机械式半自动捆扎机
《机械式半自动捆扎机》是1995年7月1日实施的一项行业标准。
机械式半自动捆扎机基本信息
| 中文名 | 机械式半自动捆扎机 | 实施日期 | 1995-07-01 |
|---|---|---|---|
| 发布日期 | 1994-07-18 | 标准号 | JB/T 3790.2-1994 |
| 制修订 | 修订 | 代替标准 | JB 3790-1984 |
| 批准发布部门 | 机械工业部 | ||
备案信息
备案号:0069-19942100433B
机械式半自动捆扎机造价信息
机械式半自动捆扎机常见问题
-
我们是专业生产打包机械类的厂家,希望能帮到你!三.打包机不自动切带。 1.中刀轴承破裂。 检查原因,更换轴承 2.中刀磨损。。 中刀两面都有刃口,一面磨损可调换另一面使用或更换新刀。 3.中刀...
-
打包物体基本处于捆扎机中间,首先右顶体上升,压紧带的前端,把带子收紧捆在物体上,随后左顶体上升,压紧下层带子的适当位置,加热片伸进两带子中间,中顶刀上升,切断带子,最后把下一捆扎带子送到位,完成一个工...
-
好用啊 自从用了机器省很多事这个还是根据个人需要来选择吧 合适自己的型号才是最好的 我买的是900多集器,希望我的答案能帮助到你
机械式半自动捆扎机文献

 全自动鞭炮洗筒机捆扎机的设计
全自动鞭炮洗筒机捆扎机的设计
为推进鞭炮生产的自动化,对当今实际生产中的鞭炮洗筒机的捆扎方式进行研究分析,设计了一种全新的自动捆扎机。运用节能环保的空气作为动力源,用PLC控制系统,采用可循环利用的六边形卡子进行捆扎。首先基于Solidworks建立捆扎机的三维精确模型,并利用Motion仿真和虚拟装配等CAD技术做可靠性分析,并通过运动仿真和干涉分析验证了该设计方案的可行性。
 机械式内割刀
机械式内割刀
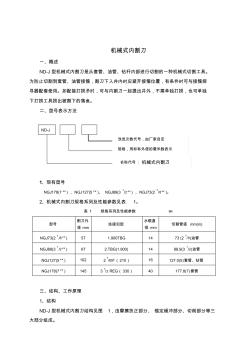
机械式内割刀 一、概述 ND-J型机械式内割刀是从套管、油管、钻杆内部进行切割的一种机械式切割工具。 为防止切割到套管、油管接箍,割刀下入井内时应避开接箍位置,有条件时可与接箍探 寻器配套使用。如配接打捞矛时,可与内割刀一起提出井外,不需单独打捞,也可单独 下打捞工具捞出被割下的落鱼。 二、型号表示方法 1、现有型号 NGJ178(7″) 、NGJ127(5″ )、 NGJ89(3 1/2″) 、NGJ73(2 7/8″ )。 2、机械式内割刀规格系列及性能参数见表 1。 表 1 规格系列及性能参数 ㎜ 型号 割刀外 径 mm 连接扣型 水眼直 径 mm 切割管径 mm(in) NGJ73(2 7 /8″) 57 1.900TBG 14 73 (2 7/8)油管 NGJ89(3 1 /2″) 67 2.TBG(1.900) 14 88.9(3 1 /2)油管 NGJ127(5″
半自动捆扎机采用自动电热熔接,捆扎速度快、省时省力、接口平整牢固,能提高产品包装外观的档次。自动打包机及半自动捆扎机主要用于商业、邮政、铁路、银行、食品、医药、书刊、发行等行业的纸箱、木箱、纸包件、布包件的包装捆扎。纸板打包机捆紧力度,出带长短都可调,灵活适用于诸多行业捆扎使用。
在盾构前面的刃口处,装上和盾构直径相应的切削刀盘,以实现全断面的切削开挖。如地层能够自立,或采取辅助措施后能自立时,可用开胸的机械式盾构;如地层较差,又不采取辅助措施时;则需采用闭胸的机械式盾构。
1.集成电路设计: 新型电路设计,打包机采用插入式电路板控制整个打包动作和烫头温度,电路板更换相当方便,打包机服务便捷。
2.瞬间加热,立即打包: 创新高速热热熔系统设计,5秒种内可使打热片工作,使PET打包机进入最佳打包状态。
3.自动停机装置,省电实用: 当捆包动作完成,60秒内不再操作时,打包机结构设计紧凑,马达会自动停止,进入待机状态。
4.新型刹车设计: 打包机使用带盘之刹车采用特殊的弹簧设计,保证进带平稳无噪音,打包机价格合理。
半自动捆扎机原理特点
1. 电机+减速机+凸轮运作,完全免加油,捆包结束电机马上停止运转(省电); 2. 紧缩力强不打滑,齿形结构粘合,高强度切割刀,性能好,寿命长; 3. 机芯及控制体壳为整体压铸成型的铝美合金,永不生锈; 4. 且零部件均由电脑数控机床精密制作,机械运作柔和、耐久性桌越、功能完善; 5. 松紧和储带均可自行调节; 6. 尤其配合使用超薄优质带更佳!成本可降低30-50%。
半自动捆扎机使用说明
半自动捆扎机在生产线上的使用,下面几点方便大家参考
一、压带、切带、搭焊不正常:
原因:1、电机传动带断;排除方法,换新。
2、电机传动到打滑,排除方法,从新对传动带进行调整。
3、2号刀刃不锋利,排除方法,将2号刀调转180度安装或换新。
二、热容搭焊不正常:
原因:1、加热器线路接头松脱,排除方法,加固。
2、加热器温度不当或供电超范围,排除方法,调节加热妻温度调节器。
3、滚轮与导轨间的打包带有油污、灰尘,排除方法,清除油污、灰尘。
三、打包带不正常输出:
原因:1、打包带导轨太窄,排除方法,调整导带板使出口处的宽度比打包带宽度宽出0。5--1mm;调整插带板,使插入口导轨的宽度比打包带宽度宽0。5--1mm。
2、打包带方向安装错,穿带错,排除方法,从新安装。
3、操作前送带长度未调整好,排除方法,从新调好。
4、打包带导轨板螺钉松动,排除方法,旋紧。
5、滚轮与导轨间运动的到包带有油污或灰尘,排除方法,清洁。
半自动捆扎机工作流程
带子送到位→收到捆扎信号→制动器放开,主电机启动
(1)→右顶刀上升,顶住右带于滑板处
(2)→"T"型导板后退
(3)→接近开关感应到退带探头
(4)→主电机停转,制动器吸合
(5)→打包机退带电机转动,退带0.35秒
(6)→带子收紧捆在物体上
(7)→主电机二次启动,制动器吸合
(8)→大摆杆二次拉带,收紧带子
(9)→左顶体上升,压紧下层带子
(10)→加热片伸进两带子中间
(11)→中顶刀上升,切断带子
(12)→中顶刀下降
(13)→中顶刀再次上升,使两带子牢固粘合
(14)→中顶刀下降,左右顶刀同时下降
(15)→加热片复位
(16)→滑板后退
(17)→"T"型导板复位
(18)→接近开关感应到送带探头
(19)→送带电机启动,带动带子送带
(20)→大摆杆复位
(21)→带子到位,带头顶到"T"型导板上
(22)→接近开关感应到双探头
(23)→主电机停转,刹车吸合
(24)→打包机完成一个工作循环。
机械式半自动捆扎机相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 机械式压滤机
- 机械式室内空气净化器
- 机械式张力器
- 机械式捆扎机
- 机械式洗瓶机
- 机械式液压动力转向系统
- 机械式自动变速器中离合器的模糊控制
- 机械式自动捆扎机
- 机械式调节板
- 机械式隔膜行程控制装置
- 机械惯量
- 机械手自由度
- 机械技术基础:机械制图与零件测绘
- 机械振动台
- 机械搅拌式发酵罐
- 机械搬运作用
- 机械式停车设备安装改造维修施工单位鉴定评审细则试行
- 机械式液压助力转向泵在发动机试验中带载运行的方案研究
- 机械式涨接对中型防爆电机通风管的影响及液压涨接的应用
- 机械式光纤接续技术在光纤到户中(FTTH)的应用
- 机械式沟槽连接配管系统施工工法
- 机械式立体停车场发展政策与建议
- 机械式停车设备在公共停车场应用中要遵循的三大原则
- QZ-062机械式停车设备安装监督检验与定期检验规程
- Vbano电动液压机械式高空作业平台安全操作规程
- 多层平面移动类机械式停车系统安全保护措施的研究
- 机械式立体停车库深基坑土方开挖及支护施工方法
- 机械式泥水平衡顶管施工在沿江软基道路中应用
- DGJ0860-2006机械式停车场设计规程
- 不锈钢半自动(MAG)焊在核电厂建设中的应用
- 机械式正铲挖掘机工作循环时间因素分析
- 山工机械SEM8220型单钢轮机械式振动压路机
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
拆边机
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
大山槟榔
上海地铁维护保障有限公司通号分公司
舌花雏菊
甘肃中维国际招标有限公司
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
电梯平层准确度
建设部关于开展城市规划动态监测工作的通知
广州利好来电气有限公司
四川中泽盛世招标代理有限公司