M238钢材尺寸规格
圆形(MM)
25.8 30.8 32.8 40.8 45.8 50.8 55.8 60.8 66.0 71.0 76.0 81.0 86.0 91.0 101.5
106.5 116.5 126.5 141.5 151.5 182.0 202.0 232.0 262.5 282.5 302.5 363.0 403.0
方形(MM) 25323540455
扁形(MM)
80X20-25-32-35-40-45-50-60-65-70
105X20-25-32-35-40-45-50-60-65-70-80
130X20-25-32-35-40-45-50-60-65-70-80-90-105
155X20-25-32-35-40-45-50-60-65-70-80-90
180X20-25-32-35-40-45-50-60-65-70-80
210X20-25-32-35-40-45-50-60-65-70-80-90-105
230X20-25-32-35-40-45-50-60-65-70-80
260X20-25-32-35-40-45-50-60-65-70-80-90-105
310X20-25-32-35-40-45-50-60-65-70-80-90-105
420X20-25-32-35-40-45-50-60-65-70-80-90-105-115-130-140-155
620X20-25-32-35-40-45-50-60-65-70-80-180-210-230
700X20-25-32-35-40-45-50-60-65-70-80-260-310-360
M238钢材造价信息
预硬态,硬度30 ~34HRC
M238出厂 规 格:经加硬及回火至980-1080N/mm²(30-34HRC)。
M238钢材 特 性:此钢为P20加上1.1%镍,因此淬透性极佳,钢材表面至中心硬度均匀一致,电蚀及抛光性能极佳,适宜氮化,镀硬铬及镀钛。
M238用途:适用于所有塑胶模具,尤其是超过400厚之模具。
M238锻制:1050℃开始打至850℃,然后回炉缓慢冷却。
M238退火:720-740℃,热透保温足够时间然后随炉降温至600℃,然后空气中冷却,所得硬度约240HB(最高)
应力 消 除:加热至600℃于保护气体炉中保温约2小时,然后随炉缓慢冷却。
M238淬火:840-860℃保温后淬油,或860-880℃保温后空冷稍高温即时回火,所以硬度约54HRC
M238回火:淬火后即时回火,时间不少于2-2.5小时,然后出炉空冷
M238钢材尺寸规格常见问题
-
小的中包含
-
图集中84页M1图例。
-
m10螺母尺寸规格:GB/T 41-2000 六角螺母 C级,标准尺寸厚度6毫米,对边16毫米,六角最大尺寸17.6毫米。螺纹底径是10毫米,内径是8.25~8.3毫米。
M238钢是优质预加硬塑料模具钢。与常用的P20模具钢相比,具有更高含量的镍元素,特殊的生产工艺使得钢材机械性能良好,可加工性良好。
作为一种预硬型模具钢,其在出厂时已经具有30 ~34HRC的硬度,能够满足部分对硬度要求不高的模具的加工生产要求,从而免除了正常模具加工生产过程中的热处理环节,提高了经济效益。
C碳 Cr铬 W钨 Mn锰 Si硅 V钒
0.95 0.5 0.5 1.1 0.3 0.1
锻制:1050-850℃炉中冷却。 回质:850-900℃炉中冷却。
应力 消 除:热度均匀后,停留1-2小时于炉中冷却。
淬火:油840-860℃或空气:860-880℃。停留最少10分钟,于厚度多于20mm见每1mm多1/2分钟,所以硬度约54HRC。
回火:回火时停留最少1小时,20mm厚以上的每多20mm则要多1小时。
退火:720-740℃热透保温足够时间,再随炉降温至600℃,然后在空气中冷却,所得硬度约为240HB(最高)。
气体软氨化规范:软氮化温度520°C,氮化时间5h,软氮化后表层硬度可达750HV。
火焰淬火规范:淬火温度900°C,空冷,硬度60HRC。
1)用于镜面抛光模具,以及电视机滤光板、化妆品盒等模具.
2)用作动模镶件。
3)适合高要求塑料模具。
4)用于制作塑料模具及塑料模模架
M238钢材尺寸规格文献

 钢筋尺寸规格
钢筋尺寸规格
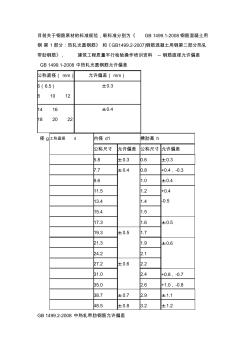
目前关于钢筋原材的标准规范,新标准分别为《 GB 1499.1-2008 钢筋混凝土用 钢 第 1部分:热轧光圆钢筋》 和《GB1499.2-2007)钢筋混凝土用钢第二部分热轧 带肋钢筋》, 建筑工程质量平行检验操作培训资料 -- 钢筋直径允许偏差 GB 1499.1-2008 中热轧光圆钢筋允许偏差 公称直径( mm) 允许偏差( mm) 6(6.5) 8 10 12 ±0.3 14 16 18 20 22 ±0.4 径 g工称直径 d 内径 d1 横肋高 h 公称尺寸 允许偏差 公称尺寸 允许偏差 5.8 ±0.3 0.6 ±0.3 7.7 ±0.4 0.8 +0.4,-0.3 9.6 1.0 ±0.4 11.5 1.2 +0.4 -0.513.4 1.4 15.4 1.5 17.3 1.6 ±0.5 19.3 ±0.5 1.7 21.3 1.9 ±0.6 24.2 2.1 27.2
 钢筋尺寸规格
钢筋尺寸规格
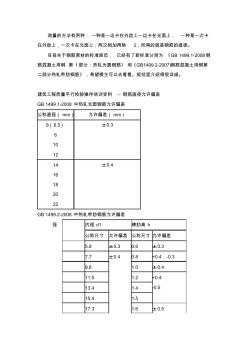
测量的方法有两种: 一种是一边卡在外肋上一边卡在光面上, 一种是一次卡 在外肋上,一次卡在光面上,两次相加再除 2,所得的就是钢筋的直径。 目前关于钢筋原材的标准规范, 已经有了新标准分别为 《GB 1499.1-2008 钢 筋混凝土用钢 第 1部分:热轧光圆钢筋》 和《GB1499.2-2007)钢筋混凝土用钢第 二部分热轧带肋钢筋》,希望楼主可以去看看。规范里介绍得很详细。 建筑工程质量平行检验操作培训资料 -- 钢筋直径允许偏差 GB 1499.1-2008 中热轧光圆钢筋允许偏差 公称直径( mm) 允许偏差( mm) 6(6.5) 8 10 12 ±0.3 14 16 18 20 22 ±0.4 GB 1499.2-2008 中热轧带肋钢筋允许偏差 径 内径 d1 横肋高 h 公称尺寸 允许偏差 公称尺寸 允许偏差 5.8 ±0.3 0.6 ±0.3 7.7 ±0.4 0.8
碳 C:0.95 铬 Cr;0.5
钨 w:0.5
锰 Mn:1.1
硅 Si:0.3
钒 V:0.1
1)适合高要求塑料模具。
2)该钢模具氮化可获得高硬度的表层组织,氮化后的表层硬度可以达到650~700HV,使用寿命可达100万模次以上。
3)适合于高精密仪器中的塑料模具的加工生产。
预硬态,硬度30 ~34HRC
M238钢材相关推荐
- 相关百科
- 相关知识
- 相关专栏
- M340模具钢
- M42模具钢
- M600焊条
- M745焊条
- MA系列普通齿螺旋升降机
- MAGNA307万能焊条
- MAGNA745焊条
- MB破碎铲斗
- MBL110变速机
- MBW220变速机
- MCS-51单片机项目教程
- MCS-51系列单片机原理及应用
- MEC表面处理设备技术要求不锈钢盘条
- METOR 28 手持式金属检测器
- MIG/MAG自动化焊接电源接口与通信协议
- MIM
- 圆钢管通用规格表(20201009124910)
- 圆钢管通用规格表(20201009124907)
- 园林绿化工程土球直径与树穴规格表及大树土球规格表
- 圆钢方钢尺寸重量偏差标准GB-t702-2004
- 怎样选择空气开关断路器的型号规格及分断能力的选择
- 工艺场站及阀室地上管道及设备外防腐层材料技术规格书
- 各国钢材牌对照
- 公称压力小于等于16MPa普通钢材管道壁厚选用表
- 各种石材干挂AB胶包装规格
- 工程用钢材习题与解答
- 公路勘察规范附录B主要控制桩、水准点桩规格及埋设
- 广汽集团汽车工程院基地建设与研发项目技术规格书
- 国标法兰盘标准尺寸(20200929161443)
- 华东地区常用钢材品牌标识一览表
- 基于B/S结构锻造企业钢材库管理系统设计与实现
- 截面尺寸误差对混凝土框架节点抗震性能影响试验
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
拆边机
广西北缆电缆有限公司
大山槟榔
上海地铁维护保障有限公司通号分公司
舌花雏菊
甘肃中维国际招标有限公司
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
苏州弘创招投标代理有限公司