建筑工程系统仿真
《建筑工程系统仿真》是2001年科学出版社出版的一本图书,作者是谢行皓。本书结合建筑工程,系统地阐述了离散系统仿真的基本原理与方法,用较大篇幅重点介绍了系统仿真在建筑工程中的应用。
建筑工程系统仿真基本信息
| 作 者 | 谢行皓 | 出版社 | 科学出版社 |
|---|---|---|---|
| 出版时间 | 2001年5月 | 页 数 | 281 页 |
| 定 价 | 34 元 | 装 帧 | 平装 |
| ISBN | 9787030089373 | ||
前言
第一章系统仿真概论
11系统仿真的概念
12系统和模型
13系统仿真
第二章伪随机数的产生及其统计检验
21伪随机数及其产生的原理与方法
22伪随机数的统计检验
第三章随机变量及随机过程的仿真
31随机变量的仿真
32随机过程的仿真
第四章离散系统仿真
41确定性离散系统仿真
42随机性离散系统仿真
第五章仿真结果的精度估计与加速收敛原理
51仿真结果的精度估计
建筑工程系统仿真造价信息
《建筑工程系统仿真》主要内容包括:系统仿真概论、伪随机数的产生及其统计检验、随机变量及随机过程的仿真、离散系统仿真、仿真结果的精度估计与加速收敛原理、建筑工程离散系统仿真、数据收集与统计处理以及Gpss仿真语言等。
《建筑工程系统仿真》可供土木工程师参考,也可供土木工程、管理工程、结构工程、建筑经济与管理等学科的高校师生以及研究生作为教学参考用书。
建筑工程系统仿真常见问题
-
现浇框架就是柱、梁做承载竖向力的结构;混合结构就是由砌体墙承载竖向力,楼盖为混凝土的机构
-
不难学工程造价专业是教育部根据国民经济和社会发展的需要而新增设的热门专业之一,是以经济学、管理学为理论基础,从建筑工程管理专业上发展起来的新兴学科。目 前,几乎所有工程从开工到竣工都要求全程预算,包括...
-
工程监理与工程项目管理关系浅谈摘 要:针对工程监理企业向工程项目管理方向转型的有关问题,叙述了工程监理与工程项目管理的联系与区别,并对工程监理企业向工程项目管理方向转型的若干问题提出了看法。关键词:工...
建筑工程系统仿真文献

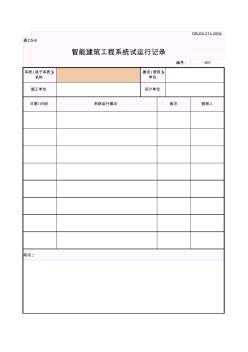 智能建筑工程系统试运行记录
智能建筑工程系统试运行记录
结论: 日期 /时间 系统运行情况 备注 值班人 系统 (或子系统) 名称 建设 (使用) 单位 施工单位 设计单位 DBJ04-214-2004 表C5-8 智能建筑工程系统试运行记录 编号: 001 年 月 日 年 月 日 年 月 日 会 签 栏 建设 (使用 )单位 (签章) 监理单位 (签章) 施工单位 (签章) 专业技术负责人 质检员 专业工长
 一种建筑工程系统互联网共享化智能建筑教育研究
一种建筑工程系统互联网共享化智能建筑教育研究
针对学院智能建筑工程系统"互联网+"共享、社交感知网络技术的飞速发展,分别利用学院智能建筑工程系统"互联网+"共享、社交感知网络技术应用于"机电学院虚拟仿真数据中心"的发展。基于重庆机电学院虚拟仿真网络共享教育教学技术和多层次复合型人才培养的应用与发展,而重庆机电职业技术学院各系中的智能建筑工程系统"互联网+"共享化智能建筑教育工作受到不同类型的新型网络结构的扰动,它将深刻地优化重庆机电职业技术学院学院智能建筑工程系统"互联网+"共享化智能建筑教育创新教育平台。
以SPICE3F5和Xspice的内核作为仿真的引擎,通过Electronic workbench 带有的增强设计功能将数字和混合模式的仿真性能进行优化。包括SPICE仿真、RF仿真、MCU仿真、VHDL仿真、电路向导等功能。
仿真壁炉什么是仿真壁炉
仿真壁炉采用仿真木和仿真鹅卵石,燃烧效果和真火壁炉几乎一模一样。
仿真壁炉关于仿真壁炉
仿真壁炉的热源是下部或上部的风机产生的热量。
仿真电壁炉功率一般在0.75kw——1.5kw左右。
仿古实木雕花壁炉高度有1.2米左右。
数控仿真仿真操作
1.打开仿真软件选择机床
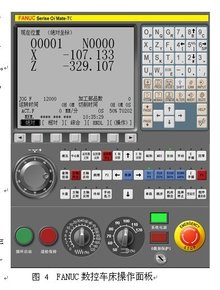
打开VNUC数控仿真软件,进入VNUC主界面后,点选菜单栏 “选项/选择机床和系统”,进入如图 3所示选择机床对话框,选择“卧式车床/FANUCOiMate-TC”系统,则出现图 4所示控制操作面板,它与真实机床操作面板几乎一模一样。
2.开机回参考点
点按“系统电源”,点按并弹起急停按钮 ,则系统开机上电。
点按“回零”按钮,再按 (+Z)和 (+X)按钮,各轴原点指示灯变亮,即回参考点。
3.安装工件
首先在菜单栏中选择“工艺流程/毛坯”,出现对话框,在该对话框中选择“新毛坯”,出现对毛坯与夹具设置话框,按照对话框提示设置毛坯参数,选择夹具后确定,出现毛坯列表对话框;在毛坯列表中选择某毛坯并点选“安装此毛坯/确定”,出现调整毛坯位置对话框, 调整好毛坯在夹具中的位置后关闭即可。此时观察视图区可以见到工件毛坯被安装到夹具上。
4.安装刀具
在菜单栏中选择“工艺流程/车刀刀库”,出现所示刀具设置对话框,在此为所用各刀具选择刀具类型,设置刀具参数后确定。此时观察视图区可以见到各刀具“对号入座”,被安装到车床刀架上。
5.建立工件坐标系
假设工件坐标系原点建在工件右端面中心。
打开主轴正转,选工作方式为手动,分别移动X轴Z轴,平端面、车外圆用试切法对刀。
切削端面后,刀具沿X方向退离工件后,点按偏置/设置键 ,再点软键“坐标系”,调出工件坐标系设定界面,将光标移到G54的“Z”之后,在命令行输入“0”,再点选软键“测量”,系统即可自动计算并显示出G54坐标系Z零点的机床坐标值。
试切一段外圆,刀具沿Z方向退离工件后,在菜单栏选择“工具/选项/测量”,测量出毛坯的试切直径值。点选 键,在所示界面中,将光标移到G54的“X”之后,在命令行输入X的测量值,点软键“测量”,系统即可自动计算并显示出G54坐标系的X零点的机床坐标值。
此时G54工件坐标系建立完毕,在程序中用G54调用该坐标系即可。
6.设置刀具偏置值
打开主轴正转,工作方式选择手动,分别移动X轴Z轴,平端面、车外圆对刀设置偏置值。以下是1号刀具的对刀过程:
试切一段外圆,刀具沿Z方向退离工件后,在菜单栏选择“工具/选项/测量”,测量出毛坯的试切直径值。点选 键在出现的参数设置界面中,点选软键“补正”出现刀具偏置值设置或称补正界面;将光标移到“G 01”行X列,在命令行输入所测直径值,点软键“测量”,系统即可自动计算并显示出X方向刀具的补偿值,即完成了X方向刀具偏置值的设定。
切削端面后,刀具沿X方向退离工件后,在界面将光标移到“G 01”行Z列,在命令行输入 “0”,点软键“测量”,即可完成了Z方向刀具偏置值的设定。
7.编辑或上传NC程序
编辑程序:进入编辑状态,再点选键,出现编辑程序界面,在该界面用MDI键将程序指令先输入缓冲区,然后点 (INSERT)键插入即可。程序段可以单独输入,也可以几个程序段一起输入,但是段与段之间要有“;”隔开(点“EOB”键)。如果在输入程序于缓冲区时发现错误,点按 (CAN)可以消除光标前面的字符。在已经插入的程序中发现错误字符,点 (DELETE)键可以删除;输入正确的程序字,再点 (ALTER)可以替换错误的字符。
上传NC程序:点选 键进入编辑状态,再点选 键,然后在菜单栏选择“文件/加载NC代码文件”,出现图 15浏览磁盘界面,寻找并双击找到的程序文件(此文件路径是个人设置的),该程序将自动出现在显示窗口中。
8.程序校验:
点工作方式键为“自动” 、“机床锁住”,然后点按“循环启动”,则主轴旋转,进给运动锁住,坐标值动态显示。根据坐标值的变化情况检查刀具运动轨迹是否正确,据此修改程序。校验结束后解除“机床锁住”,确认程序无误可以进行下一步。
9.自动加工
编辑或上传NC程序,检查主轴转速和进给速度倍率旋钮无误后,点按“循环启动”按钮,机床开始自动加工。
建筑工程系统仿真相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 建筑工程索赔与反索赔
- 建筑工程索赔与案例分析
- 建筑工程索赔实例教程
- 建筑工程经济与企业管理
- 建筑工程经济与企业管理2012年
- 建筑工程经济与管理(第三版)
- 建筑工程经济与管理(第二版)
- 建筑工程经济与管理
- 建筑工程经济与项目管理
- 建筑工程经济原理与实务
- 建筑工程经济基础
- 建筑工程经济(第二版)
- 《建筑工程经济(第2版)》
- 建筑工程经济
- 建筑工程结构与装饰施工质量验收手册
- 建筑工程结构检测数据的处理
- 智能建筑火灾自动报警与消防联动系统设计及应用效果
- 有线电视广播系统运行维护规程编制情况和宣贯要点
- 在项目成本控制中的实践与探索工程项目成本管理系统
- 再谈VRV空调系统设计与施工中有关问题的解决方法
- 中国电工技术学会电力系统控制与保护专业委员会成立
- 优选第五章厂房大门特征门木结构工程建筑工程概预算
- 用于制冷系统稳定运行时制冷剂分布测试的新方法
- 基于风险接受准则的建筑工程风险评价和决策方法
- 智能建筑工程监理过程中的几个问题及处理方法
- 张力式电子围栏周界防范报警系统设计原理及应用现状
- 智能化的供配电系统设计解决方案
- 园林绿化及仿古建筑工程计价宣贯辅导材料
- 变频控制多联式空调系统
- 一拖多变频空调产品测试系统与室外机通信接口
- 在楼宇自控系统设计中如何选择最佳的电动调节阀口径
- 中国工商银行广东省分行信息化办公系统的设计与实现
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
拆边机
广西北缆电缆有限公司
大山槟榔
上海地铁维护保障有限公司通号分公司
舌花雏菊
甘肃中维国际招标有限公司
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
四川中泽盛世招标代理有限公司