螺纹自动检测
一体式全自动模块,可以在生产传输线上作为检测和存储单元。
利用螺纹塞规或螺纹环规对内外螺纹依据标准进行测量。对于止规的测量,量规有一个预定位圆柱,它能够保证对工件的正确对准。对于内螺纹,通/止测量可以利用带通/止组件的特殊螺纹塞规实现。(这个特殊螺纹塞规不适用于盲孔)。
传递扭矩后,转速和螺纹长度将被监控。输出结果会描述为“通”、“止”或“重做”(取决测量种类)。如果量规在达到确定的螺纹长度前被卡住,可以重新开始检测程序。这一点很重要,因为污垢及偏离中心的工件都会导致错误的测量结果。在检具和电机驱动之间有一个校正头,它为量具构件和工件的螺纹轴线提供平行和角度校正。该检测过程是由一个微型处理器控制,可以通过一个结构菜单编程。即使在恶劣的光线条件,大型LED 显示屏提供了良好的可读性。
螺纹自动测量造价信息
螺纹自动测量常见问题
-
一、常用的测量方法梯形螺纹的测量与三角螺纹的测量方法相同,可用综合测量法、三针测量法和齿厚测量法。(1)综合测量法用标准螺纹环规综合测量。(2)三针测量法这种方法是测量螺纹中径的一种比较精密的方法,适...
-
1、卡尺千分尺量螺纹外径,卡尺量内螺纹小径,牙距样板尺测螺距,对照螺纹尺寸规格书确定;验证螺纹用通止规测量。2、在圆柱或圆锥母体表面上制出的螺旋线形的、具有特定截面的连续凸起部分。螺纹按其母体形状分为...
-
管螺纹一般分为非螺纹密封的管螺纹和螺纹密封的管螺纹。 非螺纹密封的管螺纹是指螺纹副本身不具有密封性的圆柱管螺纹。非螺纹密封的管螺纹多用于压力为1.57MPa以下的水、煤气管道、润滑和电线管道系统。 密...
螺纹自动测量文献


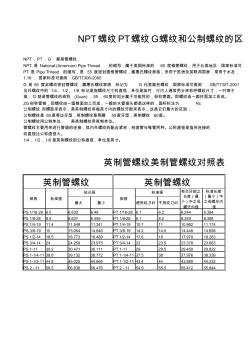 NPT螺纹PT螺纹G螺纹和公制螺纹的区别
NPT螺纹PT螺纹G螺纹和公制螺纹的区别
PS 1/16-28 6.5 6.632 6.49 PT 1/16-28 6.1 6.2 6.244 6.384 PS 1/8-28 8.5 8.637 8.495 PT 1/8-28 8.1 8.2 8.249 8.388 PS 1/4-19 11.4 11.549 11.341 PT 1/4-19 10.7 11 10.962 11.174 PS 3/8-19 15 15.054 14.846 PT 3/8-19 14.2 14.5 14.448 14.658 PS 1/2-14 18.5 18.773 18.489 PT 1/2-14 17.6 18 17.979 18.263 PS 3/4-14 24 24.259 23.975 PT 3/4-14 23 23.5 23.378 23.663 PS 1-11 30.2 30.471 30.111 PT 1-11 29 29.5 29
采用机器视觉技术,设计螺纹参数测量自动检测系统,并对标准螺纹试样的螺纹夹角、螺距和中径等参数进行测量。测量结果表明,螺纹参数在规定的误差范围之内。由于视觉检测具有高效和可靠的特点,经过进一步考察,认为可用于生产实践中。
采用机器视觉技术,设计螺纹参数测量自动检测系统,并对标准螺纹试样的螺纹夹角、螺距和中径等参数进行测量。测量结果表明,螺纹参数在规定的误差范围之内。由于视觉检测具有高效和可靠的特点,经过进一步考察,认为可用于生产实践中。
测量前,先将立柱倾斜一个等于被测螺纹升角的角度,并利用测量显微镜中的分划板上的米字线中线和其中点使与被测螺纹牙形轮廓影象的一边和其中点重合后进行读数,移动横向滑架(或坐标工作台)再使米字线中线和其中点与对面牙形轮廓线影象相应边和其中点重合后进行第二次读数。二次读数值之差即是被测螺纹中径的量值。为了减小因牙形半角误差和安装误差等引起的测量误差,常沿左右牙形轮廓各测一次,取其算术平均值作为中径的量值此法利用测量刀瞄准,瞄准精度较影象法为高。 圆锥螺纹的中径测量与圆柱螺纹相似,但要考虑由圆锥角引起的变化。 螺距和牙形半角的测量 常在工具显微镜上采用影象法或轴切法测量用影象法测量普通螺纹牙形半角时,先使测角目镜(图中未表示)对准零位,并使米字线中点与牙形轮廓影象一边的中点重合,然后转动测角目镜的手轮使米字线的中心虚线与此边重合,即可从测角目镜中读出牙形半角的量值。所示是用轴切法测量螺距。此外,还可用带有百分表的机械式螺距仪测量或螺距规检验螺距,用螺纹样板检验牙形半角等。内螺纹的螺距和中径一般是在测长仪上采用球形测头测量的。牙形半角可采用印模方法测量,以石膏或其他凝固性材料复制出螺纹牙形的模型后,在工具显微镜上测量模型的牙形半角作为被测螺纹牙形半角的量值。
20世纪80年代中期,出现了用电子计算机数字控制技术在专门设计的测量仪上测量高精度内螺纹几何参数的方法。
长丝杠的中径、半角和螺距误差也常在工具显微镜上测量。精密丝杠还需要测量螺旋线误差。图3为测量螺旋线误差的激光丝杠测量仪的原理。当丝杠转过θ角时,与丝杠同步回转的圆光栅产生相当于转过 θ角的莫尔条纹数。螺旋线的轴向位移通过安装在浮动支板上的测量头和直角棱镜由激光式长度传感器转换为干涉条纹数。这两路光信号经过各自的光电转换元件转换为电信号,经放大、整形、分频、比相后,由记录器记录出误差曲线,也可从中得出螺距误差。它可测量1米5级精度和2米6级精度的丝杠。 常用螺纹量规以通止法进行
螺纹自动测量相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 螺纹量规扫描仪
- 螺纹钢期货
- 螺线
- 螺线管感应器
- 螺线管空心线圈电子式电压互感器
- 蠕变
- 蠡县正好园林绿化工程有限公司
- 行唐县自然资源和规划局
- 行政法视野中的住房政策
- 行星减速机
- 行星式切管机
- 行星齿轮传动设计
- 行李架
- 行程控制顺序动作回路
- 行程阀
- 行管
- 电气工程及其自动化特色专业建设探索
- 摄影测量实验课程项目化教学改革
- 智能化技术在电气工程自动化控制中的应用与实践研讨
- 高效率PWM/PFM自动切换升压转换器的设计
- 杂散电容对交流法微电容测量电路噪声特性影响的分析
- 在砌块配筋砌体中使用的新型钢筋直螺纹连接套筒
- 智能建筑火灾自动报警与消防联动系统设计及应用效果
- 中厚板生产线升级改造设备中心线基准的测量方法
- 新型高压输电线路电量参数测量装置与设计
- 以项目为导向实施机械测量技术课程教学改革
- 止回阀是指依靠介质本身流动而自动开闭阀瓣用来防止
- 云南造价咨询服务收费自动计算表〔2O12〕66号
- 永煤矿区铁路道口栏门自动联锁控制电路技改方案
- 基于GIS的矿产资源的潜力评价的自动制图模型
- 摄影测量学课程实践教学的改革与实践
- 以色列CQM-换热器自动清洗装置ATCS技术介绍
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
拆边机
广西北缆电缆有限公司
大山槟榔
上海地铁维护保障有限公司通号分公司
舌花雏菊
甘肃中维国际招标有限公司
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
四川中泽盛世招标代理有限公司