孔径千分尺误差原因

孔径千分尺误差原因
机械结构的影响
孔径千分尺微分筒上的读数,主要取决于对测量爪起主要作用的圆锥体。圆锥体的角度增大,示值误差就趋向"-"值;反之,就趋向"+"值。因此,可按此规律修正孔径千分尺的示值误差。若圆锥体呈宝塔螺纹结构,则宝塔螺纹的各个径向螺距使所形成的角度增大,示值误差的方法需要专修宝塔螺纹与测量爪相接触的"-"值(最小值)位置。
测量爪圆弧R面的工作面母线偏离
测量时,测量爪的工作面要求都要接触在三个测量爪的中间位置,且与测爪体的轴钱相平等,不能有明显的歪斜。如果在零位时,某一测量爪接触偏斜在一侧,则当直径放大后,该接触位置就会逐渐向测量爪中间位置移动,从面造成示值误差。
测量爪测量面的圆弧半径过大
测量爪测量面的圆弧半径应不大于测量下限尺寸的一半。所发,在修理孔径千分尺三只测量爪头悍要注意不要把圆弧工作面修得太小或太大,因为太小会造成使用量具产生左右晃动,而太大则会 生示值误差。
孔径千分尺造价信息
孔径千分尺结构
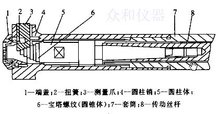
孔径千分尺主要由测量爪、主体、套筒、固定套管、微分筒、测力装置等部分组成, 孔径千分尺结构见下图。
孔径千分尺机械结构的影响
孔径千分尺微分筒上的读数,主要取决于对测量爪起主要作用的圆锥体。圆锥体的角度增大,示值误差就趋向“-”值;反之,就趋向“ ”值。因此,可按此规律修正孔径千分尺的示值误差。若圆锥体呈宝塔螺纹结构,则宝塔螺纹的各个径向螺距使所形成的角度增大,示值误差的方法需要专修宝塔螺纹与测量爪相接触的“-”值(最小值)位置。
孔径千分尺测量爪圆弧R面的工作面母线偏离
测量时,测量爪的工作面要求都要接触在三个测量爪的中间位置,且与测爪体的轴钱相平等,不能有明显的歪斜。如果在零位时,某一测量爪接触偏斜在一侧,则当直径放大后,该接触位置就会逐渐向测量爪中间位置移动,从面造成示值误差。
孔径千分尺测量爪测量面的圆弧半径过大
测量爪测量面的圆弧半径应不大于测量下限尺寸的一半。所发,在修理孔径千分尺三只测量爪头悍要注意不要把圆弧工作面修得太小或太大,因为太小会造成使用量具产生左右晃动,而太大则会 生示值误差。2100433B
孔径千分尺误差原因常见问题
-
孔径千分尺是利用螺纹锥体(或光面锥体)的转动(或移动)来推动三只测量爪进行孔径测量的计量器具。国内主要使用的品牌为众和仪器提供的日本三丰、德国安度,也有部分选用成量等国产产品。
-
机械刻度0.01的260,机械刻度0.001的390,数显0.001普通的800,数显0.001防水的950,不含税,开票加税点,联系方式资料里有。
国内主要使用的品牌为众和仪器提供的日本三丰、德国安度,也有部分选用成量等国产产品。
孔径千分尺主要由测量爪、主体、套筒、固定套管、微分筒、测力装置等部分组成,孔径千分尺结构。
孔径千分尺误差原因文献

 外径千分尺校对棒的直接检定
外径千分尺校对棒的直接检定
本文介绍了千分尺校对棒直接检定的方法。
可调式千分尺组合研磨器的设计和调修
千分尺使用过程中,两个测量面都会产生磨损,造成平面度、平行度和表面粗造度超差。对于超差的千分尺测量面,都是采用原始的分组式研磨器,通过研磨恢复到原有的精度。但原始的分组式研磨器所需的数量多,自身磨损后修复的难度和工作量都很大。为此,先后研制了一代、二代可调式千分尺组合研磨器,可替代传统的分组式研磨器,极大的减少研磨器的数量和降低了修理难度。
数值孔径简写NA,数值孔径是物镜和聚光镜的主要技术参数,是判断两者(尤其对物镜而言)性能高低的重要标志。其数值的大小,分别标科在物镜和聚光镜的外壳上。
数值孔径(NA)是物镜前透镜与被检物体之间介质的折射率(h)和孔径角(u)半数的正玄之乘积。用公式表示如下:NA=n·sina/2
显微镜观察时,若想增大NA值,孔径角是无法增大的,唯一的办法是增大介质的折射率h值。基于这一原理,就产生了水浸系物镜和油浸物镜,因介质的折射率h值大于一,NA值就能大于一。
数值孔径最大值为1.4,这个数值在理论上和技术上都达到了极限。目前,有用折射率高的溴萘作介质,溴萘的折射率为1.66,所以NA值可大于1.4。
这里必须指出,为了充分发挥物镜数值孔径的作用,在观察时,聚光镜的NA值应等于或略大于物镜的NA值。
数值孔径与其他技术参数有着密切的关系,它几乎决定和影响着其他各项技术参数。它与分辨率成正比,与放大率成正比,与焦深成反比,NA值增大,视场宽度与工作距离都会相应地变小。
奇数沟千分尺概述
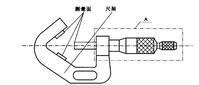
奇数沟千分尺是应用螺旋副原理和采用V型钻的一种长度计量器具,主要用于测量具有奇数等分槽、齿的制作(如丝锥、铰刀等)外径尺寸的量具。
奇数沟千分尺分为三沟千分尺、五沟千分尺、七沟千分尺三类。
孔径的平均大小,是评价一个样品的整体过滤性能的指标,通过孔径分析仪即可进行专业的测试,最终会得出最大孔径,平均孔径,最可几孔径,最终形成一个完整的曲线。2100433B
孔径千分尺相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 板厚千分尺
- 千分尺量面平行度检查仪
- 内径千分尺
- 三点内径千分尺
- 带表千分尺
- 电子数显内径千分尺
- 尖头千分尺
- 极限千分尺
- 千分尺票据打印飞梭
- JJG182-2005奇数沟千分尺
- 石材矿山开采技术及设备
- 内径
- 千分表
- 线径千分尺
- 三针测量法
- 内径量表
- 因工程施工、设备维修等原因确需停止供水审批申请表
- 有关住宅小区内道设计和施工出现的问题和原因
- 中国木制品出口频遭美国反倾销的原因与对策(论文)
- 引发建筑工程安全事故的直接原因及预防措施(论文)
- 影响高速公路沥青混凝土路面平整度的原因及对策措施
- 在铁路复杂咽喉区顶进大孔径框架桥设计施工关键技术
- 引黄济青工程平度段输水河衬砌板破坏原因及防治措施
- 应用径流随机模拟理论水电站电能指标的抽样误差
- 关于氮气等温吸脱附计算比表面积、孔径分布若干说明
- 关于混凝土裂缝产生原因、预防措施及处理方法分析
- 公路工程软基处理翻浆反弹原因分析及处置方案
- 公路沥青混凝土路面裂缝病害产生原因及防治措施
- 关于桥梁钻孔灌注桩断桩产生原因及防治处理措施
- 关于钢筋混凝土结构裂缝原因及其控制理论比较
- 公路白改黑改造中反射裂缝产生原因和防止措施
- 工业建筑中常见结构损伤原因分析和加固时注意事项
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
苏州弘创招投标代理有限公司