裂纹检测系统技术指标
主要技术参数①全分辨率帧速1920*1080@4950fps最高帧数不低于200000fps;②内存36GB全局电子快门。拥有升级更高级别的机型的功能扩展能力,感光度不低于40000;③设备具有触发、同步、IRIG、远程电源等功能。
裂纹检测系统造价信息
用于土木工程专业结构试验中全场变形和裂纹检测采集工作。 2100433B
裂纹检测系统技术指标常见问题
裂纹检测系统技术指标文献

 检测系统的特性与技术指标
检测系统的特性与技术指标
检测系统的特性与技术指标——静态特性 静态模型、静态特性指标 动态特性 动态模型、动态特性 传感器典型环节动态特性分析

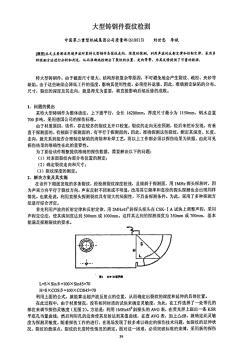 大型铸钢件裂纹检测
大型铸钢件裂纹检测
大型铸钢件裂纹检测 作者: 刘世忠, 李斌 作者单位: 中国第二重型机械集团公司质量部,618013 本文读者也读过(10条) 1. 林俊明 .赖传理 .任吉林 铁磁性管件涡流检测中缺陷相位分辨的实验研究 [会议论文]-2010 2. 李伟 .陈国明 .齐玉良 . Li Wei . Chen Guoming. Qi Yuliang 交流电磁场裂纹检测反演算法研究 [期刊论文]- 中国机 械工程 2007,18(1) 3. 刘宇 .唐健 钢结构件"T"型焊接接头超声波探伤 [会议论文]-2006 4. 涂铮铮 .吴海滨 .罗斌 . TU Zheng-zheng. WU Hai-bin . LUO Bin 轮辋裂纹检测方法研究 [期刊论文]- 计算机工程与 应用2006,42(34) 5. 杨理践 .杨洋 .高松巍 钢板应力集中区域的磁检测技术 [会议论文]-2010 6. 韩捷 .廖述
本标准适用于港口起重机结构裂纹的检测与维修,其他场所使用的起重机结构裂纹检测与维修可参照使用。
弧坑裂纹出现后,往往肉眼不易发现。对于弧坑裂纹的检测主要采用磁粉或者渗透的检测方法进行。通过表面检测可以及时清楚的发现弧坑裂纹,对提高焊接质量改善焊接工艺有很大帮助。
定位焊磁粉检测
磁粉检测是发现弧坑裂纹的常用方法,主要应用于铁磁性物质的表面近表面尺寸很小、间隙极窄的缺陷检测。可检测出长0.1mm,宽微米级的裂纹。磁粉检测对弧坑裂纹的检测具有很大优势,检测灵敏度高,操作简单快捷,成本低,污染少。
磁粉检测的时机为焊后表面完全冷却,弧坑裂纹的磁痕显示强烈,磁粉附着力强,磁痕清晰而不浓密,多呈树枝状或放射状。磁粉检测后下一工序如受磁场影响,需要对工件进行退磁处理。
定位焊渗透检测
渗透检测是发现弧坑裂纹的主要手段之一,主要应用于表面开口缺陷的检测,可以检测黑色金属及有色金属。渗透检测灵敏度受缺陷尺寸影响,缺陷越狭,越浅,越短,越不易被发现。
渗透检测的最高灵敏度可以达到0.1μm 左右。对弧坑裂纹的渗透检测多采用溶剂去除型着色法,焊缝显像以喷涂最好,均匀喷洒与焊缝表面。由于弧坑裂纹多为微小裂纹,所以对弧坑裂纹的检测可将显像时间适当延长。渗透检测完成后应及时清洗工件并吹风干燥,避免对工件造成污染。
于长生、袁汝华、陈勇、潘东民、张大伟、邓平、薛方。
裂纹检测系统相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 裂纹深度测量
- 裂纹自愈合的位错层次和原子层次研究
- 裂纹
- 裂缝几何参数
- 裂缝分散渗漏
- 裂缝和塌陷
- 裂缝喷发
- 裂缝型油气藏有机包裹体的研究
- 裂缝基质孔隙网络模型及渗流模拟
- 裂缝填平
- 裂缝宽度深度综合测试仪
- 裂缝宽度验算
- 裂缝宽度
- 裂缝密度
- 裂缝导流能力
- 裂缝带
- 中国工程图学学会成立工程与制造系统集成化分会
- 云计算技术在城市轨道交通运营指挥管理系统中的应用
- 多逆变器太阳能光伏并网发电系统的组群控制方法
- 智能建筑工程报警与电视监控系统前端设备的安装施工
- 招远电视台制作播出系统数字化改造工程的设计与实践
- 全热回收地源热泵空调机组的系统及工程方案设计
- 支持群体设计的工程数据库管理系统的结构及实现
- 云计算对企业信息化系统建设和运营的影响分析和改进
- 智能建筑工程设计中的机电设备集成配置系统总体设计
- 智能电力监控管理系统在某飞机维修公司工程中的应用
- 智能建筑智能化工程名词解释-通信系统设备安装工程
- 智能建筑虚拟仪器监控系统与控制网络的接口技术
- 智能照明系统在高校教学楼建筑节能改造中的应用
- 医用洁净空调系统设计调试中易忽视的问题及设计优化
- 中关村太阳能集中集热、分户储热、分户辅热系统
- 多方式远程控制门禁系统
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
拆边机
当代建筑大师
广西北缆电缆有限公司
大山槟榔
上海地铁维护保障有限公司通号分公司
舌花雏菊
甘肃中维国际招标有限公司
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
苏州弘创招投标代理有限公司