MAGNA745焊条产品用途
常用于马氏体钢,特别适用于锰钢的堆焊,全位置焊接。
MAGNA745焊条造价信息
全位置焊接,焊后硬度 HB165 可加工硬化,工作硬度为 Rc48 。
MAGNA745焊条产品用途常见问题
-
magnate门锁非常不错,他们引进先进技术与设备,进口配件,多种价位可供选择。快速,安全,无噪音,防尘, 防止室内外空气对流,提高车间环境及卫生,使用寿命长等特点。广泛用...
-
E4315焊条就是427焊条。 根据GB ∕ T 5117-1995 碳钢焊条型号的表示方法,E4315含义: E 焊条,43 标示熔敷金属抗拉强度最小值43(X10N﹨平方毫米),1 (焊条适合...
-
D802钴基焊条型号:EDCoCr-A-03说明:钴铬钨合金焊芯的钴基堆焊焊条,采用直流反接,堆焊金属在650℃工作仍能保持良好的耐磨性和耐腐蚀性。用途:用于在650℃左右工作仍能保持良好的耐磨性和耐...
MAGNA745焊条产品用途文献

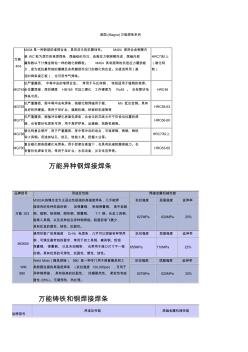 美国(Magna)万能焊条
美国(Magna)万能焊条
美国 (Magna)万能焊条系列 万能 404 M404 是一种新型的堆焊合金,具有非凡的抗磨蚀性。 M404 是用合金钢管内 装 WC 粒为焊芯的堆焊焊条,焊缝组织均匀,由高拉力钢溶解而成,焊缝内部 藏有数以千计像金刚钻一样的碳化物颗粒。 M404 具有超常的抗低应力磨损能 力,是为抵抗最苛刻的磨擦及各类磨损而设计的碳化钨合金。交直流两用(直 流时焊条接正极),也可用作气焊条。 HRC70以上 (碳化钨 粒) MG745 抗严重磨损、 中等冲击的堆焊合金。 常用于马氏体钢, 特别适用于锰钢的堆焊。 全位置焊接,焊后硬度 HB165 可加工硬化,工作硬度为 Rc48 。 也有管状电 焊条可用。 HRC48 MG765 抗严重磨损、耐中等冲击电焊条,铬碳化物焊缝用于碳、 Mn 低合金钢。具有 良好的热硬度。常用于采矿业、道路机械、铁破碎机滚筒等 HRC58-63 M
 422焊条和502焊条用途与区别
422焊条和502焊条用途与区别
422焊条和 502焊条用途与区别 422J即为 E4303焊条,422的主要用途:焊接较重要低碳钢和同 强度等级普低钢结构。 低碳钢又称软钢 , 含碳量从 0.10%至 0.30%低碳钢易于接受各种 加工如锻造 , 一般轧成角钢、槽钢、工字钢、钢管、钢带或钢板,用 于制作各种建筑构件、容器、箱体、炉体和农机具等。 它包括大部分普通碳素结构钢和一部分优质碳素结构钢, 大多不 经热处理用于工程结构件。 502 是锰钢焊条,主要用途:焊接 16 锰和同强度等级低合金钢 结构。 HRB335 级钢筋:用低合金镇静钢和半镇静钢轧制,以硅、锰作 为主要固溶强化元素 。其强度较高,塑性和可焊性较好。钢筋表面轧 有通长的纵肋和均匀分布的横肋, 从而加强了钢筋混凝土之间的粘结 力。 422J焊条满足不了 HRB335 级钢筋焊接强度要求。 简单点就是如 果用 422 焊锰钢焊缝会开裂,焊不住 . 总的来
根据不同情况,电焊条有三种分类方法:按焊条用途分类、按药皮的主要化学成分分类、按药皮熔化后熔渣的特性分类。按照焊条的用途,有两种表达形式,一为原机械工业部编制的的,可以将电焊条分为:结构钢焊条、耐热钢焊条、不锈钢焊条、堆焊焊条、低温钢焊条、铸铁焊条、镍和镍合金焊条、铜及铜合金焊条、铝及铝合金焊条以及特殊用途焊条。二为国家标准规定,为碳钢焊条,低合金焊条、不锈钢焊条、堆焊焊条、铸铁焊条、铜及铜合金焊条、铝及铝合金焊条。二者没有原则区别,前者用商业牌号表示,后者用型号表示。如果按照焊条药皮的主要化学成分来分类,可以将电焊条分为:氧化钛型焊条、氧化钛钙型焊条、钛铁矿型焊条、氧化铁型焊条、纤维素型焊条、低氢型焊条、石墨型焊条及盐基型焊条。如果按照焊条药皮熔化后,熔渣的特性来分类,可将电焊条分为酸性焊条和碱性焊条。酸性焊条药皮的主要成分为酸性氧化物,如二氧化硅、二氧化钛、三氧化二铁等。碱性焊条药皮的主要成分为碱性氧化物,如大理石、萤石等。电焊条的分类方法很多,可分别按用途、熔渣的碱度、焊条药皮的主要成分、焊条性能特征等不同角度对电条进行分类。按用途分类我国现行的焊条分类方法,主要是根据焊条国家标准和原机械工业部编制的《焊接材料产品样本》。焊条型号按国家标准分为8类,焊条牌号按用途分为10类。
主要是根据焊接熔渣的碱度,即按熔渣中碱性氧化物与酸性氧化物的比例来划分。
焊条酸性焊条
药皮中含有大量的TiO2、SiO2等酸性造渣物及一定数量的碳酸盐等,熔渣氧化性强,熔渣碱度系数小于1。酸性焊条焊接工艺性好,电弧稳定,可交、直流两用,飞溅小、熔渣流动性和脱渣性好,熔渣多呈玻璃状,较疏松、脱渣性能好,焊缝外表美观。酸性焊条的药皮中含有较多的二氧化硅、氧化铁及氧化钛,氧化性较强,焊缝金属中的氧含量较高,合金元素烧损较多,合金过渡系数较小,熔敷金属中含氢量也较高,因而焊缝金属塑性和韧性较低。
焊条碱性低氢型
药皮中含有大量的碱性造渣物(大理石、萤石等),并含有一定数量的脱氧剂和渗合金剂。碱性焊条主要靠碳酸盐(如CaCO3等)分解出CO2作保护气体,弧柱气氛中的氢分压较低,而且萤石中的氟化钙在高温时与氢结合成氟化氢(HF),降低了焊缝中的含氢量,故碱性焊条又称为低氢型焊条。采用甘油法测定时,每100g熔敷金属中的扩散氢含量,碱性焊条为1~8mL,酸性焊条为17~50mL。碱性渣中CaO数量多,熔渣脱硫的能力强,熔敷金属的抗热裂纹的能力较强。而且,碱性焊条由于焊缝金属中氧和氢含量低,非金属夹杂物较少,具有较高的塑性和冲击韧性。碱性焊条由于药皮中含有较多的萤石,电弧稳定性差,一般多采用直流反接,只有当药皮中含有较多量的稳弧剂时,才可以交、直流两用。碱性焊条一般用于较重要的焊接结构,如承受动载荷或刚性较大的结构。
焊条按焊条性分类
按性能分类的焊条,都是根据其特殊使用性能而制造的专用焊条,如超低氢焊条、低尘低毒焊条、立向下焊条、躺焊焊条、打底层焊条、高效铁粉焊条、防潮焊条、水下焊条、重力焊条等。
有碳钢电焊条、纤维素电焊条、低合金钢电焊条、不锈钢电焊条、低温钢电焊条、钼及铬钼耐热钢电焊条、镍及镍合金电焊条、堆焊电焊条、铸铁电焊条。
根据不同情况,电焊条有三种分类方法:按焊条用途分类、按药皮的主要化学成分分类、按药皮熔化后熔渣的特性分类。
按照焊条的用途,可以将电焊条分为:结构钢焊条、耐热钢焊条、不锈钢焊条、堆焊焊条、低温钢焊条、铸铁焊条、镍和镍合金焊条、铜及铜合金焊条、铝及铝合金焊条以及特殊用途焊条。
如果按照焊条药皮的主要化学成分来分类,可以将电焊条分为:氧化钛型焊条、氧化钛钙型焊条、钛铁矿型焊条、氧化铁型焊条、纤维素型焊条、低氢型焊条、石墨型焊条及盐基型焊条。
如果按照焊条药皮熔化后,熔渣的特性来分类,可将电焊条分为酸性焊条和碱性焊条。酸性焊条药皮的主要成分为酸性氧化物,如二氧化硅、二氧化钛、三氧化二铁等。碱性焊条药皮的主要成分为碱性氧化物,如大理石、萤石等。
MAGNA745焊条相关推荐
- 相关百科
- 相关知识
- 相关专栏
- MB破碎铲斗
- MBL110变速机
- MBW220变速机
- MCS-51单片机项目教程
- MCS-51系列单片机原理及应用
- MEC表面处理设备技术要求不锈钢盘条
- METOR 28 手持式金属检测器
- MIG/MAG自动化焊接电源接口与通信协议
- MIM
- MIP
- MN13
- MOTO MB855 刷机
- MOTOVARIO蜗轮蜗杆减速机NMRV
- MRC 7220 C/DT角接触球轴承
- MRC 7220AC/DB 轴承
- MTC矿用车
- 新型贴片式户外全彩LED显示屏用途的显示器件
- 一拖多变频空调产品测试系统与室外机通信接口
- 中国林业机械协会关于向社会推荐木工机械产品的通知
- 在国际工程竞标中运用定价策略与创造产品差别的实践
- 应用CSP热轧卷生产的冷轧与镀锌产品常见缺陷分析
- 制定、优化和监控产品线路标规划的流程、方法和工具
- 中国北车集团启动机车车辆虚拟产品开发平台建设工程
- 关于发布行业产品标准建筑用泡沫铝板等标准公告
- 关于发布行业产品标准活塞平衡式水泵控制阀公告
- 工业设计专业产品设计材料与工艺课程教学方法
- 关于生产企业全面落实产品质量安全主体责任指导意见
- 广东省推广使用LED照明产品实施方案释义及操作手册
- 广州市政府信息化云服务平台采购目录及产品服务价格表
- 国家质量监督检验检疫总局令产品质量监督抽查管理办法
- 国家标准沥青基防水卷材单位产品能源消耗限额解读
- 国家将对装饰装修用溶剂型木器涂料实施强制性产品认证
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
拆边机
广西北缆电缆有限公司
大山槟榔
上海地铁维护保障有限公司通号分公司
舌花雏菊
甘肃中维国际招标有限公司
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
四川中泽盛世招标代理有限公司