铝—钢过渡接头焊接技术要求
《铝—钢过渡接头焊接技术要求》是2020年7月1日实施的一项行业标准。
铝—钢过渡接头焊接技术要求基本信息
| 中文名 | 铝—钢过渡接头焊接技术要求 | 标准号 | CB/T 3953-2019 |
|---|---|---|---|
| 技术归口 | 全国海洋船标准化技术委员会船舶理论与实验分技术委员会(SAC/TC12/SC7) | 发布日期 | 2019-12-24 |
| 批准发布部门 | 工业和信息化部 | 实施日期 | 2020-07-01 |
中国船舶重工集团公司第七二五研究所、中国船舶工业综合技术经济研究院、桂江造船厂、江南造船(集团)有限责任公司。
铝—钢过渡接头焊接技术要求造价信息
王军、王小华、武晶、姚朱根、钟广军、刘强、王全柱、赵斌、时锦、刘富国。
本标准适用于以铝合金为复层,钛或铝为中间层,船体结构钢或其他结构钢为基层的爆炸复合板加工的过渡接头作为铝结构与钢结构过渡连接时的焊接。
铝—钢过渡接头焊接技术要求常见问题
-
一、一些关于电弧焊操作的规定: 1、钢筋电弧焊包括帮条焊、搭接焊、坡口窄间隙焊和熔槽帮条焊5种接头型式。焊接时,应符合下列要求: ○1、应根据钢筋牌号、直径、接头型式和焊接位置,选择焊条。焊接工艺和焊...
-
加热和冷却过程,焊接区由于受到四周工件本体的拘束而不能自由膨胀和收缩,冷却后在焊件中便产生焊接应力和变形。重要产品焊后都需要消除焊接应力,矫正焊接变形。现代焊接技术已能焊出无内外缺陷的、机械性能等于甚...
-
过渡接头一般4块钱左右就能买到了,在基因工程技术中,使两个DNA分子或一个DNA分子的两端经酶切可以配对再经连接酶共价连接的序列。 现常用人工合成的六聚体接头(含有一特定酶的切...
铝—钢过渡接头焊接技术要求文献

 焊接技术要求
焊接技术要求
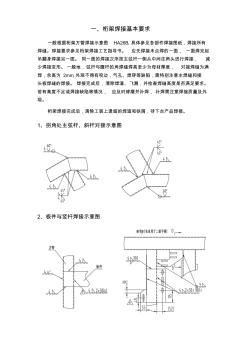
一、桁架焊接基本要求 一般根据桁架方管焊接示意图 HA26B,具体参见各部件焊接图纸,焊接所有 焊缝。焊接要求参见桁架焊接工艺指导书。 应先焊接未点焊的一面, 一面焊完起 吊翻身焊接另一面。 同一面的焊接次序按主弦杆一侧从中间往两头进行焊接, 减 少焊接变形。一般地,弦杆与腹杆的角焊缝焊高至少为母材厚度, 对接焊缝为满 焊,余高为 2mm,外观不得有咬边,气孔、焊穿等缺陷,需特别注意主焊缝和接 头板焊缝的焊接。 焊接完成后,清除焊渣、飞溅,并检查焊缝高度是否满足要求。 若有高度不足或焊接缺陷等情况, 应及时修磨并补焊, 补焊需注意焊接质量及外 观。 桁架焊接完成后,清除工装上遗留的焊渣和铁屑,待下台产品焊接。 1、拐角处主弦杆、斜杆对接示意图 2、板件与竖杆焊接示意图 3、主弦杆、竖杆、切角斜杆对接示意图 4、主弦杆、竖杆、斜腹杆对接示意图 5、扶手架小方管焊接示意图 6、底板、底梁焊接示
 国标焊接技术要求
国标焊接技术要求
1 第十章 压力容器的焊接技术 随着工程焊接技术的迅速发展,现代压力容器也已发展成典型的全焊结构。压力容器的焊接 成为压力容器制造过程中最重要最关键的一个环节,焊接质量直接影响压力容器的质量。 第一节 碳钢、低合金高强钢压力容器的焊接 一、 压力容器用碳钢的焊接 碳钢以铁为基础,以碳为合金元素,含量一般不超过 1.0%。此外,含锰量不超过 1.2%,含 硅量不超过 0.5%,Si、Mn 皆不作为合金元素。而其他元素,如 Ni、Cr、Cu 等,控制在残余 量限度内,更不是合金元素。 S、P、O、N 等作为杂质元素,根据钢材品种和等级,也都有 严格限制。 碳钢根据含碳量的不同,分为低碳钢 (C≤0.30% )、中碳钢 (C= 0.30% ~ 0.60% )、高碳钢 (C≥ 0.60% )。压力容器主要受压元件用碳钢,主要限于低碳钢。在《容规》中规定: “用于焊接结 构压力容器主要受压元件的碳
实现两种不同型号的电缆相互连接的电缆接头。
中文名称:过渡接头;英文名称:transitionjoint;
侯发臣、徐宇皓等。
中国船舶重工集团公司第七二五研究所、银邦金属复合材料股份有限公司等。
铝—钢过渡接头焊接技术要求相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 铝-钛-钢过渡接头焊接技术条件
- 华洋柔性防水套管
- 神龙机柜设备有限公司
- 郑州金河机柜设备有限公司
- 巩义市宇翔供水材料有限公司
- 制糖机械压力容器通用零部件钢制平焊法兰
- 钢制管法兰类型与参数
- 富阳顺成防火卷帘有限公司
- 北京友联博兴工贸有限公司
- 瓦萨齐散热器有限公司
- 隔爆铂电阻
- 监控拾音头
- 杭州艾力特音频技术有限公司
- 隔爆型电动机
- 隔爆型接线盒
- 高层建筑给水排水工程(第3版)
- 中高职衔接道路桥梁工程技术专业教学标准探索与实践
- 中博会展中心C1区钢结构屋面大型主桁架的施工技术
- 增设钢牛腿在连续独柱墩桥梁抗倾覆加固设计中的应用
- 张峰水库2号倒虹预应力钢筒混凝土管道安装施工工艺
- 中国运用现代集成制造技术改造传统产业的经验和前景
- 圆管方管角铝槽铝(20200929163753)
- 中国恩菲工程技术有限公司中国有色工程设计总院
- 有关CAD技术在水利工程设计中的实际应用方法
- 柴油机高压喷油管用钢、高压喷油管及其制造方法
- 中国国际太阳能光伏建筑一体化技术发展
- 中国电工技术学会电力系统控制与保护专业委员会成立
- 中、小跨径钢筋混凝土拱桥现浇支架(拱架)设计指南
- 正火对16Mn热轧钢板断裂韧度J_(ⅠC)的影响
- 圆钢管通用规格表(20201009124910)
- 圆形截面钢筋混凝土受弯构件正截面承载力的简化计算
- 圆CFRP-钢管混凝土轴压短柱荷载-变形关系分析
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
四川中泽盛世招标代理有限公司