模具钢1.2379化学成分
1.2379模具钢的化学成分(质量分数):碳为1.55%,硅Si为0.35%,锰为0.4%,铬为12.00%,钼为0.95%,钒为1.0%。以上数据我是以凯德特钢1.2379数据为例,仅作参考。
模具钢1.2379造价信息
出厂状态时退火态的,硬度≤235HB。经过球化退火软化处理后,1.2379模具钢具有良好的切削加工性能。钢材本身加入了钒元素和钼元素,使其拥有极其优异的耐磨性能,而且真空脱气精炼处理能够让钢质更加纯净。总体上说经过热处理后具有很高的硬度及耐磨性,作为冷作模具钢其有淬透性强,尺寸稳定的特点。

模具钢1.2379用途
1.2379模具钢常用于以下几个方面: 1)厚度不大于2mm的薄板材,高效落料模,冲裁模及压印模。
2)各种剪刀,镶嵌刀片,木工刀片。
3)螺纹轧制模和耐磨滑块。
4)冷镦模具,热固树脂成型模。
5)深拉成型模,冷挤压模具。
模具钢1.2379化学成分常见问题
-
H13钢是使用最广泛和最具代表性的热作模具钢种,它的主要特性是[1]:(1)具有高的淬透性和高的韧性;(2)优良的抗热裂能力,在工作场合可予以水冷;(3)具有中等耐磨损能力,还可以采用渗碳或渗氮工艺来...
-
1、化学成分C 0.50~0.60Si 0.25~0.60Mn 1.20~1.60Cr 0.60~0.90Mo0.15~0.30 P ≤0.030S ≤0.030Cu ≤0.30Ni≤0.252、特点...
模具钢市场现在还比较混乱,各种厂家包括零售,加工坊,大品牌厂家等等,价格市场的管理不规范,进口模具钢和国产模具钢价格的差距大等等因素,所以很难说一种模具钢它的价格是多少,我们只能根据一些品牌价格作参考。例如:抚顺特钢1.2379为33元/kg,大连特钢1.2379为33.0元/kg,德国凯德特钢1.2379为60元/kg。
中国 GB 标准牌号 Cr12Mo1V1、美国 AISI/ASTM 标准牌号 D2、日本 JIS 标准牌号SKD11、德国 DIN 标准牌号 X155CrVMo121、日本日立 (HITACHI) 标准牌号 SLD、日本大同 (DAIDO) 标准牌号DC11、日本不二越 (NACHI) 标准牌号CDS11、奥地利百禄 (BOHLER) 标准牌号 K110、瑞典一胜百 (ASSAB) 标准牌号 XW41。
淬火、回火至硬度63HRC. 其在室温和高温时的物理性能
1) 温度 20°C 时 ,密度 7700g/cm ,热导率 20. 0W/( m - K) ,弹性模量 210000MPa。
2) 温度 200°C时, 密度 7650g/cm, 线胀系数 (20°C) 12.2×10K , 热导率:21.0W/(m - K), 弹性摸量 200000MPa。
3) 温度400℃时, 密度 7600g/cm, 热导率 23.0W/(m - K), 弹性摸量180000MPa
热加工规范
开始温度 1050°C, 终止温度 850°C, 炉冷。
软化退火规范
在保护气体下, 加热到800~850°C, 以10℃/h 的冷速冷至600℃, 然后空冷, 硬度≤250HBw。
去应力处理
如要消除粗加工后产生的残余应力, 应将模具加热至 650°C, 保温 2h 后炉冷却500°C, 再出炉空泠。
淬火、回火规范
第一次预热温度550 ~600°C , 每 25mm保持约 30min;第二次预热温度 800 ~850℃, 每25mm 保持约30min; 奥氏体化温度975~1040℃:,每25mm 保持约30min, 油(40 ~70°C) 或气体冷却, 冷至50~70mm后立即回火。
1) 低温回火:回火温度 150 ~200℃, 每25mm 保持约 60mín 以上, 空泠, 硬度≥61HRC。低温回火宜选用较低的奥氏体化温度 975 ~1025°C 。
2)高温回火:回火温度480~540℃,每25mm 保持约60min 以上, 空冷, 回火两次以上, 硬度≥58HRC。高温回火应选用较高的奥氏体化温度 1000 ~1040°C。
深冷处理规范
淬火后立即将工件冷却-80 ~ -70°C之间, 保持3 ~4h, 再进行回火。深冷处理可提高硬度1~3HRC.
时效处理规范`
时效温度 110 ~140°C , 保温 25 ~100h, 以确保工件在使用过程中尺寸稳定。
1) 适合制作各种硅钢片高速冲裁摸。
2) 适合精密冲压模具、冷挤压成形模、拉深模、冲裁模。
3) 适合干高效率的剪切薄料的剪刀、深拉深模及拉管模等。
4) 适用于复杂易变形的工具模, 高耐磨性长使用寿命的各类冷冲压模具。
5) 用作需要极佳的耐磨性和良好的韧性的冷作模具, 可用于压花模、冷锻模。
6) 用于重载的冲压模具、冷剪切刃、搓丝板等。
7) 用于冷镦模、陶土模等。
8) 用于损性塑料成型模。
模具钢1.2379化学成分文献

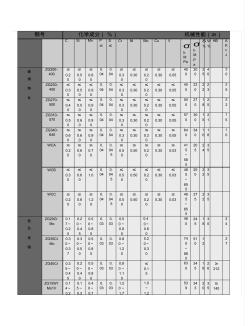 钢铁化学成分
钢铁化学成分
钢号 化学成分( %) 机械性能(≥) C Si Mn P ≤ S ≤ Cr Ni Mo Cu V σ b M Pa σ b M P a δ % Ψ % HB A K v J 碳 钢 铸 件 ZG200- 400 ≤ 0.2 0 ≤ 0.5 0 ≤ 0.8 0 0. 04 0. 04 ≤ 0.3 0 ≤ 0.30 ≤ 0.2 0 ≤ 0.30 ≤ 0.05 40 0 20 0 2 5 4 0 3 0 ZG230- 450 ≤ 0.3 0 ≤ 0.5 0 ≤ 0.9 0 0. 04 0. 04 ≤ 0.3 0 ≤ 0.30 ≤ 0.2 0 ≤ 0.30 ≤ 0.05 45 0 23 0 2 2 2 3 2 5 ZG270- 500 ≤ 0.4 0 ≤ 0.5 0 ≤ 0.9 0 0. 04 0. 04 ≤
 钢管化学成分
钢管化学成分
表 1 20 钢管化学成分 元 素 C Si Mn S P 含量 (%) ~ ~ ~ ~ ~ 表 2 焊材化学成分 (%) 牌号 C Si Mn S P Cr Ni Cu ER49-1 ≤ ~ ~ ≤ ≤ ≤ / / H08A ~ ~ ~ ~ ~ H08Mn2Si ~ ~ ~ ~ ~ ≤ ≤ / TIG-J50 / / / E4303 / / / 表 3 20钢管机械性能 参量 σ b(MPa) σ s(MPa) δ 8(%) 数值 ~ ~ 29~37 表 4 E4303焊条机械性能 参量 σ b(MPa) σ(MPa) δ 5(%) AKv(J)-20 ℃ 数值 470 390 、76 平均 82 焊接工艺参数和无损探伤、机械性能试验结果分别见表 5、表 6、表 7。 表 5 焊接试验工艺参数 接头型式和层 次 分 组 焊 接 工 艺 参 数 焊 道 焊接 电 源 焊接 直径 焊 接 电
1.2379模具钢热加工规范
开始温度 1050°C, 终止温度 850°C, 炉冷。
1.2379模具钢软化退火规范
在保护气体下, 加热到800~850°C, 以10℃/h 的冷速冷至600℃, 然后空冷, 硬度≤250HBw。
1.2379模具钢去应力处理
如要消除粗加工后产生的残余应力, 应将模具加热至 650°C, 保温 2h 后炉冷却500°C, 再出炉空泠。
1.2379模具钢淬火回火规范
第一次预热温度550 ~600°C , 每 25mm保持约 30min;第二次预热温度 800 ~850℃, 每25mm 保持约30min; 奥氏体化温度975~1040℃:,每25mm 保持约30min, 油(40 ~70°C) 或气体冷却, 冷至50~70mm后立即回火。
1) 低温回火:回火温度 150 ~200℃, 每25mm 保持约 60mín 以上, 空泠, 硬度≥61HRC。低温回火宜选用较低的奥氏体化温度 975 ~1025°C 。
2)高温回火:回火温度480~540℃,每25mm 保持约60min 以上, 空冷, 回火两次以上, 硬度≥58HRC。高温回火应选用较高的奥氏体化温度 1000 ~1040°C。
1.2379模具钢深冷处理规范
淬火后立即将工件冷却-80 ~ -70°C之间, 保持3 ~4h, 再进行回火。深冷处理可提高硬度1~3HRC.
1.2379模具钢时效处理规范
时效温度 110 ~140°C , 保温 25 ~100h, 以确保工件在使用过程中尺寸稳定。
1.2379模具钢特性
● 真空脱气精炼处理钢质纯净。
● 球化退火软化处理,切削加工性能良好。
● 强化元素钒,钼特殊加入,耐磨性极其优异。
1.2379模具钢化学成分
碳 C :1.45~1.70
硅 Si:≤0.40
锰 Mn:≤0.40
硫 S :≤0.030
磷 P :≤0.030
铬 Cr:11.00~12.50
镍 Ni:允许残余含量≤0.25
铜 Cu:允许残余含量≤0.30
钒 V :0.15~0.30
钼 Mo:0.40~0.60
1.2379模具钢是一种高碳高铬合金工具钢,热处理后具有很高的硬度及耐磨性,并具有淬透性强,尺寸稳定性好的特点,适宜制作高精度长寿命冷作模具及热固成型塑胶模具。
模具钢1.2379相关推荐
- 相关百科
- 相关知识
- 相关专栏
- Cr5Mo1V钢
- SKH55模具钢
- S590高速钢
- 柳叶刮刀
- 新编国际常用金属材料手册
- 75cr1
- CPM 9V
- 冶金类热处理及计算机应用
- 萘状断口
- 新编中外钢号速查手册
- 4Cr5MoSiV1钢材
- skh51高速钢
- ASP2080钢
- T8碳素工具钢棒
- 高硅铁矿
- 模具钢材玻璃钢
- 化学成分对3102-H22空调箔机械性能影响
- 化学成分对铝塑复合管用铝合金带材性能影响
- 华南印支期产铀和非产铀花岗岩黑云母矿物化学成分差异
- 模具钢材料简介
- GB150及SAME标准螺栓材质化学成分对照表螺栓
- GBT3190-2008变形铝及铝合金化学成分表
- 316不锈钢棒化学成分耐力度特性和用途
- 304及430不锈钢的化学成分及力学性能汇总
- 变形铝及铝合金国际四位数字体系牌号及化学成分
- Q345qD钢板化学成分丨Q345qD钢板力学性能
- QAl10-5-5铝青铜QAl10-5-5化学成分
- 1Cr13、2Cr13、3Cr13不锈钢化学成分表
- DHA-WORLD日本大同新型高韧性通用热作模具钢
- 化学成分对1100-H22空调箔力学性能的影响
- 改锻对H13模具钢轧材显微组织和冲击性能的影响
- 东莞市日利模具钢材有限公司企业信息报告-天眼查
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
苏州弘创招投标代理有限公司