金属材料焊接工艺
《金属材料焊接工艺》是2007年化学工业出版社出版的图书,作者是雷玉成、陈希章、朱强。
金属材料焊接工艺基本信息
| 书 名 | 金属材料焊接工艺 | 作 者 | 雷玉成、陈希章、朱强 |
|---|---|---|---|
| ISBN | 978-7-122-00960-9 | 页 数 | 224 |
| 出版社 | 化学工业出版社 | 出版时间 | 2007年 |
| 装 帧 | 平装 | 开 本 | 16 |
第一章 绪论
一、焊接成形技术的特点
二、焊接方法及其在现代工业中的应用
第二章 电弧焊
第一节 焊接电弧
一、电弧的形成和组成区域
二、电弧气氛对电弧的影响
三、焊接电弧的静特性
四、焊接电弧力
第二节 电弧焊电源
一、电源的分类
二、各种弧焊电源的特点和应用
三、对弧焊电源的基本要求
第三节 焊条电弧焊
一、概述
二、焊条电弧焊电弧的特性
三、焊条电弧焊基础
四、焊接工艺参数
五、焊条电弧焊常见的缺陷及防止措施
第四节 钨极氩弧焊
一、概述
二、电极材料的选择
三、电流种类和极性的选择
四、钨极氩弧焊工艺
五、脉冲钨极氩弧焊
第五节 熔化极氩弧焊
一、概述
二、熔化极氩弧焊的熔滴过渡
三、混合气体的选择及应用
四、熔化极氩弧焊工艺参数
五、脉冲熔化极氩弧焊
第六节 埋弧焊
一、概述
二、埋弧焊的冶金特点
三、埋弧自动焊工艺
四、焊接工艺参数及焊接技术
五、主要缺陷及其防止
第七节 CO2气体保护电弧焊
一、概述
二、CO2气体保护焊的冶金特点
三、CO2气体保护焊的熔滴过渡形式及规范参数的选择
四、减少C02气体保护焊飞溅的措施
第三章 电阻焊
第一节 电阻焊的加热
一、电阻焊的热源及其特点
二、点焊时的电阻及加热
三、对焊时的电阻及加热
第二节 点焊
一、概述
二、点焊过程分析
三、点焊规范参数及其相互关系
四、点焊时的分流
五、特殊情况的点焊工艺
第三节 电阻对焊和闪光对焊
一、电阻对焊
二、闪光对焊
三、典型零件的对焊
第四节 高频对接缝焊
一、概述
二、高频对接缝焊焊接参数及选择
三、常用金属的高频纵缝焊接
四、高频螺旋缝焊管
第四章 高能密度焊
第一节 激光焊
一、激光焊原理、特点、应用范围及分类
二、激光焊设备
三、激光焊工艺参数
四、常用金属材料的激光焊
第二节 电子束焊
一、概述
二、电子束焊接原理
三、电子束焊接设备
四、电子束焊接工艺
五、电子束焊接的应用
六、安全防护
第三节 等离子弧焊接
一、等离子弧的形成及应用特
二、等离子弧焊接特点
三、等离子弧焊工艺
四、焊接缺陷
五、铝合金穿孔型等离子弧立焊
第五章 其他焊接方法
第一节 扩散焊
一、概述
二、扩散焊原理
三、扩散焊工艺
第二节 摩擦焊
一、摩擦焊原理及特点
二、摩擦焊接过程分析
三、摩擦焊焊接规范
四、影响材料摩擦焊接性的因素
五、摩擦焊接头的缺陷及检测
第三节 钎焊
一、钎焊原理
二、钎焊材料
三、钎焊工艺
第四节 超声波焊接
一、概述
二、焊接设备
三、接头性能及接头设计
四、焊接工艺
第六章 常用金属材料焊接性
第一节 金属材料的焊接性
一、金属焊接性概念
二、焊接性的试验
第二节 合金结构钢的焊接性
一、热轧及正火钢的焊接性
二、调质钢的焊接性
第三节 不锈钢及耐热钢的焊接性
一、焊接接头晶间腐蚀
二、焊接接头的热裂纹及应力腐蚀开裂
三、奥氏体钢焊缝的脆化
四、奥氏体钢的焊接工艺
五、耐热钢的焊接性
第四节 有色金属的焊接性
一、铝及其合金的焊接性
二、钛及钛合金的焊接性
三、铜及铜合金的焊接性
第五节 复合材料的焊接
一、复合钢的焊接
二、铝基复合材料的焊接
参考文献
金属材料焊接工艺造价信息
本书系统阐述了各种电弧焊、电阻焊、高能密度焊及其他常用焊接方法的基本原理、焊接工艺及其规范参数的选择和优化,并介绍了钢和各种有色金属及复合材料的焊接特性、焊接方法、焊接材料的选择。
本书为高等工业学校材料成形与控制工程专业、材料加工工程专业的通用教材,亦可供从事焊接工程领域工作的技术人员参考。
金属材料焊接工艺常见问题
-
焊接和切割已经融入现代工业生产的各个领域。 首先为基础建设服务;先进的焊接和切割工艺其次为开发新能源与新技术的发展提供支撑;最后提高的资源的再利用率。 具体体现为一下方面 1 桥梁结构的焊接,设备制造...
-
0.8mm,母材是是么材料?这种薄板主要要就是控制热输入量防止过热烧穿,估计力学要性能要求不高,推荐等离子焊,使用非转移式或联合式电弧,可以把电流调的很小甚至可以控制在1A一下,再就是Ar弧焊,电流大...
金属材料焊接工艺文献

 熔焊原理及金属材料焊接
熔焊原理及金属材料焊接
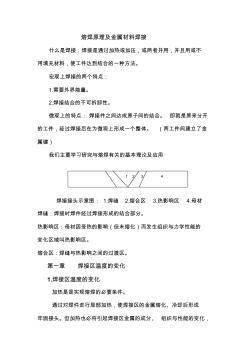
熔焊原理及金属材料焊接 什么是焊接:焊接是通过加热或加压,或两者并用,并且用或不 用填充材料,使工件达到结合的一种方法。 宏观上焊接的两个特点: 1.需要外界能量。 2.焊接结合的不可拆卸性。 微观上的特点: 焊接件之间达成原子间的结合。 即就是原来分开 的工件,经过焊接后在为微观上形成一个整体。 (两工件间建立了金 属键) 我们主要学习研究与熔焊有关的基本理论及应用 焊接接头示意图: 1.焊缝 2.熔合区 3.热影响区 4.母材 焊缝:焊接时焊件经过焊接形成的结合部分。 热影响区:母材因受热的影响(但未熔化)而发生组织与力学性能的 变化区域叫热影响区。 熔合区:焊缝与热影响之间的过渡区。 第一章 焊接区温度的变化 1.焊接区温度的变化 加热是是实现熔焊的必要条件。 通过对焊件进行局部加热,使焊接区的金属熔化、冷却后形成 牢固接头。但加热也必将引起焊接区金属的成分、 组织与性能的变化, 1
 《熔焊原理及金属材料焊接》教案
《熔焊原理及金属材料焊接》教案
1 《熔焊原理及金属材料焊接》 教案 一、 教材 《熔焊原理及金属材料焊接》 二、 教学对象 新高职焊接专业的学生 三、 教案试讲内容: 第七章第三节《低碳调质钢的焊接》中 的(二)低碳调质钢的焊接性分析 本节课主要内容:详细分析了低碳调质钢的焊接性,为制 定该钢种的焊接工艺提供了依据。 四、本节课的教学目的及要求: 1 .掌握该钢种焊接接头对各种焊接缺陷的敏感性和防止措 施; 2.掌握该钢种焊接热影响区性能下降的原因和防止措施。 五、本节课的重点、难点: 重点: 冷裂纹产生原因及防止措施,热影响区脆化机理及 防止措施。 难点:热影响区脆化机理及防止措施。 六、本节课的教学时间: 30分钟 七、教学方法:讲授法 八、教学过程: (一) 复习旧课: 提问:什么是焊接性?答案(略) (二) 导入新课: 2 三峡工程压力钢管下平段及蜗壳的焊接安装选用日本 NKK 公司生产的 NK一
本书主要讲授常用金属材料的焊接性,及如何根据金属材料的焊接性选择焊接方法、焊接材料、预热、后热及其他焊接工艺措施等。全书共分七个单元,包括金属材料焊接性及分析试验方法、非合金钢(碳钢)及其焊接工艺、合金结构钢及其焊接工艺、不锈钢及其焊接工艺、耐热钢及其焊接工艺、铸铁及其焊接工艺和非铁金属材料(有色金属)及其焊接工艺。本教材内容旨在突出高职高专教育特点,理论知识深度适宜、降低难度、注重工程实用性;论述中以实际应用为着眼点,不做纯学术理论的探讨;在编写上考虑了教学规律与教学实践方面的要求,编写模式新颖,将需要掌握的知识点进行分解,按单元、综合知识模块、能力知识点作为层次安排编写,每单元首安排有“学习目标”,单元末安排有 “综合训练”,“综合训练”兼顾了焊工考证的考点内容,以满足“双证制”教学需要。为便于教学,本书配备了电子教案和部分习题答案。本书可作为高职、高专、各类成人教育焊接专业教材或培训用书,也可供有关技术人员参考。
第2版前言
第1版前言
绪论 1
第一单元金属材料焊接性及其试验方法 4
模块一金属材料的焊接性 4
一、金属材料焊接性的概念 4
二、金属材料焊接性的影响因素 5
模块二金属材料焊接性的评定内容与试验方法 7
一、金属材料焊接性的评定内容 7
二、金属材料焊接性试验方法的种类 8
模块三金属材料焊接性的评定与试验 9
一、金属材料焊接性的分析与评定方法 9
二、金属材料焊接性试验方法 11
【综合训练】 17
第二单元非合金钢(碳钢)及其焊接工艺 19
模块一钢材分类与非合金钢 19
一、钢材分类 19
二、非合金钢 20
模块二低碳钢的焊接 20
一、低碳钢的成分特点与焊接性 20
二、低碳钢的焊接工艺要点 21
三、低碳钢焊接生产案例 22
模块三中碳钢的焊接 一25
一、中碳钢的成分特点与焊接性 25
二、中碳钢的焊接工艺要点 25
三、中碳钢焊接生产案例 26
模块四高碳钢的焊接 一27
一、高碳钢的成分特点与焊接性 27
二、高碳钢的焊接工艺要点 一27
三、高碳钢焊接生产案例 "28
【综合训练】 29
第三单元低合金钢及其焊接工艺 31
模块一低合金钢概述 31
一、低合金钢中的合金元素 31
二、低合金钢的分类 32
三、低合金高强度钢的性能及应用 33
模块二热轧及正火钢的焊接 33
一、热轧及正火钢的成分和性能. 33
二、热轧及正火钢的焊接性 35
三、热轧及正火钢的焊接工艺要点 37
四、热轧及正火钢焊接生产案例-Q345R热轧钢制液化石油气球罐的焊接 40
模块三低碳调质钢的焊接 41
一、低碳调质钢的成分和性能 41
二、低碳调质钢的焊接性 43
三、低碳调质钢的焊接工艺要点. 44
四、低碳调质钢焊接生产案例-15 MnMoVN球形高压容器的环缝焊接 47
模块四中碳调质钢的焊接 48
一、中碳调质钢的成分和性能 48
二、中碳调质钢的焊接性 50
三、中碳调质钢的焊接工艺要点. 52
四、中碳调质钢焊接生产案例-42CrMo水轮机法兰轴的焊接 55
模块五低温钢的焊接 56
一、低温钢的分类、成分和性能. 57
二、低温钢的焊接性 59
三、低温钢的焊接工艺要点 60
四、低温钢焊接生产案例-16MnDR储气罐的焊接 61
【综合训练】 62
第四单元不锈钢及其焊接工艺 65
模块一不锈钢的类型和性能 65
一、不锈钢的类型及成分 65
二、不锈钢的性能 70
模块二奥氏体型不锈钢的焊接 73
一、奥氏体型不锈钢的焊接性 73
二、奥氏体型不锈钢的焊接工艺要点 78
三、奥氏体型不锈钢焊接生产案例-18 -8型不锈钢的焊接 82
模块三铁素体型不锈钢的焊接 85
一、铁素体型不锈钢的焊接性 85
二、铁素体型不锈钢的焊接工艺要点 87
三、铁素体型不锈钢焊接生产案例 87
模块四马氏体型不锈钢的焊接 90
一、马氏体型不锈钢的焊接性 90
二、马氏体型不锈钢的焊接工艺要点 91
三、马氏体型不锈钢焊接生产案例 93
【综合训练】 94
第五单元耐热钢及其焊接工艺 96
模块一耐热钢的类型和性能 96
一、耐热钢的类型 96
二、耐热钢的性能 97
三、对耐热钢焊接接头性能的基本要求 97
模块二低、中合金耐热钢的焊接. 98
一、低合金耐热钢的成分与性能特点 98
二、低合金耐热钢的焊接性 99
三、低、中合金耐热钢的焊接工艺要点 101
四、耐热钢焊接生产案例 104
模块三高合金耐热钢的焊接 106
一、高合金耐热钢的焊接性 106
二、高合金耐热钢的焊接工艺要点 108
三、高合金耐热钢焊接生产案例 112
模块四珠光体钢与奥氏体型不锈钢的焊接 113
一、珠光体钢与奥氏体型不锈钢的焊接性 113
二、珠光体钢与奥氏体型不锈钢的焊接工艺要点 115
三、复合钢板的焊接特点 116
四、复合钢板焊接生产案例 119
【综合训练】 122
第六单元铸铁及其焊接工艺124
模块一铸铁的类型与性能 124
一、铸铁的种类及成分特点 124
二、铸铁的组织及性能 125
模块二灰铸铁的焊接 127
一、灰铸铁的焊接性 127
二、灰铸铁的焊接工艺要点 131
模块三球墨铸铁的焊接 140
一、球墨铸铁的焊接性 140
二、球墨铸铁的焊接工艺要点 140
【综合训练】 143
第七单元非铁金属材料及其焊接工艺145
模块一铝及铝合金的焊接 145
一、铝及铝合金的类型及性能特点 145
二、铝及铝合金的焊接性 154
四、铝及铝合金焊接生产案例-4m3纯铝容器的焊接 161
模块二铜及铜合金的焊接 162
一、铜及铜合金的类型与性能特点 162
二、铜及铜合金的焊接性 164
三、铜及铜合金的焊接工艺要点 166
四、铜及铜合金焊接生产案例--变压器调整机构铸铜件机头焊补 172
模块三钛及钛合金的焊接 173
一、钛及钛合金的类型与性能特点 173
二、钛及钛合金的焊接性 175
三、钛及钛合金的焊接工艺要点 176
四、钛及钛合金焊接生产案例-35mm钛制加热器的焊接 180
【综合训练】 181
附录A非合金钢及细晶粒钢焊条(摘自GB/T 5117-2012) 183
附录B不锈钢焊条(摘自GB/T 983-2012) 188
附录C热强钢焊条(摘自GB/T 5118-2012) 195
参考文献 20l 2100433B
焊接工艺是保证焊接质量的重要措施,它能确认为各种焊接接头编制的焊接工艺指导书的正确性和合理性。通过焊接工艺评定,检验按拟订的焊接工艺指导书焊制的焊接接头的使用性能是否符合设计要求,并为正式制定焊接工艺指导书或焊接工艺卡提供可靠的依据。
金属材料焊接工艺相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 金属材料疲劳裂纹扩展速率试验方法
- 金属材料表面技术原理与工艺
- 金属材料试验机
- 金属材料质量检测专业
- 金属材料轴向等幅低循环疲劳试验方法
- 金属材热处理工
- 金属板平台胶印机
- 金属板平版印刷机
- 金属板材成型CAE分析及应用:Dynaform程应用
- 金属构件失效分析
- 金属橡胶材料及工程应用
- 金属氧化物有序纳米结构阵列在染料电池中的应用
- 金属氧化物纳米结构材料对OLED载流子注入与平衡的调控
- 金属油墨
- 金属波纹管机械密封
- 金属注射成型
- 张峰水库2号倒虹预应力钢筒混凝土管道安装施工工艺
- 无机材料工艺学课程改革探索
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 整体式抛填侧向爆破施工工艺在爆破挤淤施工中的应用
- 以浸没式超滤膜为核心的短流程净水工艺的应用与思考
- 振弦式钢筋计在预应力管桩成桩过程中的安装工艺
- 中国工程建设焊接协会全国优秀焊接工程
- 金属材料工程专业实习及就业基地建设
- 应用技术大学转型背景下金属材料工程专业的课程改革
- 在冰灾抢修特殊条件下的OPGW和ADSS施工工艺
- 制作质量对塔式起重机结构件焊接节点疲劳性能的影响
- 各种金属材料特点
- 改进型BAF水处理及回用装置节能工艺与投资效益分析
- 工艺场站及阀室地上管道及设备外防腐层材料技术规格书
- 工程陶瓷超精加工工艺参数对表面粗糙度影响实验
- 公路工程施工、桥涵施工工艺大全造桥机造桥工艺流程
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
拆边机
广西北缆电缆有限公司
大山槟榔
上海地铁维护保障有限公司通号分公司
舌花雏菊
甘肃中维国际招标有限公司
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
苏州弘创招投标代理有限公司