矫正及预防措施
矫正及预防措施是组织中的改善措施,主要是对于不合格产品及其他不希望出现的情形,目的是在避免这类情形的出现。矫正及预防措施是良好生产规范(GMP)、危害分析重要管制点/Hazard Analysis and Risk-based Preventive Controls(HACCP/HARPC)及许多ISO标准中的概念。其着重是在系统化的审查一个已识别问题或是风险的根本原因,避免这些问题再度出现(矫正措施)或是预防这类问题的出现(预防措施)。
矫正及预防措施基本信息
| 中文名 | 矫正及预防措施 | 外文名 | Corrective and preventive action |
|---|
矫正措施一般是应对客户的抱怨、产品不良率偏高、内部审计发现的问题、产品和过程监控(例如统计制程控制)中发现的不利或不稳定趋势。预防措施是因为识别到潜在的不合格原因而进行处理。
若要确保矫正及预防措施的有效性,系统化审查失效的根本原因是其中的关键。矫正及预防措施是品质系统中的一部分。 2100433B
矫正及预防措施造价信息
矫正及预防措施常见问题
-
冬季施工方案一、 总则1. 目的冬期已临近,为了实现对业主承诺的工期,不受负温气候的影响,圆满完成业主交给的任务,顺利安全渡过漫长的冬季,为获得较好的技术经济效果,特编制本工程冬季施工方案,望项目部、...
-
主要是抗冻啊
-
绝缘故障原因分析 1、绝缘故障 - 电缆的绝缘老化主要出现在投入运行的后期,一般发生在运行15年及以上(1)电缆选型不当,导致电缆长期在过电压下工作;(2)电缆线路周围靠近热源,使电缆局部或整个...
矫正及预防措施文献

 质量通病及预防措施讲义
质量通病及预防措施讲义
质量通病及预防措施讲义——本资料为质量通病及预防措施培训讲义,包含基础工程、主体工程、砌体工程部分,共112页,编制于2014年。 ...... 一、质量通病定义 二、基础工程通病及防范措施 三、主体工程通病及防范措施 四、砌体工程通病及防范措施 ...

 质量通病及预防措施
质量通病及预防措施
共享知识 分享快乐 页眉内容 质量通病及预防措施 1. 质量通病原因分析及管理对策 1.1原因分析 图 6-1 1.2管理对策 1.2.1 人员管理 出 现 质 量 通 病 人员 执行规范要 求不严格 技术素质不适 应本工程需要 没有遵守质量检查制度, 完工后不进行自检 忽视工艺标准不 按工艺规程施工 加工环境杂乱潮湿 追求进度忽视质量 多工种交叉作业 施工方案不完 善,交底不详细 半成品保护不力 管理人员现场 管理不到位 操作过程中未执行 质量三级管理制度 环 境 管 理 施工机具及计量器 具不满足施工要求 主材料不符合施工技术要求 辅材与主材不匹配 外购零星材 料不合格 材料 共享知识 分享快乐 页眉内容 人员管理 建立健全奖罚制度,质安部跟踪检查,对 施工班组进行监督检查 忽视工艺标准不按工艺 规程施工 上岗前培训教育,考核上岗,不合格者退 场 执行规范要求不严格 技术素质不适应本
轧件从轧辊间出来后,往往有些弯,在冷却和运输过程中,也会产生弯曲变形和翘曲。为了得到较平的钢板,所以需经矫正机矫平。
矫正机分别布置在主轧机和常化炉后面。轧制和热处理后的钢板,由辊道输送到矫正机进行矫正。矫正温度一般在650℃至800℃之间。矫正的道次,根据钢板的厚度和变形的大小来决定,一般矫3~5道。钢板厚,变形小,则矫正道次少。钢板薄,变形大,则矫正道次多。
当钢板进入矫正机后,上、下工作辊对钢板的单位作用力,超过钢板在该状态的屈服应力,使钢板在矫正过程中,产生塑性变形和弹性变形,经过多次的反复弯曲,消除了钢板原有的不平度,得到较平的钢板。矫直钢板时,矫直辊内通水冷却。
随着牙齿矫正技术的不断发展
牙齿矫正不再是难捱的事情
出现了自锁托槽矫正、隐形矫正、舌侧矫正等等一些矫正方法
在牙套佩戴体验上和美观度上都有了很大的提升
那么与传统托槽矫正相比
自锁托槽有哪些优势呢?
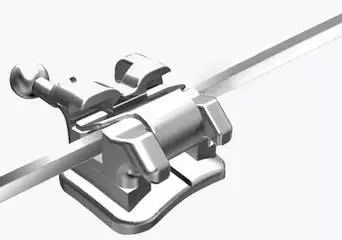
自锁托槽矫正的优势

01
在牙椅上接受操作时间短,操作简便,意味着患者所受痛苦少。因为其免去了结扎所直接产生的疼痛与不适,并且在排齐阶段,这种较软的弓丝产生的力量比较柔和。所以无论在排齐阶段还是关闭间隙的阶段,自锁托槽的免结扎特点都能有效地减少佩戴者的疼痛和不适。

02
我们现在的生活节奏都很快,病人当然希望复诊的次数可以越少约好。有一项调研显示,传统托槽的复诊间隔为26.6天,而自锁托槽的复诊时间则为37.6天。

03
自锁托槽由于免结扎,使得治疗的总疗程可以缩短1~4个月。自锁托槽对整个治疗过程的缩短,主要来源于早期治疗阶段的快速移动效果。由于自锁托槽的低摩擦力,使得牙齿移动更加迅速。
04
自锁托槽表面经过特殊处理,使它光滑低摩擦力,在治疗早期利用其槽沟与弓丝间的摩擦力较小的性质,充分发挥其持续性的超弹性轻力作用,减少牙根吸收,促进骨改建。
05
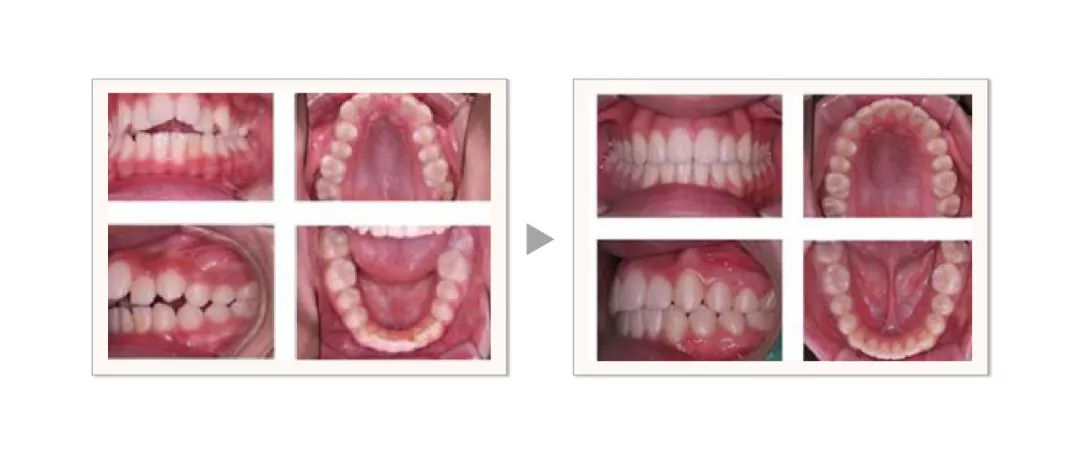
自锁托槽的快速矫正效果让患者在短期内就可快速的看到牙齿的变化,有效的将整个矫正疗程缩短,增强患者的信心,可以使患者更加配合医生的治疗。
牙齿矫正之所以又快又好的完成
除了矫正器的革新
更重要的是矫正医生的精湛操作
比如我们德伦口腔的医生

他们都是经过严格筛选的医生
可以满足不同患者的不同要求
已达到美观与健康并重的矫正效果
转载声明:以上文章内容均为上海德伦口腔编写整理,如有转载,请申明出处。所有图片均来自网络,如有侵权请联系我们,我们将及时删除。如果您有任何口腔上的问题,欢迎访问上海德伦口腔官网咨询
多辊钢板矫正机,可使钢板反复弯曲,达到矫平的目的,钢板的弯曲是通过一系列轴辊来实现的。根据轴辊的排列形式,钢板矫正机分上、下排轴辊平行式和不平行式两种,具体如图《多辊钢板矫正机》所示。
1、工作原理
两排轴辊之间的间隙可由专门机构调整,一般取间隙的数值略小于钢板的厚度,这样才能使钢板通过时,受到相反方向的多次交变弯曲,使其内应力超过材料的屈服强度,使钢板得到矫平。
矫正薄钢板用的矫正机,轴辊的数目要多,轴辊的直径要小;反之,矫正厚钢板时,轴辊的数目要少,轴辊的直径要大。这是因为钢板越薄越富有弹性,需要在矫正过程中,通过更多的轴辊,产生更多的波浪变形来克服弹性,达到矫正的目的。
未经矫正的钢板,是由于内部组织不均匀,以及其他方面的原因而产生凸凹不平的。当钢板通过轴辊滚压,而产生波浪变形的时候,其内部组织结构得到了重新调整,组织均受到一定的拉伸,排列也更加均匀。因此,板料通过波浪形的辊轧以后变为平整状态。这就是多辊钢板矫正机矫平钢板的工作原理。
2、使用注意事项
多辊钢板矫正机的使用要点是:
①钢板进口处上下轴辊间的距离,要比钢板厚度略小。具体数值视材料的性质和变形程度来定,板料较薄或材料的屈服强度较大,则上下轴辊间的距离应近一些。
②钢板出口处上下轴辊之间的距离,应与所矫钢板的厚度相等。
③中间部分上下轴辊间的距离,要根据进、出口上下轴辊间的距离差,按比例分排,呈现一个适当的倾角。
④对进入矫正机的钢板,要求表面要清洁、无污物。尤其是气割后的残渣、毛刺或电焊后的疤痕、焊痘等,都应铲平磨光,以免硌伤轴辊和硌伤所矫的钢板。
矫正及预防措施相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 矫正措施
- 短内廊式住宅
- 短叶罗汉松海南个体
- 短叶罗汉松(变种)
- 短周期弧焊焊接螺柱
- 短周期时间分辨率
- 短时与峰值耐受电流试验台
- 短时交流耐压试验
- 短时停车道
- 短时电压试验
- 短时耐受电流试验
- 短时过电流试验
- 短暂液相烧结
- 短期培训
- 短期开采计划
- 短期循环
- 中国被动式太阳房及太阳能建筑市场监测及发展策略研
- 新型基于热力学法的水泵效率数学模型及应用
- 全热回收地源热泵空调机组的系统及工程方案设计
- 正荣润璟诸楼及A区地下室抗浮锚杆工程竣工验收报告
- 支持群体设计的工程数据库管理系统的结构及实现
- 引入PPP模式的高标准农田建设及财政支持体系创新
- 中国民宿消费市场格局分析及十三五发展环境分析报告
- 中国焊接学会堆焊及表面工程专委会
- 政府投资工程类项目材料设备采购风险浅析及应对策略
- 影响水利工程质量监督职能发挥的主要因素及对策分析
- 圆锥碎矿机工作原理、技术参数、安装调试及维护检修
- 医用洁净空调系统设计调试中易忽视的问题及设计优化
- 园林景观工程在推进城乡宜居环境建设中的问题及思考
- 张峰水库供水发电洞洞内埋管及电站厂房明管制安施工
- 智能社区路灯及景观灯监控系统方案V2-BAIDU
- 中国钢铁厂烧结机的烟气特点及部分钢铁厂烧结机信息
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
拆边机
当代建筑大师
广西北缆电缆有限公司
大山槟榔
上海地铁维护保障有限公司通号分公司
舌花雏菊
甘肃中维国际招标有限公司
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
苏州弘创招投标代理有限公司