角铁弯圆机制作工艺
上下封盖:下料--液压机成型--冲床冲孔--修边--上盖内孔卷边
设备包括:纵横两用缝焊机:该机采用电脑脉冲、气压焊接工艺,可焊直缝和圆周,焊点不变色,不破坏不锈钢板材质,焊处牢固,不漏气不漏水,焊接质量稳定,使用寿命长。
桶身滚筋机:该机主要用于不锈钢水塔桶身滚筋,起筋尺寸可调,可从水塔两头压筋,增强水塔桶身的强度。
角铁弯圆机:该机可弯角钢和圆管,(弯圆管需换轮子),弯圆速度快,成型美观,用于制作不锈钢水塔底座。
单筋滚筋机:该机用于水塔桶身与上下盖加强筋。
操作步骤:先是桶身下料,搭接在轨道式点焊机上移动焊头进行焊接固定,接着放到缝焊机上进行直缝焊,这样桶身就做好了,其次是底盖与桶身之间的链接,还是放入轨道式点焊机上进行点焊固定,接着放入缝焊机上进行环缝焊接,最后就是上盖与桶身的链接,同上一样将上盖的内孔套入轨道式点焊机侧边的电极臂上,在桶身套入上盖,进行点焊固定,接着放入缝焊机上进行环缝焊。这样水塔的制作接近尾声,剩下底座的制作了,底座的制作主用利用弯圆机,循环来回重复,直到角铁或者方管成圆形为止,电焊机焊接住3个三角形底角,高度量定。这样底座和水塔都制作成功了。
角铁弯圆机造价信息
卷制法兰盘最小直径 |
2.5号角钢为≥300mm |
4号角钢为≥400mm |
5号角钢为≥750mm |
扁钢 3×30内径为≥260mm |
扁钢4×40内径为≥400mm |
下辊线速度1.8 m/min |
配用电机 3Kw |
外形尺寸 600×520×1150mm |
重 量 480Kg |
角铁弯圆机制作工艺常见问题
-
一般而言铁壶制作过程大概为:(一)、设计及构图;(二)、木型制作;(三)壶嘴与盖钮等种物制作;(四)、铸型制作;(五)、铸造及注汤;(六)、取出及脱砂等;(七)、上色、装上提把。
-
钕铁硼磁性材料,作为稀土永磁材料发展的最新结果,由于其优异的磁性能而被称为“磁王”。钕铁硼磁性材料是钕,氧化铁等的合金。又称磁钢。钕铁硼具有极高的磁能积和矫力,同时高能量密度的优点使钕铁硼永磁材料在现...
-
以仓储货架为例层板工艺 1.下料(裁切) 版面料 封头料 加筋----2.折弯)版面弯折 封头弯折 加筋滚压 3.组装 点焊4 喷塑 5包装横梁工艺 1.下料 横梁P切割 2 磷化 3,挂件材料...
角铁弯圆机制作工艺文献

 弯管制作工艺
弯管制作工艺
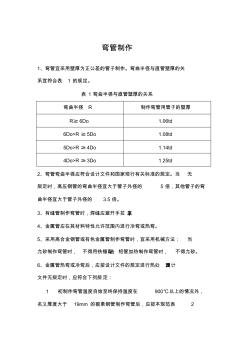
弯管制作 1、弯管宜采用壁厚为正公差的管子制作。弯曲半径与直管壁厚的关 系宜符合表 1 的规定。 表 1 弯曲半径与直管壁厚的关系 弯曲半径 R 制作弯管用管子的壁厚 R≥ 6Do 1.06td 6Do>R ≥ 5Do 1.08td 5Do>R ≥ 4Do 1.14td 4Do>R ≥ 3Do 1.25td 2、弯管弯曲半径应符合设计文件和国家现行有关标准的规定。当 无 规定时,高压钢管的弯曲半径宜大于管子外径的 5 倍,其他管子的弯 曲半径宜大于管子外径的 3.5 倍。 3、有缝管制作弯管时,焊缝应避开手拉 (压)区。 4、金属管应在其材料特性允许范围内进行冷弯或热弯。 5、采用高合金钢管或有色金属管制作弯管时,宜采用机械方法; 当 允砂制作弯管时, 不得用铁锤敲击。 铅管加热制作弯管时, 不得允砂。 6、金属管热弯或冷弯后,应按设计文件的规定进行热处 理。当设计 文件无规定时,
 钢管冷弯制作工艺探究
钢管冷弯制作工艺探究
通过分析钢结构建筑工程中常用普通低碳钢管壁厚度、力学性能及含S夹杂物等相关因素对钢管冷弯性能的影响,对诸多工程大跨度桁架主弦杆的弯制工艺采取合理的技术措施,制定出弯管制作方案,通过计算机对弯钢管模型进行实体放样、对弯管机器模板进行精确调试,以达到设计要求的尺寸精度。
角铁弯圆机相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 离子交换剂
- 洁净室工程装修标准
- 3-氧代戊酸甲脂
- 废水离子交换处理法
- 2-氯-3-羟基丙酸甲脂
- 废水离心分离处理法
- 消失模铸造工艺
- 2-氨基噻唑-4-甲酸甲脂
- 三角形中心
- 镀锌角钢
- 拆移式模板
- MMA甲基丙烯酸甲脂
- 纳孔材料进展
- 顺-11-十八碳烯酸甲脂
- 小压路机
- 方沸石
- 张峰水库2号倒虹预应力钢筒混凝土管道安装施工工艺
- 圆管方管角铝槽铝(20200929163753)
- 无机材料工艺学课程改革探索
- 政府与社会资本合作(PPP)项目风险分担机制
- 圆钢管通用规格表(20201009124910)
- 圆形截面钢筋混凝土受弯构件正截面承载力的简化计算
- 圆CFRP-钢管混凝土轴压短柱荷载-变形关系分析
- 异构分布式防火墙与入侵检测联动构架的通信机制
- 整体式抛填侧向爆破施工工艺在爆破挤淤施工中的应用
- 圆筒仓方筒仓液压滑模施工中倾斜与扭转的特征及对策
- 圆形钢筋混凝土截面大偏压构件正截面承载力的简算法
- 圆管涵、盖板涵分项工程质量检验评定表共99页文档
- 在国土资源部全面推进地质找矿新机制座谈会上的致辞
- 圆木与方板材、圆木与锯材、方板材与锯材三间关系图
- 圆钢管通用规格表(20201009124907)
- 整体式先张法预应力混凝土复合圆管涵洞的结构及安装
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
华润燃气(上海)有限公司
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
苏州弘创招投标代理有限公司