连铸连轧
连铸连轧全称连续铸造连续轧制(英文:Continue Casting Direct Rolling,简称CCDR),是把液态钢倒入连铸机中铸造出钢坯(称为连铸坯),然后不经冷却,在均热炉中保温一定时间后直接进入热连轧机组中轧制成型的钢铁轧制工艺。
连铸连轧基本信息
| 中文名 | 连铸连轧 | 外文名 | Continue Casting Direct Rolling |
|---|---|---|---|
| 全 称 | 连续铸造连续轧制 | 简 称 | CCDR |
1.将加热成熔融状态的液态钢装入钢水包中,由天车(桥式起重机)吊运至连铸机上方;
2.将钢水包中的液态钢水注入连铸机中进行连铸生产,连铸坯从连铸机下方拉出;
3.用飞剪对连铸坯进行定尺剪切,剪切成定尺长度的连铸坯送入隧道均热炉中;
4.连铸坯在隧道均热炉中缓慢前进,以保证连铸坯温度均匀和恒定;(注:隧道均热炉的长度通常在100-200米之间,甚至更长达到250m)
5.连铸坯从隧道均热炉的另一端出来后进入热连轧机组中轧制;
6.经轧制成型后的钢材进入水冷段进行层流冷却;
7.经过层流冷却后的钢材进入卷取机中卷取;
8.卷成卷筒状的钢材由天车运送入成品库中存放。
2100433B
连铸连轧造价信息
连铸连轧全称连续铸造连续轧制(英文:Continue Casting Direct Rolling,简称CCDR),是把液态钢倒入连铸机中铸造出钢坯(称为连铸坯),然后不经冷却,在均热炉中保温一定时间后直接进入热连轧机组中轧制成型的钢铁轧制工艺。这种工艺巧妙地把铸造和轧制两种工艺结合起来,相比于传统的先铸造出钢坯后经加热炉加热再进行轧制的工艺具有简化工艺、改善劳动条件、增加金属收得率、节约能源、提高连铸坯质量、便于实现机械化和自动化的优点。
连铸连轧工艺现今只在轧制板材、带材中得到应用。
世界上的主流的连铸连轧生产线有德国西马克公司CSP(Compact Strip Production),意大利达涅利公司FTSC(Flexible Thin Slab Casting),奥钢联公司CONROLL。
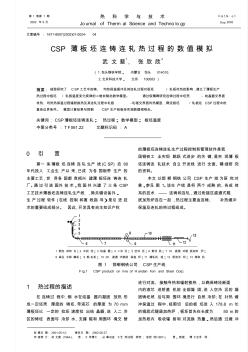
概述图为德国西马克公司的薄板厂连铸连轧CSP生产线,从远处到近处分别为连铸机、均热炉、热连轧机组、层流冷却。
连铸连轧常见问题
-
铸轧也称无锭轧制,是铸造方法与轧制方法的联合成形方法。铸轧是直接将金属熔体“铸造及轧制”成半成品坯或成品材的一种新工艺。这种工艺的显著特点是其结晶器为两个带水冷系统的旋转铸轧辊,熔体在其辊缝间完成凝固...
-
连铸管坯属于半成品,可用于热轧也可以冷轧,但是你所说的热轧管坯只是连铸管坯中的一类而已,两个属于不同的层面的,谁用的多点自己该清楚吧
-
单轧钢板通常就是指中厚板,中厚板在轧制和精整等过程中一直是平板,通常较厚(6mm以上),宽度最快可达4800mm。连轧钢板指的是热连轧和冷连轧钢板,连轧钢板在轧制完的时候是连轧卷,经过开平分段之后就成...
连铸连轧文献

 CSP薄板坯连铸连轧
CSP薄板坯连铸连轧
第 1 卷第 1 期 2002 年 9 月 热 科 学 与 技 术 Jo urnal of Therm al Science and Techno lo gy V ol.1,N o.1 S ep .2002 文章编号 : 1671-8097(2002)01-0024- 04 收 稿日 期 : 2001-05-12; 修回日 期 : 2002-06-27. 作 者简 介 : 武 文斐 (1964-), 男 , 工 学博士 , 从 事冶金 工艺 热过程 研究 ; 张欣 欣(1957-), 男,教授 , 博 士生导 师 . CSP 薄板 坯 连 铸 连 轧 热 过 程 的 数 值 模 拟 武 文 斐 1 , 张 欣 欣 2 ( 1.包头钢铁学院, 内蒙古 包头 014010; 2.北京科技大学, 北京 100083 ) 摘要 : 细致研究了 C SP工艺中连铸、 均热保温缓冲及其连轧过程对板坯
 连铸连轧工艺与技术(1)-莱钢
连铸连轧工艺与技术(1)-莱钢
连铸连轧工艺与技术(1)-莱钢
第1章 绪论
1.1 连续铸钢技术的概况
1.1.1 传统连铸技术
1.1.2 薄板坯连铸技术
1.1.3 带钢直接连铸技术
1.2 连铸连轧技术的概况
1.2.1 厚板坯连铸连轧技术的概况
1.2.2 薄板坯连铸连轧技术的概况
参考文献
第2章 连铸工艺基础
2.1 连铸生产工艺
2.1.1 连铸机类型
2.1.2 连铸机的组成
2.1.3 连铸生产工艺
2.2 连铸过程的凝固与传热
221结晶器内的凝固与传热56
222二冷区的凝固与传热73
23连铸过程中铸坯的受力与变形90
231钢水静压力90
232铸坯矫直(弯曲)93
233连铸过程中的拉坯阻力及驱动力的确定101
234凝固坯壳的变形112
24钢在高温变形时的金属学现象114
241动态再结晶114
242碳氮化物动态析出与应变诱导析出116
243动态铁素体相变与应变诱导相变117
244动态应变时效117
25钢在高温下的脆化特性及力学行为117
251钢在高温下的脆化特性117
252高温变形抗力121
26连铸连轧工艺中的高温冶金学问题123
261连铸坯热履历对原始奥氏体晶粒度的影响124
262连铸连轧过程中钢的热脆现象124
263连铸坯的热履历对微合金元素碳、氮化物析出的
影响125
264析出物的析出行为及其对奥氏体再结晶的影响126
参考文献128
第3章厚板坯连铸连轧工艺基础与关键技术129
31连铸坯质量的保证技术129
311钢水成分的控制132
312钢水处理技术132
313钢水浇注技术133
314改善结晶器的振动条件135
315改善连铸二冷制度135
316根据钢种特性避开脆性温度区进行拉矫加工136
317采用压缩浇注技术138
318铸坯缺陷的热检测与清理技术138
32连铸坯温度的保证技术140
321高速浇注技术142
322利用液芯凝固潜热进行复热均热的技术143
323液芯形状及位置控制技术143
324连铸坯的输送保温技术146
325铸坯边部补偿加热技术148
33轧制过程中的保温补热技术152
331增加精轧前中间坯的厚度152
332精轧机前中间坯的边角部补偿加热技术153
333采用带坯热卷取箱技术154
334辊道保温隔热技术的开发应用155
34板坯宽度的调节技术及自由程序轧制156
341板坯宽度的调节技术157
342自由程序轧制技术175
35炼钢连铸轧钢一体化生产管理技术204
36提高设备和工艺的稳定性和可靠性的技术207
361连铸连轧设备诊断207
362连铸连轧工艺诊断208
参考文献210
第4章薄板坯连铸连轧工艺基础与关键技术212
41薄板坯连铸采用的新技术212
411新型结晶器及其相关技术212
412结晶器和浸入式水口的一体化设计227
413液芯压下技术230
414新型连铸结晶器保护渣244
415二次冷却制度252
416结晶器内钢液面的控制253
42薄板坯连铸与轧制间的衔接与匹配技术254
421影响薄板坯连铸与轧制之间的匹配因素分析254
422薄板坯连铸连轧工艺中衔接区的主要型式256
43薄板坯热轧采用的新技术267
431大压下轧制技术267
432高效除鳞技术269
433半无头轧制技术273
434铁素体轧制技术290
参考文献303
第5章典型的连铸连轧生产工艺308
51厚板坯连铸连轧生产工艺308
511连铸热装轧制工艺308
512连铸直接轧制(CCDR)工艺309
513连铸直接开坯及热装轧制工艺317
514远距离连铸直接轧制工艺320
52型线材连铸连轧生产工艺325
521连铸机与棒线材轧机之间的衔接匹配326
522连铸机与棒线材轧机之间可能的衔接方式333
523型线材热装轧制工艺341
524型线材直接轧制(CCDR)工艺347
525棒线材的无头连铸连轧生产技术351
53钢梁的连铸连轧生产技术360
531异形坯连铸360
532CBP紧凑钢梁生产工艺367
54薄板坯连铸连轧生产工艺371
541德国西马克(SMS)公司开发的CSP工艺371
542德马克(MDH)公司开发的ISP工艺373
543奥地利奥钢联(VAI)开发的CONROLL工艺378
544意大利达涅利(Danieli)公司的FTSC工艺381
545日本住友金属(Sumitomo)工业公司开发的QSP
工艺387
546TSP工艺388
547CPR工艺390
55我国已建成的典型薄板坯连铸连轧生产线392
551珠钢的薄板坯连铸连轧生产线392
552邯钢的薄板坯连铸连轧生产线394
553包钢的薄板坯连铸连轧生产线396
554唐钢的薄板坯连铸连轧生产线397
555鞍钢的薄板坯连铸连轧生产线400
参考文献404
第6章连铸连轧过程产品的开发及其质量控制407
61钢的强韧化机制407
611固溶强化407
612细晶强化409
613位错亚结构强化410
614析出强化412
615相变强化417
616钢的强度分析417
617薄板坯连铸连轧钢的强韧化特点420
62钢中微合金元素碳、氮化物的析出规律422
621钢中的微合金元素碳、氮化物422
622钢中微合金元素碳、氮化物析出的动力学424
623钢中微合金碳、氮化物的应变诱导析出427
624钢中的成分偏聚对碳、氮化物析出的影响430
625薄板坯连铸连轧过程钢中的微合金元素碳、氮
化物432
63薄板坯连铸连轧产品的开发442
631高强度低碳碳素钢生产技术442
632硼微合金化钢的开发444
633钛微合金化高强钢的开发452
634铌微合金化管线钢的开发459
635钒微合金化产品的开发465
636电工钢产品的开发470
64薄板坯连铸连轧产品的质量控制485
641薄板坯的主要质量问题485
642薄板坯连铸连轧工艺因素对产品组织性能的影响494
65厚板坯连铸连轧产品的质量控制501
651厚板坯连铸连轧过程中析出物的析出行为及其对
奥氏体再结晶的影响501
652厚板坯连铸连轧生产中工艺因素对产品组织性能的影响503
本书结合连铸连轧生产中的关键环节,系统地介绍了连铸连轧技术的发展概况、基本知识、工艺基础与关键技术、典型的生产工艺以及产品质量控制等内容。
本书可供钢铁冶金、连铸和轧钢生产企业的科研、生产及管理人员使用,也可供相关专业师生参考。
薄板坯连铸连轧技术作为一种先进的钢铁制造流程,被誉为国际钢铁工业发展中的“第三次技术革命”,具备流程短、投资少、成本低和效益高的突出特点。
《薄板坯连铸连轧工艺与设备》结合作者近十余年承担的国家和薄板坯连铸连轧等国家骨干企业科研项目成果与热轧国际前沿技术进步,主要介绍了薄板坯连铸连轧技术进步、主要特征与发展历程,九种典型薄板坯连铸连轧工艺与设备,薄板坯连铸、均热、自由规程轧制、板形控制、高速钢工作辊、轧制润滑、半无头和无头轧制、铁索体轧制、轧后控冷、飞剪和卷取技术,重点讨论了薄板坯热连轧国际主流轧机机型与电工钢自由规程轧制板形控制、连轧过程轧制界面氧化与润滑、轧后控制冷却等前沿技术进展,以及我国CSP、UTSP、ASP和ESP等九条代表性的薄板坯连铸连轧生产线,力求反映薄板坯连铸连轧工艺与设备的技术发展趋势。
《薄板坯连铸连轧工艺与设备》适合轧钢工程技术人员、研发人员阅读,也可作为高等工科院校机械工程及自动化、冶金工程、材料成型与控制工程等专业的本科生和研究生教材。
连铸连轧相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 连铸钢水准备
- 连锁企业财务管理
- 连锁通
- 迪凯亚克力工艺制品(广州)有限公司
- 迪威瑞建材(廊坊)有限公司
- 迪宝电子科技(昆山)有限公司
- 迪庆文宇工程咨询服务有限公司
- 迪庆正弘项目管理有限公司
- 迪文窗帘建材(上海)有限公司
- 迪斯艾包装机械(上海)有限公司
- 迪普科技LSW5662-28GT4XGS
- 迪标Q2612A
- 迪森智能装备(烟台)有限公司
- 迪森线路板(深圳)有限公司
- 迪皮埃风电叶片(扬州)有限公司
- 迪科威逊 DECO VISION DV
- 正火对16Mn热轧钢板断裂韧度J_(ⅠC)的影响
- 应用CSP热轧卷生产的冷轧与镀锌产品常见缺陷分析
- 意大利TEKSID公司合金灰铸铁汽缸体的焊补技术
- 工艺条件对6061铝合金近液相线铸造微观组织影响
- 公司系统工程转炉炼钢连铸钢结构工程施工组织设计方案
- 化学除油器与稀土磁盘在轧钢废水处理中应用综合分析
- 机制铸铁排水管安装
- 厚壁冷弯方矩管和热轧H型钢轴压极限承载力对比
- 基于BIM技术数值模拟在异型钢连桥提升施工中应用
- 冷轧油性能对薄板高速冷轧机轧后钢板表面热划伤影响
- 两排和多排风口冲天炉用铸造焦熔炼效果数理统计
- 冷轧钢板生产环评中铬元素迁移转化及铬平衡实例分析
- 抗磨耐热球墨铸铁试验及热轧无缝钢管顶头研制
- 利用空心连铸管坯减径轧制生产中小直径无缝钢管方法
- 合金轧辊在φ12mm螺纹钢筋切分生产线上应用实践
- 冷轧取向电工钢带片
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
拆边机
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
大山槟榔
上海地铁维护保障有限公司通号分公司
舌花雏菊
甘肃中维国际招标有限公司
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
电梯平层准确度
建设部关于开展城市规划动态监测工作的通知
广州利好来电气有限公司
苏州弘创招投标代理有限公司