连杆裂解
发动机连杆裂解加工技术是目前国际上连杆生产的最新技术,具有传统连杆加工方法无可比拟的优越性。
连杆裂解基本信息
| 中文名称 | 连杆裂解 | 属性 | 连杆生产的最新技术 |
|---|---|---|---|
| 优势 | 加工工序少 | 材料 | C70S6高碳微合金非调质钢 |
连杆裂解加工技术属于精密加工技术,其影响因素众多,裂解加工质量不易控制。本文以大量的工艺试验作为依据,分析了连杆材料、连杆锻造工艺、连杆断裂截面形状、初始裂纹槽及连杆裂解设备等因素对裂解加丁质量的影响,从而为连杆裂解技术的应用提供了依据。
目前,用于裂解加工的连杆材料主要有粉末冶金材料和锻钢。粉末冶金材料具有良好的脆性断裂性能,早期裂解工艺加工连杆广泛采用此种材料。其优点是粉末锻造毛坯的精确度高,可取消连杆毛坯粗加工,减少了材料费用和加工工序,粉末冶金锻造连杆甚至在烧结成型时就可预压出裂纹槽,从而可取消初始裂纹槽加工工序。但粉末冶金连杆制坯成本较高,且其抗疲劳强度低于锻钢连杆,这限制了其应用的范围。锻钢连杆尺寸精度高、组织结构与力学性能好,尤其适用于大负荷、高转速的发动机以及对连杆具有高疲劳强度和高可靠性要求的场合。目前,欧洲和北美很多连杆生产企业均开发出用于裂解加工的锻钢连杆,应用较广泛的锻钢连杆材料主要有C70S6高碳微合金非调质钢、SPLITASCO系列锻钢、FRACTIM锻钢和S53CV-FS锻钢等。
连杆裂解造价信息
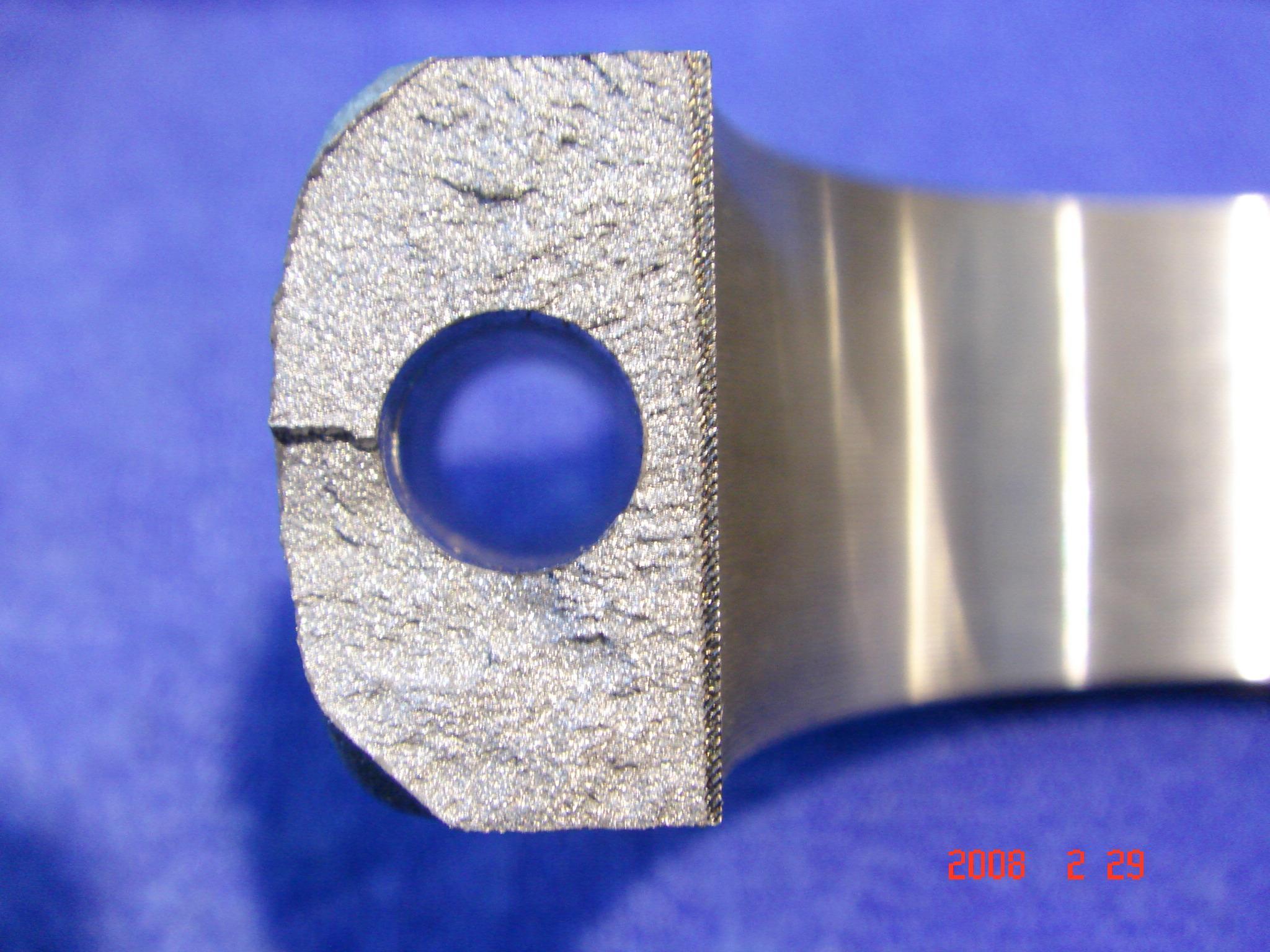
连杆裂解工艺主要与传统加工工艺的区别体现在断裂面呈现犬牙交错的自然断裂表面(如图所示)由此使其具有加工工序少、节省精加工设备、节材节能、生产成本低等优势。此外,连杆裂解加工技术还可使连杆承载能力、抗剪能力、杆和盖的定位精度及装配质量大幅度提高,对提高发动机生产技术水平和整机性能具有重要作用。其原理是通过在连杆大头孔中心处设计并预制缺口(预制裂纹槽),形成应力集中,再主动施加垂直预定断裂面的载荷进行引裂,在几乎不发生变形的情况下,在缺口处规则断裂,实现连杆体与连杆盖的无屑断裂剖分。
连杆裂解常见问题
-
闽之星卫浴报价:¥7.00 源梦家居报价:¥1.44 &n...
-
连杆螺钉的价格很便宜的,这种螺钉的报价是0.9元一颗,这种螺钉现在在工地上面是使用比较多的,因为这些螺钉的质量很好,并且实用性也非常的强,并且这种连杆螺钉他的设计,也是非常合理的,所以现在很多工地上一...
-
1 家用老式脚踩缝纫机配件脚踏缝纫机 R21挑线杆脚踩缝纫机挑线连杆 参考价格:10.00元 2厂家批...
连杆裂解文献

 电火花线切割加工连杆裂解槽技术研究
电火花线切割加工连杆裂解槽技术研究
针对汽车连杆裂解槽加工的难题,提出了一种电火花线切割加工的全新工艺方法。分析了裂解槽的工艺参数要求,详细阐述了电火花线切割加工裂解槽的实现方案和获得高质量裂解槽的保证措施。研究了电源参数对切槽速度的影响,发现裂解槽底部微裂纹对裂解加工的重要影响,并提出微裂纹主动控制的新思路。最后,分析了单边裂开和发生断丝现象的原因,并成功进行了裂解加工验证试验。
裂解型热锻连杆用钢的开发
1开发目的 连杆的制造工艺是将连杆与连杆盖整体锻造,然后把连杆盖从连杆上断裂分解开。裂解后可靠分离面的啮合进行定位,不仅可废除分离面的机械加工,而且无需定位所要求的高精度加工(图1)。
连杆裂解相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 圣玛利亚散热器
- 活塞连杆式压缩机
- ZSFG杠杆式雨淋报警阀
- 物料架挂钩
- 植物保护机械
- 电镀实用技术问答
- 杭州近江五金锁具市场
- 舵柄连杆
- 高尔凡石笼网
- 铝及铝合金硬质阳极氧化膜规范
- 可调连杆机构
- 历代玺印断代标准品图鉴
- 连杆式合(锁)模装置
- 消防喷淋头
- 电镀件装挂技术问答
- 连杆式径向柱塞液压马达
- 房建工程混凝土地坪起砂及开裂解决措施分析课件
- 带压封堵技术在裂解气压缩村三段换热器泄漏处理中的应用
- LW12-220型断路器气动操作系统阀门连杆改进
- 工艺参数ADC12铝合金连杆端盖挤压铸造过程的影响
- 新型阻燃材料PC/ABS共混物的裂解气相色谱分析
- 不锈钢浮球开关、浮球液位控制器、连杆式浮球开关
- ND5机车柴油机连杆国产化选材及其机械性能设计
- VZJD型柴油机连杆螺钉把对的改进建议
- 广州石化完成乙烯裂解D炉原料适应性改造
- 柴油机连杆加工工艺规程及专用钻床夹具的设计
- 不同吨位的3台吊机抬吊安装废水裂解塔的方法
- 上海石化总厂扩建30万吨乙烯工程裂解原料来源
- MATLAB垫圈检测装置中平面连杆机构分析
- ADAMS的泥浆泵曲柄连杆机构动态仿真分析
- 三孔连杆机械加工工艺及工艺装备毕业设计
- ADAMS柔性体的花岗石砂锯连杆动态分析
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
拆边机
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
大山槟榔
上海地铁维护保障有限公司通号分公司
舌花雏菊
甘肃中维国际招标有限公司
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
电梯平层准确度
建设部关于开展城市规划动态监测工作的通知
广州利好来电气有限公司
苏州弘创招投标代理有限公司