 ~ 3.2mm HRC 55~57 冲裁模、冷作成型模、冷拉模、冲头、高硬度、高轫性、线切割性良好。焊补前先加温预热,焊补后请做后热动作。
▲GMT-MA-1G > 1.6~2.4mm,超镜面焊丝,主要应用于军工产品或要求极高的产品。硬度HRC 48~50 马氏体时效钢系,铝压铸模,低压铸造模,锻造模,冲裁模,注塑模的堆焊。特殊硬化高韧度合金,非常适用于铝重力压铸模、浇 口、延长使用寿命的2~3倍,可制作非常精密之模具、超镜面(浇口补焊,使用不易热疲劳裂痕)。
▲GMT-高速钢焊丝(SKH9) > 1.2~1.6mm HRC 61~63 高速钢,耐用性为普通高速钢的1.5~3倍,适用于制造加工高温合金、不锈钢、钛合金、高强度钢等难加工材料的刀具、焊补拉刀、热作高硬度工具、模具、 热锻总模、热冲模、螺丝模、耐磨耗硬面、高速度钢、冲具、刀具、电子零件、螺纹滚模、牙板、钻滚轮、滚字模、压缩机叶片及各种模具机械零件等 ...。经过欧洲工业水准严格品质管制,高含碳量,成份优 良材料内部组织均匀,硬度稳定,而且耐磨性、韧性、耐高温等 ...。特性皆比一般同等级之材料为佳。
▲GMT-氮化零件焊补焊丝> 0.8 ~ 2.4mm HB~300 适用于氮化后模具,零件表面修补。
模具钢焊丝造价信息
模具钢焊丝常见问题
模具钢焊丝文献

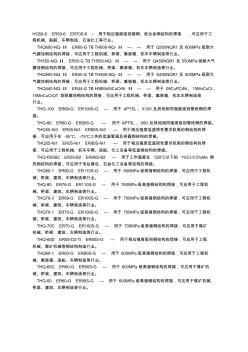 碳钢焊丝
碳钢焊丝
HQ50-6 ER50-6 ER70S-6 - 用于相应强度级别碳钢、低合金钢结构的焊接 ,可应用于工 程机械、船舶、车辆制造、石油化工等行业。 THQ600-NQ- Ⅱ ER60-G TB TH600-NQ- Ⅱ — — 用于 Q500NQR1 及 600MPa级耐大 气腐蚀钢结构的焊接,可应用于工程机械、桥梁、集装箱、机车车辆制造等行业。 TH550-NQ-Ⅱ ER55-G TB TH550-NQ- Ⅱ — — 用于 Q450NQR1 及 550MPa级耐大气 腐蚀钢结构的焊接,可应用于工程机械、桥梁、集装箱、机车车辆制造等行业。 THQ500-NQ- Ⅱ ER50-G TB TH500-NQ- Ⅱ — — 用于 Q400NQR1 及 500MPa级耐大 气腐蚀钢结构的焊接,可应用于工程机械、桥梁、集装箱、机车车辆制造等行业。 THQ44
 模具钢
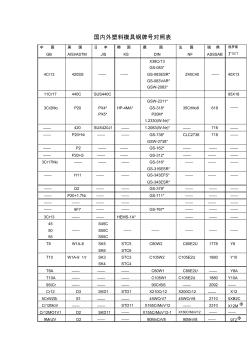
模具钢
国内外塑料模具钢牌号对照表 中 国 GB 美 国 AISI/ASTM 日 本 JIS 韩 国 KS 德 国 DIN 法 国 NF 瑞 典 ASSSAB 俄罗斯 OCT 4Cr13 420SS —— —— X38Cr13 GS-083* GS-083ESR* GS-083VAR* GSW-2083* Z40C40 —— 40X13 11Cr17 440C SUS440C 95X18 3Cr2Mo P20 PX4* PX5* HP-4MA* GSW-2311* GS-318* P20M* 1.2330(W-Nr)* 35CrMo8 618 —— —— 420 SUS420J1 —— 1.2083(W-Nr)* —— 716 —— —— P20+Ni —— —— GS-738* GSW-2738* CLC2738 718 —— —— P2 —— ——
硬度 HRC50-54
台湾产焊丝规格:0.6,0.9 ,1.0, 1.2 ,1.5, 1.6 , 2.4
德国产焊丝规格:0.6,0.9 ,1.0, 1.2 ,1.5, 1.6 , 2.4
防酸模具钢,适合生产PS、SAN等塑料射出模之专用氩焊条。焊后具有优良的抗腐蚀性、抛旋光性与耐磨性,机械加工性佳、淬硬时具有优良的稳定性。2100433B
硬度 HRC56~58
台湾产焊丝规格:0.6,0.9 ,1.0, 1.2 ,1.5, 1.6 , 2.4
德国产焊丝规格:0.6,0.9 ,1.0, 1.2 ,1.5, 1.6 , 2.4
焊补冷作钢、冲模、切模、刀具、成型模、工件硬面制作,具高硬度、耐磨性及高韧性之氩焊条。
模具钢焊丝相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 油封试验机
- 玻璃钢隔油池
- 低合金钢药芯焊丝
- 玻璃抛光粉
- 高频焊丝烘干
- 燃气快速热水器
- 轴承钢DF型浮动油封
- 实用紧固件手册
- 玻璃镜片
- 钴基堆焊焊丝
- 全玻璃真空太阳集热管
- 钴基焊丝
- ERNiCrFe-3镍铬焊丝
- 叶片锁
- 油封旋转试验机
- 自保护焊丝
- 工具式模具控制剪力墙墙体接茬施工工法资料
- 民用建筑竖向管道预留洞口及后塞口封堵模具化施工工法
- GB53-1999T埋弧焊用碳钢焊丝和焊剂讲解
- 分类垃圾桶底座热流道注射成型工艺及模具设计毕业收集资料
- 一种环保砖成型模具
- 不锈钢焊丝焊条的选用
- UG与GSK983m数控铣的插头上盖模具设计制造
- 3D打印的离心泵叶轮压蜡模具快速制造工艺
- 数控班陈顺德-灯罩壳冲压工艺及其模具设计
- 噶米轴端盖罩冷冲压工艺及模具设计含全套CAD图纸
- 于叠片热弯玻璃的生产设备、加热工艺及模具制作
- 数字化快速制模技术在汽车轮胎模具制造中的发展趋势
- 合金化对玻璃模具材料抗氧化及耐热疲劳性的影响
- LJ465Q-1A发动机曲轴箱热芯盒模具优化设计
- 对多层热弯玻璃生产设备、加热工艺及模具制作
- GB5293-1999(T)埋弧焊用碳钢焊丝和焊剂
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
拆边机
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
大山槟榔
上海地铁维护保障有限公司通号分公司
舌花雏菊
甘肃中维国际招标有限公司
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
电梯平层准确度
建设部关于开展城市规划动态监测工作的通知
广州利好来电气有限公司
四川中泽盛世招标代理有限公司