拉深油
拉深油是拉深工艺工艺中使用的一种润滑油,而且拉深对润滑油有较高的要求。润滑油的好坏,将直接影响拉深力、模具寿命和制品质量等,甚至会成为拉深工艺成败的关键。
拉深油基本信息
| 中文名称 | 拉深油 | 作 用 | 把平板毛坯变形成开口空心零件 |
|---|---|---|---|
| 实 质 | 工艺 | 拉深加工包括 | 防皱压板 |
拉深对润滑油有较高的要求。凸模与凹模的间隙大于板料厚度,由于凹模直径小于坯料的直径,在拉深过程中坯料产生塑性流动,一部分增加制件的高度,另一部分则增加筒壁的厚度,由此看来,拉深过程既是由于坯料受力所引起的金属的内部相互作用,使金属内每一单元体之间都产生内应力,在内应力的作用下,发生了应变状态,使得材料发生塑性变形,而不断地拉入凹模内,最后成为筒形件。坯料面与模具表面必然接触而产生摩擦,为使摩擦系数变小,减少挤压力,必须使用良好的润滑剂,在其他条件满足拉深工艺的前提下,润滑的好坏,将直接影响拉深力、模具寿命和制品质量等,甚至会成为拉深工艺成败的关键。
拉深油造价信息
拉深油是把平板毛坯变形成开口空心零件的工艺。拉深加工除了凹凸模外,还有一块防皱压板,防皱压板是在冲压时,防皱压板一一定的力压在板材上,防止法兰处产生皱折,当凹模压下时,板材就会被拉入凹模孔,此时板材与凹模面接触处只承载冲压力,凸模圆角处把板材向下拉,板材的法兰处在防皱板与凹模上平面间滑动并向凹模孔中流动。在拉深过程中,防皱压板以一定的力压在坯料上,坯料要在防锈压板和凹模上表面之间滑动,此时为油膜润滑状态。当凸模将坯料拉入凹孔时,坯料与凹模圆角接触会把油膜封裹在坯料表面微观不平处,形成小麻点,同时新的材料面与圆角面接触,产生极压润滑状态。当坯料流过圆角处后,包裹的油液继续润滑凹模内表面,又形成了油膜润滑状态,而坯料不断的包裹在凸模上。用在这种工艺上的润滑油,就叫做拉深油。
拉深油常见问题
-
你好,一是看颜色 是不是仿实木的颜色,比方:咖啡金 樱桃木 黑金木 紫檀木 黄花...
-
III型拉深钢板桩应该是60KG/m,宽0.4M,计算公式:1952/0.4*6*60/1000=1756.8T
-
冲裁模一般包括:上模板、下模板、刃板冲头、卸料板、导向装置。部分冲裁模还包括固定板、垫板。用途:落料、冲孔、切边等。拉深模一般包括:凹模型、凸模型、压边圈,退料装置、导向装置。用途:拉深、翻边、整形、...
拉深油文献

 冲裁、弯曲、拉深力计算
冲裁、弯曲、拉深力计算
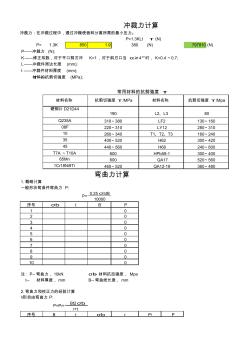
P= 1.3K 850 1.9 380 (N) 797810 (N) 1.概略计算 一般形状弯曲件弯曲力 P: 0.25 σbtB 10000 序号 σb t B P 1 0 2 0 3 0 4 0 5 0 6 0 7 0 8 0 9 0 10 0 注:P--弯曲力, 10kN σb-- 材料抗拉强度, Mpa t-- 材料厚度, mm B--弯曲线长度, mm 2.弯曲力和校正力的经验计算 V形自由弯曲力 P: Bt2σb r+t 序号 B t σb r P1 P 弯曲力计算 P= P=P1= 冲裁力:在冲裁过程中,通过冲模使板料分离所需的最小压力。 P=1.3KLt τ (N) P——冲裁力 (N); K——修正系数,对于平口剪刃冲 K=1,对于斜刃口当 α≥4°时, K=0.4~0.7; L——冲裁件周
 带凸缘深锥形件的拉深工艺及模具设计
带凸缘深锥形件的拉深工艺及模具设计
带凸缘深锥形件的拉深工艺及模具设计 作者: 周全福, 赵欣, 董智, 周祁 作者单位: 周全福(101300,北京顺兴昌工贸有限公司) , 赵欣(161005,齐齐哈尔市政府机关房产处) , 董智,周祁(100027 德国埃尔富特北京代表处) 刊名: 锻压机械 英文刊名: METALFORMING MACHINERY 年,卷(期): 2002,37(6) 被引用次数: 1次 本文读者也读过(10条) 1. 杨文杰 . Yang Wen-jie SolidWorks工程图中"筋"的剖面画法 [期刊论文]- 机械研究与应用 2010(3) 2. 多次拉深工序件的CAD自动实体建模方法 [期刊论文]- 锻压装备与制造技术 2005,40(5) 3. 常素萍 .李赞 带凸缘高圆筒件一次拉深成形新工艺的数值分析 [期刊论文]- 机械科学与技术 2005,24(1) 4. 曾建强 带凸缘圆筒形件的
油基切削 水基切削液、环保长效切削液、加工中心专用切削液、微乳化切削液、极压切削油、拉丝油、金属磨削液、玻璃磨削液、油基磨削液、水基磨削液、切削油、线切割液、切割冷却液、线切割工作液、单硅片切割液、多晶硅切割液、蓝宝石切割液
乳化液、冲压油、淬火剂、高温油、极压切削液、防锈油、发黑剂、拉深油
油基切削液、水基切削液、环保长效切削液、加工中心专用切削液、微乳化切削液、极压切削油、拉丝油、金属磨削液、玻璃磨削液、油基磨削液、水基磨削液、切削油、线切割液、切割冷却液、线切割工作液、单硅片切割液、多晶硅切割液、蓝宝石切割液
乳化液、冲压油、淬火剂、高温油、极压切削液、防锈油、发黑剂、拉深油
金属加工液消泡剂
金属加工液主要是金属加工用的液体,主要起润滑和冷却作用,兼有防锈清洗等作用。一般的金属加工液包括;切削液,切削油,乳化液,冲压油,淬火剂,拉制剂,高温油,极压切削液,磨削液,防锈油,清洗剂,发黑剂,拉深油等
金属加工切削液是一种低泡沫、高润滑性的可溶性润滑油,即使应用在对加工液要求很高的环境下也能使维护成本降到最低。本品基本能适用于各类金属及合金的所有类型的加工,它对大多数铁制金属的一般加工十分奏效,尤其在加工软钢、铸铁、不锈钢及其他特种钢时能同时发挥出出色的润滑作用和冷却作用。
DMCC MP-319E产品资料
● 物化数据及指标
PH 值 : 6.0~8.0
乳液离子型 : 非离子型
● 性能特点
在各种浓度的表面活性剂中有良好的配伍性
抑泡性能尤为突出
● 应用
切削(油)液 磨削(油)液 润滑(油)液等金属加工(油)液
● 包装和储运
50/200 KG塑桶 按一般化学品贮存方法
在建议的储存温度及未开封包装的条件下,自生产之日起,保质期为12个月
拉深油相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 金属三角垫密封
- 实验室单冲压片机
- 石墨垫
- 灭弧开关
- 泛联科技
- 抗压仪
- 实验室小型压片机
- 缠绕垫
- 有线载波通信
- 青蒿草
- 清华同方云终端VD1100
- 内环金属缠绕垫
- 八角垫
- 有线电通信
- 塑胶热板焊接机
- 麻将沙发垫
- 柴油机高压喷油管用钢、高压喷油管及其制造方法
- 中国石油天然气股份有限公司安全生产管理暂行办法
- 中国石油西南销售分公司施工作业HSE计划书
- 应急柴油发电机组安装00D272机组冷却方式
- 中国电建大直径深竖井关键施工技术
- 云南省造价工程师安装计量:除锈、刷油和衬里考试题
- 中海油惠州石化丙稀酸及酯工程项目部JHA分析表
- 张掖市酥油口水库除险加固施工中存在问题与处理措施
- 原油和天然气输送管道穿跨越工程设计规范跨越工程.
- 怎么样加油可以省钱?夏季加油八个注意事项参考资料
- 印尼180万hm~2已获油棕园准证
- 伊拉克美索不达米亚平原软土分布特征及工程性质分析
- 中国石油天然气集团公司关于实施用户满意工程的意见
- 有埋深无体积质量的黏性土地基极限承载力的直接求解
- 中国石油工程建设公司海外工程项目部安全生产责任制
- 引黄济宁工程拉脊山越岭隧洞超深钻孔地应力梯段测试
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
华润燃气(上海)有限公司
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
四川中泽盛世招标代理有限公司