螺纹导程
螺纹导程,是螺纹上任意一点沿同一条螺旋线转一周所移动的轴向距离。
螺纹导程基本信息
| 中文名 | 螺纹导程 | 外文名 | lead of screw thread |
|---|---|---|---|
| 符 号 | S | 应 用 | 机械工程、传动、齿轮传动 |
导程与螺纹及其计算
螺距,螺纹件上相邻两牙在中径线上对应两点之间的轴向距离,符号P。单线螺纹的导程等于螺距,即S=P,多线螺纹的导程等于线数(n)乘以螺距,即S=nP。
螺纹导程造价信息
在车制螺纹时,工件旋转一周刀具沿轴线方向移动的距离称为导程,即同一条螺旋线上相邻两牙在中径线上对应两点之间的轴向距离。
螺纹导程常见问题
-
导程S:螺纹上任意一点沿同一条螺旋线转一周所移动的轴向距离。单线螺纹的导程等于螺距(S=P)【螺距P:螺纹相邻两个牙型上对应点间的轴向距离】,多线螺纹的导程等于线数乘以螺距(S=nP)【线数n:螺纹的...
-
管螺纹一般分为非螺纹密封的管螺纹和螺纹密封的管螺纹。 非螺纹密封的管螺纹是指螺纹副本身不具有密封性的圆柱管螺纹。非螺纹密封的管螺纹多用于压力为1.57MPa以下的水、煤气管道、润滑和电线管道系统。 密...
-
粗牙螺纹和细牙螺纹均属普通螺纹,其国家标准为《普通螺纹》GB/T192-2003。其中分粗牙与细牙螺纹。两者的主要特别与使用区别为:公制螺纹即米制螺纹,其尺寸度量以毫米为单位,而吋制螺纹即以英吋为度量...
螺纹导程文献

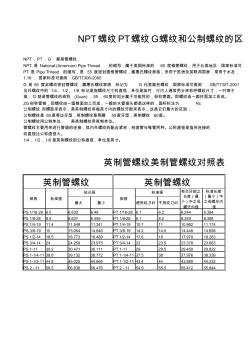 NPT螺纹PT螺纹G螺纹和公制螺纹的区别
NPT螺纹PT螺纹G螺纹和公制螺纹的区别
PS 1/16-28 6.5 6.632 6.49 PT 1/16-28 6.1 6.2 6.244 6.384 PS 1/8-28 8.5 8.637 8.495 PT 1/8-28 8.1 8.2 8.249 8.388 PS 1/4-19 11.4 11.549 11.341 PT 1/4-19 10.7 11 10.962 11.174 PS 3/8-19 15 15.054 14.846 PT 3/8-19 14.2 14.5 14.448 14.658 PS 1/2-14 18.5 18.773 18.489 PT 1/2-14 17.6 18 17.979 18.263 PS 3/4-14 24 24.259 23.975 PT 3/4-14 23 23.5 23.378 23.663 PS 1-11 30.2 30.471 30.111 PT 1-11 29 29.5 29
 螺纹的标准及螺纹应用
螺纹的标准及螺纹应用
螺纹的标准及螺纹应用 螺纹的标准及螺纹应用 NPT、Z锥管螺纹 BSP、R、R1、Rc,ZG、RT、PT、BSPT锥管螺纹 螺纹尺 寸 (英 寸) 螺纹牙 数 基面上的螺纹直径 牙型 角 螺纹尺 寸 (英 寸) 螺纹 牙数 基面上的螺纹直径 牙型 角大径 中径 小径 大径 中径 小径 1/16 27 7.894 7.142 6.398 600 1/16 28 7.723 7.142 6.561 550 1/8 27 10.242 9.489 8.737 1/8 28 9.728 9.147 8.566 1/4 18 13.616 12.487 11.358 1/4 19 13.157 12.301 11.445 3/8 18 17.055 15.926 14.797 3/8 19 16.662 15.806 14.950 1/2 14 21.224 19.772
导程角即为螺纹升角,在中径圆柱上螺旋线的切线与垂直于螺纹轴线的平面间的夹角,该角度影响螺纹自锁和防松。
螺纹导程,是螺纹上任意一点沿同一条螺旋线转一周所移动的轴向距离,符号S。单线螺纹的螺距等于导程;如果是双线螺纹,由图可知一个导程包括两个螺距,则螺距等于导程/2;若是三线螺纹,则螺距等于导程/3。因此螺距和导程之间的关系可以用下式表示:螺距=导程/线数,即S=nP。
变导程螺纹在一些行业中应用极广,但在生产加工中存在较大的技术难度,传统的加工方法通常有两类:一是在铣床上采用手工加工的方法完成,精度低、劳动强度大、效率低,且经常出现废品;二是在卧式车床进给系统中增设一套辅助装置(凸轮变速机构)实现变速加工,虽然能保证精度,但所需技术难度较大,设计成本较高,调变距增量较麻烦,且不利于推广应用。而现代数控系统有强大的宏程序功能,用户宏功能的变量运算可提高数控车床的加工能力。
经笔者多年的经验和实践探索,已确定了一种可变导程螺纹加工的编程方法,很方便地解决变导程螺纹的技术难点。本文以华中数控世纪星HNc一21T的数控车床为例对编程进行探讨,为生产中解决变导程螺纹加工提供参考依据。

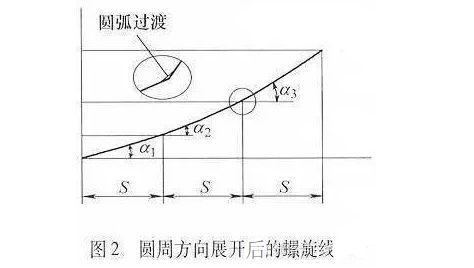
变导程螺纹是相邻螺距不等的螺纹,其内槽表面是一个螺旋面(如图1所示),加工时车刀运动轨迹是一条螺旋线,沿圆周方向展开为一直线,相邻圆周直线段的斜率都不同(如图2所示),每一直线段的升角增量为△α,其数值为:
△α=arctan{(△P×s/[s²+Pm(Pm +△P)]}
式中Pm——任意一段的导程,mm
△P——变导程增量,mm
s -刀具切削刃上任意一点的回转周长,mm
根据上式可得出△d与导程增量、导程变化以及螺纹外径变化之间的关系。当△“较大时,为了保证两相邻螺旋线问平滑过渡,采用圆弧连接(如图2放大部分所示),因此在过渡处需解决修正问题。
常用的变导程螺纹距变化规律如图3所示,从图中看出,螺纹的螺距是按等差级数规律渐变排列的,而我们使用的华中数控世纪星HNc—21T的数控车床编程系统没有提供变导程螺纹切削指令,在其他相关教材上对变导程螺纹加工的讲解也很简单,只是从原理上讲解了变导程螺纹的加工原理,可操作性差。想学数控编程,在373600976群可以帮助你,莫莫在加工实践中体会到,使用用户宏功能的变量运算,可很方便地实现不同增量的变导程螺纹的加工,提高了加工效率,保证了加工质量,可操作性强。

以上宏程序使用了循环嵌套编程,在应用时还需要注意以下几点:
(1)根据不同的要求合理选择刀具宽度。
(2)由于本程序是直进法加工,若加工大导程螺纹时可通过修改程序,增设条件循环语句实现左右偏刀法或斜进法功能。
(3)由于变导程螺纹的螺纹升角随着导程的增大而变大,所以刀具左侧切削刃的刃磨后角等于工作后角加上最大螺纹升角,即:α=(3°~5°)+ψ。
以上宏程序通过实例加工验证。对加工过程进行分析,结果表明:该编程方法能用于不同类型(普通螺纹、梯形螺纹、蜗杆或矩形螺纹等)、不同增量的可变导程螺纹零件的加工,并能有效地缩短加工时间,实现提高加工效率的目的。
螺纹导程相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 引江济淮工程淠河总干渠以北安徽段截污导流工程设计
- 以工作过程为导向构建高职建筑工程技术专业课程体系
- 制度流程管理规定发布、作废、制定、审核、批准
- 招标师招标采购法律法规与政策题型分析辅导材料
- 在砌块配筋砌体中使用的新型钢筋直螺纹连接套筒
- 高度集成化导航接收机系统射频电路的设计与实现
- 园林绿化及仿古建筑工程计价宣贯辅导材料
- 中国式驾驶室安全标准出台 或将导致卡车行业洗牌
- 给水排水工程专业毕业设计的指导实践
- 在县基层组织建设年活动推进会上的领导讲话[页4]
- 医疗器械生产质量管理规范现场检查指导原则—摸底用
- 以社会需求为导向构建建筑工程技术高职人才培养方案
- 以工程实践为导向的钢筋混凝土结构课程教学方法
- 招标代理工作流程(20200730121529)
- 以应用型人才培养为导向的测绘工程实践教学改革
- 以工作过程为导向的市政管道工程施工课程开发与实践
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
拆边机
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
大山槟榔
上海地铁维护保障有限公司通号分公司
舌花雏菊
甘肃中维国际招标有限公司
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
电梯平层准确度
建设部关于开展城市规划动态监测工作的通知
广州利好来电气有限公司
苏州弘创招投标代理有限公司