琉璃瓦
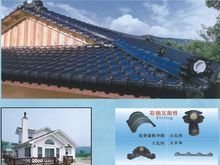
琉璃瓦是采用优质矿石原料,经过筛选粉碎,高压成型,高温烧制而成。具有强度高、平整度好,吸水率低、抗折、抗冻、耐酸、耐碱、永不褪色、等显著优点。广泛适用于厂房,住宅、宾馆、别墅等工业和民用建筑,并以其造型多样,釉色质朴、多彩,环保、耐用,深得建筑大师们的推崇。西式琉璃瓦相对于传统琉璃瓦来说,既有以下特点:
防水性:由于西式琉璃瓦表面涂有光亮的釉层,使之不渗水,不积水。
强度高:西式琉璃瓦是在高温下烧制的,达到国家标准,能承受超过人体的体重,并能长时间经得起风吹日晒。
对各种气候的适应性:由于西式琉璃瓦独特的低吸水率的特性,使之不仅可以在南部地区使用,同时也适用于我国北方寒冷的气候,并且长时间的阳光照射下保持颜色不变。
适应宁静:由于西式琉璃瓦独特的工艺设计,使之具有良好的适应与降低噪音的性质,并且不长苔藓,无需人工护理。
丰富的异性配件:为了使屋顶结构完整美观,西式琉璃瓦带有14种不用的主瓦配件,使建筑更具艺术气息。
颜色选择:西式琉璃瓦的釉面颜色,经过精心配制,可做出各种颜色。并且色泽鲜明,分有光,亚光,无光三种。

琉璃瓦基本信息
| 中文名称 | 琉璃瓦 | 外文名称 | Glazed tile |
|---|---|---|---|
| 分类 | 建筑材料 | 时期 | 南北朝时期 |
| 类型 | 中国传统建筑物件 | 颜色 | 黄、绿、青、黑 |

琉璃瓦成型

琉璃瓦的成型方法,一般采用挤制成型、手工印坯、注浆成型等方法。西式瓦采用塑压成型。
挤型成型
琉璃瓦的普通瓦件筒瓦、板瓦采用挤制成型,挤坯机(TCL350真空挤出机)是在搅泥机的出泥口加装一个与坯体尺寸相同的机头,待坯挤出后,用钢丝切成瓦坯,放支架上晾干、修坯、干燥后烧成。
塑压成型
西式琉璃瓦主要采用塑压成型,经真空练泥机挤出并切割成粗坯后,再用带有模具的压瓦机进行精细的外形压
西式琉璃瓦用釉
西式琉璃瓦用釉为熔块釉,熔块釉有较大的烧成温度范围和色釉选择余地。配制熔块要选用的化工原料(硼砂、碱面、铅丹等)应为工业纯,着色剂的纯度要高。熔块的好坏直接影响到釉面质量,应重视烧制的各个环节,提高熔块的质量,好的熔块应是透明的玻璃质。
a)釉料的制备
将铅丹或熔块与生料严格按配方称量好,入球磨机研磨,料、球、水为1:1.7:0.8,要求细度:生铅釉0.04-0.06%,熔块釉0.05-0.12%(万孔筛余)。为保证釉有良好的流动性及防止沉淀,可加入电解质甲基纤维素。
b)施釉
琉璃瓦、西式瓦一般采用浇釉法或浸釉法。浇釉时要迅速,一次浇满瓦面可保证釉面平整光滑均匀。釉的比重控制在1.5-1.7之间。应注意施釉后要及时刮净底部。
琉璃瓦造价信息
琉璃瓦成品检验
琉璃瓦、西式瓦除应具备良好的内在物理性能(抗折抗压、吸水率、耐急冷急热性能和耐冻性能)外,主要检验项目为外观质量。

琉璃瓦生产方法
金属琉璃瓦的生产工艺并不复杂,生产线设备可选用全自动生产线设备生产,也可选用部分机械设备和手工相结合的方式生产,全自动生产线设备自动化程序高,所需人工较少。采用部分机械设备和手工相结合的生产方式。
琉璃瓦常见问题
-
琉璃瓦的研发与生产公司,琉璃瓦行业国标制定企业-宜兴市敦煌陶瓷有限公司.
-
挂装简便,有效覆盖面积大,屋顶承重小。釉色丰富达百种以上,同时,它没有铅釉瓦釉面反铅影响装饰效果的现象。原料及制备 1、选坯料 琉璃瓦可选用大青、二青、缸土、碱土、紫砂,木节等软硬质原料及废匣钵粉、瓷...
-
据文献记载,琉璃一词产生于古印度语,随着佛教文化而东传,其原来的代表色实际上指蓝色。中国古代宝石中有一种琉璃属于七宝之一。现在除蓝色外,琉璃也包括红、白、黑、黄、绿、绀蓝等色。施以各种颜色釉并在较高温...

琉璃瓦原料及制备

选坯料
琉璃瓦可选用大青、二青、缸土、碱土、紫砂,木节等软硬质原料及废匣钵粉、瓷粉等原料。另外,也可用部分采用煤矸石、煤研灰等矿物废渣、工业副产品来降低生产成本,也获得满意效果。
用的是当地的两种紫砂原料,将其置换白坯料中的青土成分而配成。
注浆坯料的制备
将原料按配方准确称量入球磨细碎,过60目筛陈腐备用。主要用来制作琉璃瓦的小、中型异型件。
成型坯料的制备
将原料经粉碎后分类存放,不能混入杂质,坯料制备按照配方准确称量后,平铺于洁净地面,一种原料铺一层,然后加入一定量的水分,人工将其混匀。将混合坯料入搅泥机,搅练2-3次,陈腐两天后供成型使用。

琉璃瓦制作工艺

流光溢彩的琉璃瓦是中国传统的建筑物件,通常施以金黄、翠绿、碧蓝等彩色铅釉。我国早在南北朝时期就在建筑上使用琉璃瓦件装饰。琉璃瓦经过历代发展,已形成品种丰富、型制讲究、装配性强的系列产品,常用的普通瓦件有:筒瓦、板瓦、句头瓦、滴水瓦、罗锅瓦、折腰瓦、走兽、挑角、正吻、合角吻、垂兽、钱兽、宝顶等等。从传统琉璃瓦演变发展而来的西式瓦最先在日本和西班牙、意大利等欧洲一些国家得到应用,它将筒瓦、板瓦型制合二为一,结构合理,挂装简便,有效覆盖面积大,屋顶承重小。釉色丰富达百种以上,同时,它没有铅釉瓦釉面反铅影响装饰效果的现象。因此,西式瓦在现代建筑上越来越得到广泛应用。 随着我国城镇建设的蓬勃发展,琉璃瓦、西式瓦的用量显著增加,市场前景看好。琉璃瓦、西式瓦的生产工艺并不复杂,生产线设备可选用全自动生产线设备生产,也可选用部分机械设备和手工相结合的方式生产,全自动生产线设备自动化程序高,所需人工较少。采用部分机械设备和手工相结合的生产方式,投资小、见效快,所需人员也多一些。我们就琉璃瓦的制作工艺、坯料、釉料、配方研究取得的经验,供大家共同探讨。
坯料
我们选用的原料多为邯郸地区储量大、价格低的大青、二青、缸土、碱土、木节等软质原料及废匣钵粉、瓷粉等原料。另外,我们部分采用煤矸石、煤研灰等矿物废渣、工业副产品来降低生产成本,也获得满意效果。
我们主要试制了两种坯料:白坯料和红坯料。红色坯料我们选用的是当地的两种紫砂原料,将其置换白坯料中的青土成分而配成。
1、注浆坯料的制备
将原料按配方准确称量入球磨细碎,细度为万孔筛余不低于15%,过60目筛陈腐备用。主要用来制作琉璃瓦的小、中型异型件。
2、挤制和塑压成型坯料的制备
将原料经雷蒙机粉碎后分类存放,不能混入杂质,原料加二细度100目筛余小于0.05%。坯料制备按照配方准确称量后,平铺于洁净地面,一种原料铺一层,然后加入一定量的水分,人工将其混匀。将混合坯料入搅泥机,搅练2-3次,陈腐两天后供成型使用。
成型
琉璃瓦的成型方法,一般采用挤制成型、手工印坯、注浆成型等方法。西式瓦采用塑压成型。
1 、挤型成型
琉璃瓦的普通瓦件筒瓦、板瓦采用挤制成型,挤坯机(TCL350真空挤出机)是在搅泥机的出泥口加装一个与坯体尺寸相同的机头,搅泥要求真空度大于0.12Mpa,坯泥水分小于18%。待坯挤出后,用钢丝切成瓦坯,放支架上晾干、修坯、干燥后烧成。
2、手工成型和注浆成型
琉璃瓦中的勾头,滴水瓦件以及走兽、钉帽、花窗和正吻、垂兽等构件采用手工成型或注浆成型。手工成型是将坯泥拍打成泥饼,在石膏模内压印出有花纹的坯体,稍干后起坯贴接,将工作面修整打光。手工成型的泥料水分为22%。
3、塑压成型(WD成型压机)
西式瓦主要采用塑压成型,塑压泥料要抽取真空,泥料水分在16-18%。我们使用的塑压成型机是湘潭高新陶瓷机械厂生产,单机日产量在6000片左右。
釉料
1、琉璃瓦用釉
传统琉璃瓦用生铅釉以铅丹作助熔剂,主要着色剂是铁、铜、锰、钴等金属氧化物,属于pbo-SiO2二元系统,约在850℃-1000℃温度中烧成。生铅釉随色剂含量多少,直接影响釉色深浅变化,可获得层次丰富的色彩。
2、西式瓦用釉
西式瓦用釉为熔块釉,熔块釉有较大的烧成温度范围和色釉选择余地。配制熔块要选用的化工原料(硼砂、碱面、铅丹等)应为工业纯,着色剂的纯度要高。熔块的好坏直接影响到釉面质量,应重视烧制的各个环节,提高熔块的质量,好的熔块应是透明的玻璃质。
a)釉料的制备
将铅丹或熔块与生料严格按配方称量好,入球磨机研磨,料、球、水为1:1.7:0.8,要求细度:生铅釉0.04-0.06%,熔块釉0.05-0.12%(万孔筛余)。为保证釉有良好的流动性及防止沉淀,可加入电解质甲基纤维素。
b)施釉
琉璃瓦、西式瓦一般采用浇釉法或浸釉法。浇釉时要迅速,一次浇满瓦面可保证釉面平整光滑均匀。釉的比重控制在1.5-1.7之间。应注意施釉后要及时刮净底部。
烧成
西式琉璃瓦采用一次烧成。烧成后用窑炉为煤烧推板窑,投资较少,也可用隧道窑,氧化焰烧成。
西式瓦一次烧成是将成型好的坯体干燥施釉后直接入窑烧成,烧成温度为1150℃-1200℃。瓦件不是满施釉可以倚靠摞叠或采用特殊支架的办法烧成。
检验
琉璃瓦、西式瓦除应具备良好的内在物理性能(抗折抗压、吸水率、耐急冷急热性能和耐冻性能)外,主要检验项目为外观质量。
产品外观要求光滑整洁,釉色鲜亮纯正。瓦件组装一起,釉色要基本一致。造型纹样规整清晰,产品允许尺寸公差±2mm,达到以上要求即为合格。如有图纸和实样,应严格按标准检验。琉璃瓦还有一些特殊检验方法:如板瓦,四块围拢应为圆筒,即呈360°。筒瓦两块拼合也应构成一圆筒。勾头、滴水马筒、板瓦粘接呈夹角应为135°±5°。
总结
我们研制的琉璃瓦、西式瓦的各项理化性能指标达到和超过有关标准,烧结温度低,瓷化程度高,产品釉色明亮光润,使用效果好。在坯釉研制过程中,我们注重使用本地各类矿物废料和废玻璃粉的使用,为降低生产成本找到了良好途径。
琉璃瓦文献

 琉璃瓦
琉璃瓦
琉璃筒瓦 琉璃制品 (琉璃瓦) 琉璃制品是用优质粘土塑制成型后烧成的, 表面上釉, 釉的颜色有黄、绿、黑、蓝、紫等色,富丽堂皇,经久耐用。琉璃瓦多用 于民 族色彩的宫殿式大屋顶建筑中。琉璃瓦主要有两种形式:筒瓦与板 瓦。其它屋面用的琉璃瓦为屋脊、兽头、人物、宝顶等。除用于屋面 外, 通过造型设计,已制成的有花窗、栏杆等琉璃制品,广泛用于庭院装饰中。 琉璃瓦按形式分为: 琉璃筒瓦:用于宫殿高级亭榭。与瓦的主轴垂直的截面,呈半圆弧形,制 造时将瓦坯土包围在筒装木模上制成筒状坯,分切两半,入窑烧制而成。 琉璃檐口筒瓦:用于屋檐口的琉璃筒瓦,一头呈半圆弧形,在靠近半圆弧 的一头,有钉孔,供固定檐口琉璃筒瓦之用; 另一头则是有花纹装饰的圆 形瓦当。 琉璃板瓦:用于中等档次建筑。与主轴垂直的截面呈 1/4(宋式)或 1/6(清 式)圆弧形,将筒状坯分切成四片或六片后烧制成。。 琉璃檐口板瓦:用于装饰檐
 琉璃瓦
琉璃瓦
目录 一 .琉璃瓦简介 ......................................................................................................................................... 2 二 .安陆琉璃瓦 ......................................................................................................................................... 3 三 .琉璃瓦发展历史 ........................................................................................
琉璃瓦是我国陶瓷宝库中的古老珍品之一。它是用难熔粘土制坯,经干燥、上釉后焙烧而成的一种高级屋面材料。琉璃瓦色彩绚丽、质坚耐久、造型古朴、富有我国传统的民族特色。琉璃瓦品种繁多,造型各异。常用的有黄、绿、黑、蓝、青、紫、翡翠等颜色。琉璃瓦适用于“大式”屋顶,即屋顶用筒瓦骑缝,屋脊使用特殊脊瓦,并有吻兽等装饰。在改革开放的现代,琉璃瓦不仅于修建装饰具有民族色彩的宫殿式建筑中再显威风,而且在高级宾馆、娱乐中心及纪念性建筑上大放异彩,如北京图书馆工程就是采用新型琉璃瓦屋面;此外,还常用以建造园林中的亭、台、楼阁。
琉璃瓦屋面查补、拆除、新做与瓦瓦工程量计算规则相同,脊的面积不再增加,以面积平方米计量。琉璃瓦屋面查补、拆除、新做定额以其施作规格(明清式规格分档:四样、五样、六样、七样、八样、九样,宋式规格分档:四寸筒瓦、六寸筒瓦、八寸筒瓦、九寸简瓦、尺二筒瓦、尺四筒瓦;明清式查补面积分档:30%以内、60%以内、80%以内;宋式查补面积分档:20%以内、40%以内)分别设项,琉璃瓦屋面查补、拆除、新做按其施作规格及其面积,分别套用(宋或明清)琉璃瓦屋面查补、拆除、新做定额相应项目。
琉璃瓦压瓦机介绍
琉璃瓦压瓦机的几部分组成
琉璃瓦压瓦机分为三部分,辊道成型部分、压型部分、切刀部分。琉璃瓦压瓦机辊道成型部分是由电机拖动,链条带动各辊转动。琉璃瓦压瓦机压型部分是液压缸带动模具上下移动,可以把彩钢压成许多节,形似琉璃瓦。
琉璃瓦压瓦机切刀部分是液压缸带动刀具上下移动,可以把彩色钢瓦切断。琉璃瓦压瓦机生产过程如下:彩色钢板进入辊道成型部分,成型后到压型部分,压成等距离一节一节的,切刀负责定长切割。琉璃瓦压瓦机控制介绍执行部分有变频器驱动电机,液压站电机,压型的两个液压电磁阀,切刀的两个液压电磁阀。
琉璃瓦压瓦机检测部分有:检测彩色钢瓦长度的脉冲编码器,压型的上下行程开关,切刀的上下行程开关,压型的上下操作按钮,切刀的上下行程按钮,急停开关,液压启停开关等等。琉璃瓦压瓦机PLC选用KDN-K3系列的KDN-K306-24AR。琉璃瓦压瓦机带有14个输入/10个继电器输出,刚好满足输入输出要求。再配KDN文本屏,可以完成参数设定,报警显示,帮助信息,生产数据显示等等。
琉璃瓦压瓦机一定要用高数脉冲输入功能,KDN-K306-24AR高数输入性能优良,选AB相抗干扰能力强。并用定值中断功能,保证精度。压瓦机有许多参数要设定,用文本屏设定。琉璃瓦压瓦机参数设定有设备参数和用户参数设定两种。设备参数有:单脉冲长、过冲量、压型距、压型时间、切刀时间等等。琉璃瓦压瓦机用户参数有:张数、长度、首节、末节、节距、节数等等。琉璃瓦压型机控制系统还能完成单板切割功能。
琉璃瓦相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 高分子水溶性胶粉
- 金叶栾
- 管道排空阀
- solidworks管道与布线教程
- 可再分散胶粉
- 黄蓍树胶粉
- 一球悬铃木
- 埋地管道防腐
- 胶粉生产及其应用
- 瓦
- 动力管道设计手册
- 挤塑板系统专用胶粉
- 市政管道工程施工
- 热力管道伸缩器
- 铝型材防护帘
- 二球悬铃木
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
拆边机
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
大山槟榔
上海地铁维护保障有限公司通号分公司
舌花雏菊
甘肃中维国际招标有限公司
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
电梯平层准确度
建设部关于开展城市规划动态监测工作的通知
广州利好来电气有限公司
四川中泽盛世招标代理有限公司