卡尺精度

卡尺精度
游标卡尺
常用游标卡尺按其精度可分为3种:即0.1毫米、0.05毫米和0.02毫米。精度为0.05毫米和0.02毫米的游标卡尺。它们的工作原理和使用方法与本书介绍的精度为0.1毫米的游标卡尺相同。精度为0.05毫米的游标卡尺的游标上有20个等分刻度,总长为19毫米。测量时如游标上第11根刻度线与主尺对齐,则小数部分的读数为11/20毫米=0.55毫米,如第12根刻度线与主尺对齐,则小数部分读数为12/20毫米=0.60毫米。
一般来说,游标上有n个等分刻度,它们的总长度与尺身上(n-1)个等分刻度的总长度相等,若游标上最小刻度长为x,主尺上最小刻度长为y
则 nx=(n-1)y,
x=y-(y/n)
主尺和游标的最小刻度之差为
Δx=y-x=y/n
y/n叫游标卡尺的精度,它决定读数结果的位数。由公式可以看出,提高游标卡尺的测量精度在于增加游标上的刻度数或减小主尺上的最小刻度值。一般情况下y为1毫米,n取10、20、50其对应的精度为0.1,0.05毫米、0.02毫米。精度为0.02毫米的机械式游标卡尺由于受到本身结构精度和人的眼睛对两条刻线对准程度分辨力的限制,其精度不能再提高。
卡尺造价信息
卡尺的原理是利用主尺上的刻线间距(简称线距)和游标尺上的线距之差来读出小数部分,例如:主尺上的线距为1毫米,游标尺上有10格,其线距为0.9毫米。当两者的零刻线相重合,若游标尺移动0.1毫米,则它的第1根刻线与主尺的第1根刻线重合;若游标尺移动0.2毫米,则它的第2根刻线与主尺的第2根刻线重合。依此类推,可从游标尺与主尺上刻线重合处读出量值的小数部分。主尺与游标尺线距的差值 0.1毫米就是游标卡尺的最小读数值。同理,若它们的线距的差值为0.05毫米或0.02毫米(游标尺上分别有20格或50格),则其最小读数值分别为0.05毫米或0.02毫米。
游标原理是法国人P.韦尼埃于1631年提出的。它常用于长度测量工具的长度和角度的细分读数机构中。详细可查阅国家标准(GB/T21388、GB/T21389、GB/T21390)。
卡尺:Caliper (美式英语);Calliper (英式英语)
数显卡尺:Digital Caliper
游标卡尺:Vernier Caliper
深度尺:Depth Gauge
高度卡尺:Height Gauge
卡尺精度常见问题
-
baidu文库供你参考:http://wenku.baidu.com/link?url=T4X2vkjRPyyD-aZQV4WYbCNWA4jDsq5jmOHXWM0vLII3Pio8ktWtG8iy...
-
卡尺有,刻线,指针表,数显等不同的。 误差的来源,基本最大的是人为误差,包括你的力道,读数等几个方面。 卡尺的本身精度一般是0.01mm的。
-
游标类仪器包括:游标卡尺、高度游标卡尺、深度游标卡尺、齿厚游标卡尺、游标角度规等。 游标类仪器是利用游标原理进行读数的,仪器主要同主尺和游标尺两部分组成。仪器没有传动放大机械,被测量与游标相对主尺移动...
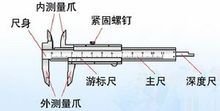
量具,就是计量和检验用的器具,长度测量量具是其主要门类之一,如卡尺、深度尺、高度尺、千分尺、百分表、千分表、量块、步距规、角度尺、倾角仪等。而卡尺又是长度测量量具中最主要的品种之一。常见的机械游标卡尺如图《组成结构》所示。
它的量程有:0~150mm,0~200mm,0~300mm,等等,一般的分辨率(以前也有叫分度值的)为0.02mm,也有0.1mm和0.05mm的,精度一般为±0.03mm,也有±0.04mm和±0.05mm的。由内测量爪、外测量爪、紧固螺钉、主尺、游标尺、深度尺等组成,有的还带有微调装置。
游标卡尺的主尺和游标上有两副活动量爪,分别是内测量爪和外测量爪,内测量爪通常用来测量内径,外测量爪通常用来测量长度和外径。

卡尺主要功能

1、外径测量(下/外量爪)
2、内径测量(上/内量爪)
3、台阶测量(左侧头部)
4、深度测量(尾部深度针)
卡尺主要有游标卡尺、带表卡尺和电子数显卡尺三种。
1、游标卡尺。利用游标原理细分读数的尺形手携式通用长度测量工具,主要用于测量内径,外径,阶梯和深度等。测量时,量值的整数部分从主尺上读出,小数部分从游标尺上读出。游标原理是利用主尺上的刻线间距(简称线距)和游标尺上的线距之差来读出小数部分。有0.02mm、0.05mm和0.01mm三种最小读数值。
2、带表卡尺。以精密齿条、齿轮的齿距作为已知长度,以带有相应分度的指示表作为放大、细分和指示部分的大形手携式长度测量工具。带表卡尺能解决游标卡尺的读数误差问题 。常见的最小读数值有0.01mm和0.02mm两种。
3、电子数显卡尺。采用容栅、磁栅等测量系统,以数字显示测量示值的长度测量工具。常用的分辨率为0.01mm,允许误差为±0.03mm/150mm。也有分辨率为0.005mm的高精度数显卡尺,允许误差为±0.015mm/150mm。还有分辨率为0.001mm的多用途数显千分卡尺(这是安一量具的国家专利,只有他们能够生产),允许误差为±0.005mm/50mm。由于读数直观、清晰,测量效率较高。
另外,还有各种非标专用的卡尺,如测量沟槽深度的带钩深度卡尺、测量齿轮厚度的齿厚卡尺、测量物体高度的高度卡尺和测量焊接质量的焊缝卡尺(焊缝规)等。
特殊用途的卡尺:尖爪型,不规则未知的尺寸测量 偏置型,不等高区域位置尺寸的测量 深度型,深度测量 薄片型,窄槽直径测量
1 轻型Digimatic卡尺的主尺和量爪采用CFRP(碳纤加固塑料)。
2 经久耐用并且易于操作。
3 可通过选件扩大应用范围。
4 可从液晶显示屏直接对内径测量值进行读数(按下偏置键就可方便地设置偏置值)。
5 可通过预调功能设置所需的开始点。
6 带有SPC数据输出。
7 带有陶瓷量爪的特殊型号适于测量磁性制品
· 卡尺简洁、基本的设计
· 卡尺可测量外径、内径、深度和阶差
· 卡尺较小的游标面角度(14°)、便于读数
· 卡尺滑块上装有锁紧螺钉
· 卡尺可提供带有硬质合金头量爪的卡尺
是利用主尺上的刻线间距(简称线距)和游标尺上的线距之差来读出小数部分,例如:主尺上的线距为1毫米,游标尺上有10格,其线距为0.9毫米。当两者的零刻线相重合,若游标尺移动0.1毫米,则它的第1根刻线与主尺的第1根刻线重合;若游标尺移动0.2毫米,则它的第2根刻线与主尺的第2根刻线重合。依此类推,可从游标尺与主尺上刻线重合处读出量值的小数部分。主尺与游标尺线距的差值 0.1毫米就是游标卡尺的最小读数值。同理,若它们的线距的差值为0.05毫米或0.02毫米(游标尺上分别有20格或50格),则其最小读数值分别为0.05毫米或0.02毫米。游标原理是法国人P.韦尼埃于1631年提出的。它常用于长度测量工具的长度和角度的细分读数机构中。详细可查阅国家标准(GB/T21388、GB/T21389、GB/T21390)。
卡尺简介
量具,就是计量和检验用的器具,长度测量量具是其主要门类之一,如卡尺、深度尺、高度尺、千分尺、百分表、千分表、量块、步距规、角度尺、倾角仪等。而卡尺又是长度测量量具中最主要的品种之一。
常见的机械游标卡尺如图所示。 它的量程有:0-150mm,0-200mm,0-300mm,等等,一般的分辨率(以前也有叫分度值的)为0.02mm,也有0.1mm和0.05mm的,精度一般为±0.03mm,也有±0.04mm和±0.05mm的。由内测量爪、外测量爪、紧固螺钉、主尺、游标尺、深度尺等组成,有的还带有微调装置。
1、轻型Digimatic卡尺的主尺和量爪采用CFRP(碳纤加固塑料)。
2、经久耐用并且易于操作。
3、可通过选件扩大应用范围。
4、可从液晶显示屏直接对内径测量值进行读数(按下偏置键就可方便地设置偏置值)。
5、可通过预调功能设置所需的开始点。
6、带有SPC数据输出。
7、带有陶瓷量爪的特殊型号,适于测量磁性制品;卡尺具有简洁、基本的设计;卡尺可测量外径、内径、深度和阶差;卡尺的游标面角度较小(14°)、便于读数;卡尺滑块上装有锁紧螺钉;卡尺可提供带有硬质合金头量爪的卡尺。

卡尺使用方法
卡尺测量方法
测量时,右手拿住尺身,大拇指移动游标,左手拿待测外径(或内径)的物体,使待测物位于外测量爪之间,当与量爪紧紧相贴时,即可读数。尺身和游标尺上面都有刻度。以准确到0.1毫米的游标卡尺为例,尺身上的最小分度是1毫米,游标尺上有10个小的等分刻度,总长9毫米,每一分度为0.9毫米,比主尺上的最小分度相差0.1毫米。量爪并拢时尺身和游标的零刻度线对齐,它们的第一条刻度线相差0.1毫米,第二条刻度线相差0.2毫米,……,第10条刻度线相差1毫米,即游标的第10条刻度线恰好与主尺的9毫米刻度线对齐。当量爪间所量物体的线度为0.1毫米时,游标尺向右应移动0.1毫米。这时它的第一条刻度线恰好与尺身的1毫米刻度线对齐。同样当游标的第五条刻度线跟尺身的5毫米刻度线对齐时,说明两量爪之间有0.5毫米的宽度,……,依此类推。在测量大于1毫米的长度时,整的毫米数要从游标“0”线与尺身相对的刻度线读出。
卡尺读数方法
读数时首先以游标零刻度线为准在尺身上读取毫米整数,即以毫米为单位的整数部分。然后看游标上第几条刻度线与尺身的刻度线对齐,如第6条刻度线与尺身刻度线对齐,则小数部分即为0.6毫米(若没有正好对齐的线,则取最接近对齐的线进行读数)。如有零误差,则一律用上述结果减去零误差(零误差为负,相当于加上相同大小的零误差),读数结果为:L=整数部分 小数部分-零误差。
判断游标上哪条刻度线与尺身刻度线对准,可用下述方法:选定相邻的三条线,如左侧的线在尺身对应线左右,右侧的线在尺身对应线之左,中间那条线便可以认为是对准了。如果需测量几次取平均值,不需每次都减去零误差,只要从最后结果减去零误差即可。
游标卡尺常用游标卡尺按其精度可分为3种:0.1毫米、0.05毫米和0.02毫米。它们的工作原理和使用方法与本文介绍的精度为0.1毫米的游标卡尺相同。精度为0.05毫米的游标卡尺的游标上有20个等分刻度,总长为19毫米。测量时如游标上第11根刻度线与主尺对齐,则小数部分的读数为11/20毫米=0.55毫米,如第12根刻度线与主尺对齐,则小数部分读数为12/20毫米=0.60毫米。
一般来说,游标上有n个等分刻度,它们的总长度与尺身上(n-1)个等分刻度的总长度相等,若游标上最小刻度长为x,主尺上最小刻度长为y,则:
主尺和游标的最小刻度之差Δx为:
y/n叫游标卡尺的精度,它决定读数结果的位数。
由公式可以看出,提高游标卡尺的测量精度在于增加游标上的刻度数或减小主尺上的最小刻度值。一般情况下y为1毫米,n取10、20、50其对应的精度为0.1,0.05毫米、0.02毫米。精度为0.02毫米的机械式游标卡尺由于受到本身结构精度和人的眼睛对两条刻线对准程度分辨力的限制,其精度不能再提高。
GB/T 21388-2008 游标、带表和数显深度卡尺
GB/T 21389-2008 游标、带表和数显卡尺
GB/T 21390-2008 游标、带表和数显高度卡尺
GB/T 6316-2008 游标、带表和数显齿厚卡尺
JB/T 7384.14-1994 紧固件 木螺钉螺纹小径卡尺
JB/T 8346-2010 带表卡尺指示表
JJF (航空) 013-1984 出口大型精密游标卡尺检定方法JJF 1072-2000 齿厚卡尺校准规范 国家质量技术监督局
JJG (铁道) 145-1993 机车、车辆轴颈专用游标卡尺检定规程
JJG 30-2002 通用卡尺检定规程
JJG 31-1999 高度卡尺检定规程
JJG 566-1996 电机线圈游标卡尺检定规程
SN/T 0242-1993 出口游标卡尺检验规程
TB/T 3015.1-2001 铁道车辆整体车轮外形尺寸检测量具技术条件 滚动圆直径卡尺
TB/T 3015.2-2001 铁道车辆整体车轮外形尺寸检测量具技术条件 轮辋内径卡尺
TB/T 3015.3-2001 铁道车辆整体车轮外形尺寸检测量具技术条件 内侧辋毂距卡尺
TB/T 3015.4-2001 铁道车辆整体车轮外形尺寸检测量具技术条件 轮毂外径卡尺
TB/T 3015.5-2001 铁道车辆整体车轮外形尺寸检测量具技术条件 轮辋厚度差卡尺
TB/T 3015.6-2001 铁道车辆整体车轮外形尺寸检测量具技术条件 轮辋宽度卡尺
1、游标卡尺是比较精密的测量工具,要轻拿轻放,不得碰撞或跌落地下。使用时不要用来测量粗糙的物体,以免损坏量爪,不用时应置于干燥地方防止锈蚀。
2、测量时,应先拧松紧固螺钉,移动游标不能用力过猛。两量爪与待测物的接触不宜过紧。不能使被夹紧的物体在量爪内挪动。
3、读数时,视线应与尺面垂直。如需固定读数,可用紧固螺钉将游标固定在尺身上,防止滑动。
4、实际测量时,对同一长度应多测几次,取其平均值来消除偶然。
注意事项
1.游标卡尺是比较精密的测量工具,要轻拿轻放,不得碰撞或跌落地下。使用时不要用来测量粗糙的物体,以免损坏量爪,不用时应置于干燥地方防止锈蚀。
2.测量时,应先拧松紧固螺钉,移动游标不能用力过猛。两量爪与待测物的接触不宜过紧。不能使被夹紧的物体在量爪内挪动。
3.读数时,视线应与尺面垂直。如需固定读数,可用紧固螺钉将游标固定在尺身上,防止滑动。
4.实际测量时,对同一长度应多测几次,取其平均值来消除偶然。
维护
1、运行检查
在每天使用之前,要先检查游标卡尺的零刻度是否对齐,刻度是否清晰可见,挪动是否顺畅,是则该卡尺可正常使用,否则需将该卡尺进行维修或更换新的计量有效的卡尺,并按运行检查规定中的仪器失效处理方法进行。
2、注意事项:
游标卡尺使用完毕,用棉纱擦拭干净。长期不用时应将它擦上黄油或机油,两量爪合拢并拧紧紧固螺钉,放入卡尺盒内盖好,并避免放置在灰尘、潮湿,过冷过热与含有酸碱蒸汽的环境当中。
1、运行检查在每天使用之前,要先检查游标卡尺的零刻度是否对齐,刻度是否清晰可见,挪动是否顺畅,是则该卡尺可正常使用,否则需将该卡尺进行维修或更换新的计量有效的卡尺,并按运行检查规定中的仪器失效处理方法进行。
2、注意事项:游标卡尺使用完毕,用棉纱擦拭干净。长期不用时应将它擦上黄油或机油,两量爪合拢并拧紧紧固螺钉,放入卡尺盒内盖好,并避免放置在灰尘、潮湿,过冷过热与含有酸碱蒸汽的环境当中。

卡尺行业应用
一般的卡尺会结合数据采集仪一起使用,利用数据采集仪可直接连接卡尺进行自动数据采集无需操作人员手工记录数据,节约人力成本;很多卡尺都是连接在QSmart数据采集仪上进行数据自动采集与数据分析。连接卡尺实现高效率的移动数据采集。
应用背景:当前工厂内部品质检查的方法为测量一个数据后,由测量人员人工记录在纸张中,或者由一个人测量,另一个人进行记录的操作方式,当需要进行分析时,由操作人员录入到电脑的EXCEL表格中;这样的方式导致的问题是效率低,数据容易记错,同时有些操作人员由于不清楚产品的测量规格,对于产品超过规格的情况,操作人员不能及时采取措施,而且对于需要进行数据分析时,还需要重复录入电脑中。
主要目标:实现测量的无纸化,提高测量的准确性及提高检测的效率,在超过规格时,能够及时进行提醒。
卡尺精度文献


游标卡尺(VERNIER CALLIPER),是一种测量长度、内外径、深度的量具。游标卡尺由主尺和附在主尺上能滑动的游标两部分构成。主尺一般以毫米为单位,而游标上则有10、20或50个分格,根据分格的不同,游标卡尺可分为十分度游标卡尺、二十分度游标卡尺、五十分度格游标卡尺等,游标为10分度的有9mm,20分度的有19mm,50分度的有49mm。游标卡尺的主尺和游标上有两副活动量爪,分别是内测量爪和外测量爪,内测量爪通常用来测量内径,外测量爪通常用来测量长度和外径。
游标卡尺(VERNIER CALLIPER),是一种测量长度、内外径、深度的量具。游标卡尺由主尺和附在主尺上能滑动的游标两部分构成。主尺一般以毫米为单位,而游标上则有10、20或50个分格,根据分格的不同,游标卡尺可分为十分度游标卡尺、二十分度游标卡尺、五十分度格游标卡尺等,游标为10分度的有9mm,20分度的有19mm,50分度的有49mm。游标卡尺的主尺和游标上有两副活动量爪,分别是内测量爪和外测量爪,内测量爪通常用来测量内径,外测量爪通常用来测量长度和外径。
1、运行检查在每天使用之前,要先检查游标卡尺的零刻度是否对齐,刻度是否清晰可见,挪动是否顺畅,是则该卡尺可正常使用,否则需将该卡尺进行维修或更换新的计量有效的卡尺,并按运行检查规定中的仪器失效处理方法进行。
2、注意事项:游标卡尺使用完毕,用棉纱擦拭干净。长期不用时应将它擦上黄油或机油,两量爪合拢并拧紧紧固螺钉,放入卡尺盒内盖好,并避免放置在灰尘、潮湿,过冷过热与含有酸碱蒸汽的环境当中。
卡尺相关推荐
- 相关百科
- 相关知识
- 相关专栏
- K型往复式给料机
- 电力仪器仪表
- 平行下托辊组
- 零件测量与质量控制技术
- 压降测试仪
- 公差配合与测量技术实训指导
- 齿厚卡尺
- 过程校准仪
- 钳工理论与实操(入门与初级考证)
- 单相程控精密测试电源
- 磨削加工速查手册
- 化工机械检修基础
- 电压电流过程校验仪
- 压力校验源
- 化工维修基础
- 回路校准仪
- 工程测量中应用GPS控制测量平面及高程精度控制建议
- 可控制精度预应力混凝土杆系结构时变效应通用分析法
- 利用Excel编程计算路桥高精度坐标和方位角
- 基于CORS城市轨道交通GPS网布设及精度分析
- 基于变精度粗糙集柴油发电机排气阀故障诊断方法
- 基于交叉折剖面高精度三维地质模型快速构建方法
- 基于学研教协同机械精度设计与检测课程教学改革探索
- CRTSⅠ型双块式无砟轨道施工精度和动静态精调工作要点
- 民用高层建筑基坑护坡柱监测网布设与施测方法及精度分析
- 内蒙古自治区包头市乌兰不浪沟高精度磁法测量成果及研究
- 全地下式泵站工程地下连续墙施工抗渗及施工精度要点控制
- 宁波轨道交通1号线一期工程GPS控制网建立及精度分析
- 超高精度智能全站仪在桥梁静动荷载试验中的应用
- 天狼星无人机航摄系统在复杂地形测量中的应用与精度分析
- 无人机航摄系统测绘1∶1000大比例尺地形图精度分析
- 城市轨道交通客流预测实例和预测精度及客流成长规律分析
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
四川中泽盛世招标代理有限公司