连铸保护渣堆积密度试验方法
《连铸保护渣堆积密度试验方法(YB/T 187-2001)》规定了连铸保护渣堆积密度试验方法的方法提要、设备、试样、试验步骤、结果计算和试验报告。本标准适用于连铸保护渣堆积密度的测定。本标准由冶金工业信息标准研究院提出并归口。本标准负责起草单位:重庆大学、天津钢管公司。
连铸保护渣堆积密度试验方法基本信息
| 书 名 | 连铸保护渣堆积密度试验方法 | 作 者 | 国家经济贸易委员会 |
|---|---|---|---|
| 出版日期 | 2002年3月1日 | 语 种 | 简体中文 |
| ISBN | 155066214161 | 外文名 | Method of The Test for Bulk Density of Continuous Casting Mold Powder |
| 出版社 | 中国标准出版社 | 页 数 | 2页 |
| 开 本 | 16 | 品 牌 | 北京劲松建达科技图书有限公司 |
《连铸保护渣堆积密度试验方法(YB/T 187-2001)》参加起草单位:钢铁研究总院、宝山钢铁股份有限公司、太原钢铁集团公司、包头钢铁稀土公司、伊川保护渣厂、上海盛桥冶金材料厂。本标准主要起草人:王谦、王雨、迟景灏、孙开明、申茜辉。连铸保护渣物理试验方法由下列标准组成:YB/T 185 连铸保护渣粘度试验方法;YB/T 186 连铸保护渣熔化温度试验方法等。
连铸保护渣堆积密度试验方法造价信息
连铸保护渣堆积密度试验方法常见问题
-
比重=体积密度Xg g=10或者9.8;堆积密度:堆积密度是指散粒材料或粉状材料,在自然堆积状态下单位体积的质量。——堆积密度:自然堆积体积 (含材料间空隙) 颗粒材料正好装满容器,测量该...
-
现场压实质量用压实度表示。对于路基土及路面基层,压实度是指工地实际达到的干密度与室内标准击实试验所得的最大于密度的比值;对沥青路面,压实度是指现场实际达到的密度与室内标准密度的比值。
-
1.涂模具 隔离剂可以是滑石粉和混合物,也可以是其他,将延度模具涂好隔离剂,放好 2.倒样品 样品倒入模具后,记时30分钟以上,超过30分钟很长时间也没问题; 3.30分钟以后,放入水中30分钟,如果...
连铸保护渣堆积密度试验方法文献

 碎石的堆积密度和紧密密度试验方法
碎石的堆积密度和紧密密度试验方法
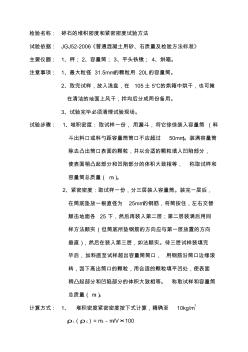
检验名称: 碎石的堆积密度和紧密密度试验方法 试验依据 : JGJ52-2006《普通混凝土用砂、石质量及检验方法标准》 主要仪器 : 1、秤; 2、容量筒; 3、平头铁锹; 4、烘箱。 注意事项 : 1、最大粒径 31.5mm的颗粒用 20L的容量筒。 2、取完试样,放入浅盘,在 105土 5℃的烘箱中烘干,也可摊 在清洁的地面上风干,拌均后分成两份备用。 3、试验完毕必须清理试验现场。 试验步骤 : 1、堆积密度:取试样一份,用漏斗,将它徐徐装入容量筒 (料 斗出料口或料勺距容量筒筒口不应超过 50mm)。装满容量筒 除去凸出筒口表面的颗粒,并以合适的颗粒填入凹陷部分, 使表面稍凸起部分和凹陷部分的体积大致相等, 称取试样和 容量筒总质量( m2)。 2、紧密密度:取试样一份,分三层装入容量筒。装完一层后, 在筒底垫放一根直径为 25mm的钢筋,将筒按住,左右交替 颠击地面各 25 下
 相对密度试验方法概述
相对密度试验方法概述
中文词条名:相对密度试验方法概述 英文词条名: 土的密实程度通常指单位体积中固体颗粒的含量。 土颗粒含量多, 土就密实; 土颗粒含量 少,土就疏松。 但对于无 粘性土 来说这种表示密实度的方法有明显缺点, 主要是这种表示方 法没有考虑到 粒径级配 这一重要因素的影响。 例如取两种不同 级配的砂土 进行分析, 假定第 一种砂是理想的均匀圆球,不均匀系数 `C_U`=1.0。若这种砂处于最密实的爿:列,理论上 可 以算出 这时的孔 隙比 E= 0.35。,”果砂的比 重 `G_S`=2.65 ,则 最密实时的 干密 度 `Р _D`=1.96G/ `CM^3`。第二种砂是同样的理想圆球,但其 级配中除大的圆球夕) ,还有 J、 的圆球可以充填 孔隙 ,即不均匀系数 `C_U`>1.0,显然这种砂最密时的 孔隙比 E<0.35。这 就是说,。果两种砂都具有同样的孔隙比 E=0.35,但对于第一种

连铸切割连铸气体
连铸切割要想真正起到高效率、节约成本的目的,除了连铸切割机、连铸割嘴之外,连铸气体的选择也很重要,传统的工业燃气--乙炔,火焰温度高,但切割有熔渣,燃烧污染大,已经被人们摒弃。新型工业燃气--天然气工业燃气(是加入稀土燃料增益剂的天然气,稀土燃料增益剂的作用是提高天然气的活性,可增加天然气的温度),是连铸火焰切割气体的最佳选择,可以充分利用连铸切割机的高效、自动化的切割方式,结合天然气工业燃气本身的高温度,再加上其清洁能源的机制,在连铸切割中不仅可以提高切割效率,更能节约燃气成本。
连铸主要栏目
《连铸》主要设置有专题论述、工艺技术、设备技术、铸坯质量、控制检测、耐火材料、保护渣、生产管理以及连铸基本知识介绍和中国国内外连铸发展动态等栏目。《连铸》主要面对连铸生产第一线、高校和科研单位的科技人员,除了保持较高的学术性还要兼顾一定的普及性。因此,在刊登一定数量的科技论文外,还发表技术革新和生产管理方面的文章,以满足多层次读者的需求 。
连铸人员编制
据《连铸》2019年第6期期刊内页显示,《连铸》编委会共有顾问1人(蔡焕堂)、编委73人 。
| 王敏 |
王谦 |
王天义 |
王代先 |
王立峰 |
| 王建锋 |
王恩刚 |
王新江 |
王庆 |
仇圣桃 |
| 文光华 |
毛新平 |
包燕平 |
朱苗勇 |
朱立光 |
| 李红霞 |
李勇 |
李胜利 |
李建民 |
李建新 |
| 刘青 |
刘和平 |
关勇 |
许宏伟 |
孙铁汉 |
| 任忠鸣 |
邹长东 |
杨涤 |
杨健 |
杨拉道 |
| 张建 |
张慧 |
张立峰 |
张洪波 |
张桂芳 |
| 张家泉 |
张兴中 |
肖尊湖 |
范鼎东 |
陈卫强 |
| 陈永 |
陈永峰 |
陈志平 |
何建中 |
宋满堂 |
| 赵和明 |
郑万 |
岳强 |
姚曼 |
周宏 |
| 谢集祥 |
胡文豪 |
高琦 |
徐李军 |
徐荣军 |
| 徐学华 |
殷瑞钰 |
曹志强 |
谢兵 |
缪新德 |
| 智建国 |
程常桂 |
翟启杰 |
祭程 |
韩国瑞 |
| 韩志伟 |
曾立 |
彭世恒 |
路殿华 |
蔡焕堂 |
| 蔡常青 |
薛正良 |
魏祖康 |
||
连铸学术交流
2019年7月,由《连铸》主办“第四届连铸技术创新和精细化生产实践交流会”在内蒙古自治区乌兰察布举办 。

连铸切割连铸割嘴
连铸割嘴是用于连铸切割的专用割嘴,连铸割炬的嘴头部分,由此喷出切割氧流及预热火焰的混合气流。比普通割嘴大,可切割厚度厚,一般由割嘴体、割嘴芯、割嘴外壳组成。
连铸割嘴的好坏直接决定切割质量的好坏及切割割缝的大小、钢材成本的节约,质量好的连铸割嘴正常情况下能用3个月,并且保证割缝,如150cm的钢坯3mm割缝,质量不好的连铸割嘴用4天以后割缝就会越来越大,影响切割质量,浪费钢材。
使用神麒新型连铸割嘴前后效果对比图:(左:使用前;右:使用后)
连铸保护渣堆积密度试验方法相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 连铸坯中心缺陷
- 连铸坯低倍缺陷
- 连铸坯直接热装轧制
- 连铸热装
- 连铸设备的热行为及力学行为
- 连铸铜包铝棒坯
- 连铸
- 连锡
- 连香树群体JSHP
- 连麦国土资源管理所
- 迪尔集团有限公司山东工程设计院
- 迪欧科技有限公司
- 迪艾生光电技术有限公司
- 迪飞达DF-322DR
- 迷你红外高速球
- 退耕还林条例(2016修订)
- 以变性剂石灰石—磷渣混合物为基料的白色硅酸盐水泥
- 主要用固体工业废渣生产硫铝酸盐水泥熟料的方法
- 一拖一水泵智能保护水位有线无线控制配电箱使用手册
- 保护装置BUCK开关电源的PCB优化设计方法
- 有软弱下卧层时确定天然地基上基础底面积的简便方法
- 以水利项目为例分析社会稳定风险评估方法与要点
- 医院手术部新风机组盘管冬季冻裂问题分析及防止方法
- 再谈VRV空调系统设计与施工中有关问题的解决方法
- 有关CAD技术在水利工程设计中的实际应用方法
- 柴油机高压喷油管用钢、高压喷油管及其制造方法
- 中国电工技术学会电力系统控制与保护专业委员会成立
- 用于制冷系统稳定运行时制冷剂分布测试的新方法
- 基于风险接受准则的建筑工程风险评价和决策方法
- 有限元解Biot固结方程时初始参数选取方法
- 智能建筑工程监理过程中的几个问题及处理方法
- 在市中心紧邻地铁和保护建筑的大型深基坑设计与施工
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
拆边机
广西北缆电缆有限公司
大山槟榔
上海地铁维护保障有限公司通号分公司
舌花雏菊
甘肃中维国际招标有限公司
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
苏州弘创招投标代理有限公司