机械加工常用量具量仪数据速查手册
《机械加工常用量具、量仪数据速查手册(第2版)》是王健石编著,本书全面、系统地介绍了机械行业最基本、最实用的量具和量仪形式、技术要求、检验方法等技术数据。本手册共10章,包括卡尺;千分尺;指示表、百分表;量规;平尺、卷尺、直尺、角尺、塞尺;内径比较仪、气动量仪、滚刀测量仪、圆柱度测量仪;齿轮测量仪;扭簧比较仪、位移测量系统;水平仪、测高仪、刀具预调测量仪、表面粗糙度比较样块;量具、量仪检定规程。本手册可供机械行业从事机械设计、加工、检验、量具和量仪研发、制造、使用与维修、技术管理与图书标准化等技术人员和工人使用,也可供高等院校机械类广大师生参考。
机械加工常用量具量仪数据速查手册基本信息
| 中文名称 | 机械加工常用量具、量仪数据速查手册 | 作 者 | 王健石 |
|---|---|---|---|
| ISBN | 9787111315520 | 出版社 | 机械工业出版社 |
《机械加工常用量具、量仪数据速查手册(第2版)》全面、系统地介绍了机械行业最基本、最实用的量具和量仪形式、技术要求、检验方法等技术数据。本手册共10章,包括卡尺;千分尺;指示表、百分表;量规;平尺、卷尺、直尺、角尺、塞尺;内径比较仪、气动量仪、滚刀测量仪、圆柱度测量仪;齿轮测量仪;扭簧比较仪、位移测量系统;水平仪、测高仪、刀具预调测量仪、表面粗糙度比较样块;量具、量仪检定规程。本手册可供机械行业从事机械设计、加工、检验、量具和量仪研发、制造、使用与维修、技术管理与图书标准化等技术人员和工人使用,也可供高等院校机械类广大师生参考。
机械加工常用量具量仪数据速查手册造价信息
第2版前言
第1版前言
第1章 卡尺
1.1 游标、带表和数显深度卡尺
1.2 游标、带表和数显卡尺
1.3 游标、带表和数显高度卡尺
1.4 游标、带表和数显齿厚卡尺
第2章 千分尺
2.1 外径千分尺
2.2 两点内径千分尺
2.3 公法线千分尺
2.4 尖头千分尺
2.5 壁厚千分尺
2.6 微米千分尺
2.7 内测千分尺
2.8 板厚千分尺
2.9 小测头千分尺
2.10 带计数器千分尺
2.11 大外径千分尺(测量范围为1000~3000mm)
2.12 螺纹千分尺
2.13 深度千分尺
2.14 杠杆千分尺
2.15 三爪内径千分尺
2.16 奇数沟千分尺
2.17 电子数显外径千分尺
2.18 电子数显测微头和深度千分尺
2.19 电子数显内径千分尺
第3章 指示表、百分表
3.1 指示表
3.2 电子数显指示表
3.3 杠杆指示表
3.4 厚度指示表
3.5 深度指示表
3.6 内径指示表
3.7 指示卡表
3.8 带表卡尺指示表
3.9 大量程百分表
3.10 涨簧式内径百分表
3.11 钢球式内径百分表
第4章 量规
4.1 普通螺纹量规形式与尺寸
4.2 梯形螺纹量规形式与尺寸
4.3 统一螺纹量规形式与尺寸
4.4 光滑极限量规形式与尺寸
4.5 圆锥量规公差与技术条件
4.6 钻夹圆锥量规
4.7 1/4圆锥量规
4.8 矩形花键量规
4.9 圆柱直齿渐开线花键量规
4.10 HSK工具圆锥量规
4.11 内六角量规
4.12 米制锥螺纹量规
4.13 用于检验圆柱内螺纹与圆锥外螺纹的55°密封管螺纹量规
4.14 55°非密封管螺纹量规
4.15 7/24工具圆锥量规
4.16 莫氏与公制圆锥量规
4.17 1∶24(UG)圆锥量规
4.18 间隙螺纹量规
第5章 平尺、卷尺、直尺、角尺、塞尺
5.1 铸铁平尺
5.2 钢平尺和岩石平尺
5.3 钢卷尺
5.4 纤维卷尺
5.5 金属直尺
5.6 刀口形直尺
5.7 直角尺
5.8 游标、带表和数显万能角度尺
5.9 方形角尺
5.10 容栅数显标尺
5.11 直角尺检查仪
5.12 塞尺
5.13 机床夹具零件及部件对刀塞尺
第6章 内径比较仪、气动量仪、滚刀测量仪、圆柱度测量仪、圆度仪
6.1 电感瞄准式内径比较仪
6.2 气动小喷嘴式内径测量装置
6.3 浮标式气动量仪
6.4 卧式滚刀测量仪
6.5 圆柱度测量仪
6.6 圆度仪
第7章 齿轮测量仪
7.1 杠杆齿轮比较仪
7.2 齿轮齿距测量仪
7.3 万能齿轮测量机
7.4 万能测齿仪
7.5 万能渐开线检查仪
7.6 便携式齿轮基节测量仪
7.7 齿轮单面啮合整体误差测量仪
7.8 齿轮双面啮合综合测量仪
7.9 便携式齿轮齿距测量仪
7.10 渐开线测量蜗杆
7.11 齿轮螺旋线测量仪
7.12 齿轮测量中心
第8章 扭簧比较仪、位移测量系统
8.1 小扭簧比较仪
8.2 扭簧比较仪
8.3 光学扭簧测微计
8.4 光栅角位移测量系统
8.5 磁栅线位移测量系统
8.6 光栅线位移测量系统
第9章 水平仪、测高仪、刀具预调测量仪、表面粗糙度比较样块
9.1 合像水平仪
9.2 电子水平仪
9.3 条式和框式水平仪
9.4 电子数显测高仪
9.5 刀具预调测量仪
9.6 表面粗糙度比较样块:磨、
车、镗、铣、插及刨加工表面
9.7 表面粗糙度比较样块:电火花、抛(喷)丸、喷砂、研磨、锉、抛光加工表面
9.8 木制件表面粗糙度比较样块
9.9 用于评定喷射清理后钢材表面粗糙度的ISO表面粗糙度比较样块的技术要求和定义
9.10 角度量块
9.11 长度标准量块
9.12 螺纹测量用三针
第10章 量具、量仪检定规程
10.1 通用卡尺检定规程
10.2 千分尺检定规程
10.3 深度指示表检定规程
10.4 指示表(指针式、数显式)检定规程
10.5 塞尺检定规程
10.6 标准钢卷尺检定规程
10.7 直角尺检定规程
10.8 电子水平仪和合像水平仪检定规程
机械加工常用量具量仪数据速查手册图书信息
书 名: 机械加工常用量具、量仪数据速查手册
作 者:王健石
出版社: 机械工业出版社
出版时间: 2010年10月1日
ISBN: 9787111315520
开本: 16开
定价: 68.00元
机械加工常用量具量仪数据速查手册常见问题
-
我去过邢台瑞峰机械加工厂带料加工过气车轴,能够车 刨 铣 磨 钻等机械加工业务,活干的听不错,工人的技术很好,地址是龙泉大街车管所东边路北巷内
-
机械加工是一种用加工机械对工件的外形尺寸或性能进行改变的过程。按被加工的工件处于的温度状态,分为冷加工和热加工。一般在常温下加工,并且不引起工件的化学或物相变化,称冷加工。一般在高于或低于常温状态的加...
-
1、料:原材料价格2、加工费: (1)每种加工设备每小时的加工费都是有行规定价的,比如说一般普车30-50元/小时,所以你需要知道这个件产品的工序,以及每道工序的时间 (2...
机械加工常用量具量仪数据速查手册文献

 机械加工常用量具介绍
机械加工常用量具介绍
--- 专业提供 SPC数据分析软件等机械测量解决方案 机械加工常用量具介绍 --- 专业提供 SPC数据分析软件等机械测量解决方案 量具 量具是测量零件的尺寸、 角度、形状精度和相互位置精度等所用的测量工具。 车 工常用的量具有:游标卡尺、深度游标卡尺、游标万能角度尺、外(内) 径千分尺、螺纹千分尺、百分表、千分表等。 1、游标卡尺 游标卡尺是一种比较精密的量具, 在测量中用得最多。 通常用来测量精度较高的 工件。它可以直接测量出工件的内外直径、长度、宽度和深度等尺寸。游标卡尺 的测量精度一般为 0.1mm、0.05mm、0.02mm三种。 1)游标卡尺的应用 2)游标卡尺的结构图 --- 专业提供 SPC数据分析软件等机械测量解决方案 3)游标卡尺的样式 4)游标卡尺的使用 使用: 擦净 并拢 对齐 相贴 读数 读数: 零件尺寸 = 整数部分+小数部分-误差 测量时,右手拿住尺身,大拇
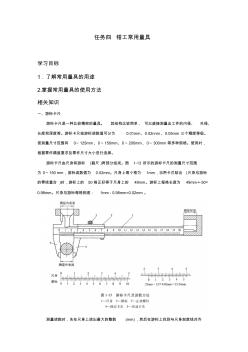 钳工常用量具
钳工常用量具
任务四 钳工常用量具 学习目标 1.了解常用量具的用途 2.掌握常用量具的使用方法 相关知识 一、游标卡尺 游标卡尺是一种比较精密的量具。 其结构比较简单, 可以直接测量出工件的内径、 外径、 长度和深度等。游标卡尺按游标读数值可分为 0.01mm、0.02nnm、0.05mm 三个精度等级。 按测量尺寸范围有 0~125mm、0~150mm、0~200mm、0~ 300mm等多种规格。使用时, 根据零件精度要求及零件尺寸大小进行选择。 游标卡尺由尺身和游标 (副尺 )两部分组成。图 1-13 所示的游标卡尺的测量尺寸范围 为 0~150 mm,游标读数值为 0.02mm。尺身上每小格为 1mm,当两卡爪贴合 (尺身与游标 的零线重合 )时,游标上的 50格正好等于尺身上的 49mm。游标上每格长度为 49mm÷50= 0.98mm。尺身与游标每格相差: 1mm - 0.98mm=0.0
内容介绍
《机械加工常用量具量仪数据速查手册》的主要内容是:本手册全面、系统地介绍了机械行业最基本、最实用的量具和量仪型式、技术要求、检验方法等技术数据。主要包括卡尺、千分尺、百分表、量规、直尺和角尺、内径比较仪、齿轮测量仪、扭簧比较仪、位称测量系统、水平仪等多种量具和量仪。本手册可供机械行业从事机械加工、检验、量具和量仪研发、制造、使用与维修的技术人员和工人使用,也可供高等院校机械类专业师生参考。
机械加工常用量具,量仪数据速查手册图书信息
书 名: 机械加工常用量具、量仪数据速查手册
作 者:王健石
出版社: 机械工业出版社
出版时间: 2010年10月1日
ISBN: 9787111315520
开本: 16开
定价: 68.00元
《机械加工常用量具、量仪数据速查手册(第2版)》全面、系统地介绍了机械行业最基本、最实用的量具和量仪形式、技术要求、检验方法等技术数据。本手册共10章,包括卡尺;千分尺;指示表、百分表;量规;平尺、卷尺、直尺、角尺、塞尺;内径比较仪、气动量仪、滚刀测量仪、圆柱度测量仪;齿轮测量仪;扭簧比较仪、位移测量系统;水平仪、测高仪、刀具预调测量仪、表面粗糙度比较样块;量具、量仪检定规程。本手册可供机械行业从事机械设计、加工、检验、量具和量仪研发、制造、使用与维修、技术管理与图书标准化等技术人员和工人使用,也可供高等院校机械类广大师生参考。
机械加工常用量具量仪数据速查手册相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 云南2020年07月(5-7月)水泵信息价数据包
- 支持群体设计的工程数据库管理系统的结构及实现
- 云南璟成工程项目管理有限公司-招投标数据分析报告
- 有关建设工程施工安全涉及常用法律法规标准规范清单
- 一拖一水泵智能保护水位有线无线控制配电箱使用手册
- 制定机械加工劳动定额切削用量时间标准若干问题
- 中国水利水电地下工程数据统计
- 中共XX市纪委驻市委组织部纪检组工作手册
- 中国国际城市市政工程机械建筑机械及施工车辆展览会
- 中国农业机械学会
- 在线期刊——制冷空调与电力机械竞争的新着力点
- 云计算技术在计算机数据处理中的应用分析与发展对策
- 中国林业机械协会关于向社会推荐木工机械产品的通知
- 云南2020年07月(5-7月)板材信息价数据包
- 以项目为导向实施机械测量技术课程教学改革
- 云计算、大数据在水利档案管理系统建设中应用的构想
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
上海地铁维护保障有限公司通号分公司
拆边机
甘肃中维国际招标有限公司
大山槟榔
舌花雏菊
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
华润燃气(上海)有限公司
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
苏州弘创招投标代理有限公司