简明焊接材料选用手册
《简明焊接材料选用手册》是2012年机械工业出版社出版的图书,作者是张子荣。

简明焊接材料选用手册基本信息
| 书 名 | 简明焊接材料选用手册 | 作 者 | 张子荣 |
|---|---|---|---|
| ISBN | 9787111362982 | 定 价 | 58.00 |
| 出版社 | 机械工业出版社 | 出版时间 | 2012年1月 |
| 字 数 | 735000 | ||
本书是一部系统介绍焊条,焊丝与焊剂,焊接用气体及其他材料,钎料与钎剂及热喷涂材料等各类焊接材料的型号、牌号、化学成分、性能和特点及其选用的工具书。作为手册本书突出了实用性和可靠性。修订后的第3版所列数据资料取自最新现行国家标准、行业标准和生产实践,也吸纳了部分国际标准或外国的有关标准。
简明焊接材料选用手册造价信息
第3版前言
第2版前言
第1版前言
第一章焊条1
第一节焊条的分类、性能及用途1
一、焊条的发展概况1
二、焊条的组成及作用3
三、对焊条的基本要求4
四、焊条的分类10
五、焊条型号的分类及编制方法10
六、焊条牌号的分类及表示方法26
七、焊条型号与牌号的对照42
八、结构钢焊条的主要性能及用途42
九、钼及铬钼耐热钢焊条的主要性能及用途57
十、低温钢焊条的性能及用途57
十一、不锈钢焊条的性能及用途57
十二、堆焊焊条的性能及用途70
十三、铸铁焊条的性能及用途107
十四、镍及镍合金焊条的性能及用途107
十五、铜及铜合金焊条的性能及用途107
十六、铝及铝合金焊条的性能及用途119
十七、特殊用途焊条的性能及用途119
十八、新研发的焊条——承压设备用焊条及耐火
钢用焊条119
第二节焊接材料的管理127
一、焊接材料的采购及验收127
二、焊接材料的入库及保管128
三、生产过程中的管理129
第三节焊条的选用132
一、焊条选用的基本原则132
二、焊接碳钢时焊条的选用135
三、焊接低合金高强钢时焊条的选用141
四、焊接低合金耐腐蚀钢时焊条的选用144
五、焊接低温用钢时焊条的选用157
六、焊接耐热钢时焊条的选用159
七、焊接不锈钢时焊条的选用165
八、焊接9Ni钢时焊条的选用186
九、焊接奥氏体型高锰钢时焊条的选用186
十、堆焊时焊条的选用188
十一、焊接镍及镍合金时焊条的选用219
十二、焊接异种钢时焊条的选用225
第二章焊丝与焊剂246
第一节焊丝247
一、焊丝的分类247
二、实芯焊丝的牌号、型号及化学成分247
三、药芯焊丝的型号、牌号及性能317
四、对焊丝的技术要求359
第二节埋弧焊及电渣焊用焊剂380
一、焊剂的分类380
二、焊剂的型号380
三、焊剂的牌号385
四、常用焊剂的组成成分及用途390
五、对焊剂的基本要求390
第三节埋弧焊用焊剂及焊丝的选用410
一、焊剂与焊丝的选配原则410
二、低碳钢埋弧焊时焊剂及焊丝的选用410
三、低合金高强钢埋弧焊时焊剂及焊丝的选用413
四、低温钢、耐候钢埋弧焊时焊剂及焊丝的选用417
五、耐热钢埋弧焊时焊剂及焊丝的选用419
六、不锈钢埋弧焊时焊剂及焊丝的选用421
七、其他高合金钢埋弧焊时焊剂及焊丝的选用431
八、镍基耐蚀合金埋弧焊时焊剂及焊丝的选用432
九、铜及铜合金埋弧焊时焊剂及焊丝的选用436
第四节电渣焊用焊剂及焊丝的选用438
一、电渣焊用焊剂438
二、电渣焊时焊剂及焊丝的选用442
第五节气体保护焊焊接材料的选用442
一、碳钢和低合金钢气体保护焊时焊接材料的选用443
二、耐热钢气体保护焊时焊接材料的选用450
三、不锈钢气体保护焊时焊接材料的选用450
四、其他高合金钢气体保护焊时焊接材料的选用454
五、高温合金气体保护焊时焊接材料的选用465
六、镍基耐蚀合金气体保护焊时焊接材料的选用476
七、铜及铜合金气体保护焊时焊接材料的选用482
八、铝及铝合金气体保护焊时焊接材料的选用487
九、镁合金气体保护焊时焊接材料的选用496
十、钛及钛合金气体保护焊时焊接材料的选用497
十一、异种金属气体保护焊时焊接材料的选用502
第六节堆焊焊丝及焊带的选用516
一、堆焊用焊丝520
二、堆焊用焊带520
三、堆焊材料的选用520
第七节气焊焊丝与熔剂的选用531
一、气焊焊丝的选用532
二、气焊熔剂的选用532
第三章焊接用气体及其他材料534
第一节焊接用气体的基本性质及技术要求534
一、氩气(Ar)534
二、氦气(He)536
三、二氧化碳气体(CO2)537
四、氧气(O2)538
五、可燃气体539
六、氮气(N2)542
第二节焊接用气体的选用542
一、焊接方法与气体的选用543
二、被焊材料与保护性气体的选用544
第三节钨极(不熔化电极)的选用551
一、钨极的性能与分类551
二、钨极的化学成分、分类标记及选用551
第四节活性焊接法及表面活性焊接材料
(A"para" label-module="para">
一、活性剂的发展及应用情况554
二、碳钢A"_blank" href="/item/表面活性剂/5032610" data-lemmaid="5032610">表面活性剂554
三、不锈钢A"para" label-module="para">
四、铝合金A"para" label-module="para">
五、其他活性焊接法561
第四章钎料与钎剂563
第一节钎料的分类与编号563
一、钎料的基本要求563
二、钎料的分类564
三、钎料的型号和牌号的表示方法566
第二节钎料568
一、软钎料568
二、硬钎料589
三、膏状钎料630
四、非晶态钎料635
第三节钎剂638
一、钎剂的作用及其应具备的条件638
二、钎剂的分类639
三、软钎剂的成分及性能641
四、硬钎剂的成分及性能649
五、铝用钎剂的成分及性能653
六、气体钎剂659
第四节钎料与钎剂的选用665
一、钎焊碳钢、低合金钢时钎料与钎剂的选用666
二、钎焊不锈钢时钎料及钎剂的选用667
三、钎焊工具钢、硬质合金时钎料及钎剂的选用669
四、钎焊高温合金时钎料的选用669
五、钎焊铸铁时钎料及钎剂的选用676
六、钎焊铜及铜合金时钎料与钎剂的选用676
七、钎焊铝及铝合金时钎料与钎剂的选用682
八、钎焊钛及钛合金时钎料与钎剂的选用688
九、钎焊镁及镁合金时钎料与钎剂的选用688
十、钎焊锆及锆合金时钎焊材料的选用691
十一、钎焊难熔金属时钎焊材料的选用693
十二、钎焊稀有贵金属时钎焊材料的选用698
十三、钎焊非金属时钎焊材料的选用703
十四、钎焊异种金属时钎焊材料的选用708
第五章热喷涂材料712
第一节热喷涂的分类、机理及技术特点712
一、热喷涂的分类712
二、热喷涂的机理及技术特点715
第二节热喷涂材料的选用715
一、热喷涂材料的分类715
二、热喷涂材料的牌号717
三、热喷涂材料的选用原则723
四、热喷涂丝(棒)材的选用724
五、热喷涂粉末的化学成分、特性及用途724
附录764
附录A国内外主要焊接材料标准对照表764
附录B国内外常用焊条型号对照表777
附录C国内外常用焊丝型号对照表783
附录D国内外常用钎料型号对照表792
参考文献8042100433B
本书内容新、覆盖面全、编纂系统、表述简明、查阅方便,是焊接结构设计、工艺编制和现场施工工程技术人员必备的工具书。
简明焊接材料选用手册常见问题
-
焊接材料是指根据焊接方法及设备的要求所规定使用的材料,它主要包括焊条、焊丝,焊剂及焊接气体等。 焊接材料是根据焊接方法来选用的,比如焊条电孤焊只能选用电焊条;埋孤焊用焊丝和焊剂等等。
-
钢结构工程焊接材料选择一般规定: 1、焊接材料的品种、规格、性能等应符合国家现行有关产品标准和设计要求,焊条、焊丝、焊剂、电渣焊熔嘴等焊接材料应与设计选用的钢材相匹配,且应符合现行国家标准《钢...
-
现在焊接行业发展迅速,主要分为氩焊、CO2焊接、氧切割、电焊。(图为SMT焊接材料千住有铅锡膏)氩焊主要用的焊接材料有:氩焊机(必备) 氩焊枪 (含布套...
第3版前言
第2版前言
第1版前言
第一章焊条1
第一节焊条的分类、性能及用途1
一、焊条的发展概况1
二、焊条的组成及作用3
三、对焊条的基本要求4
四、焊条的分类10
五、焊条型号的分类及编制方法10
六、焊条牌号的分类及表示方法26
七、焊条型号与牌号的对照42
八、结构钢焊条的主要性能及用途42
九、钼及铬钼耐热钢焊条的主要性能及用途57
十、低温钢焊条的性能及用途57
十一、不锈钢焊条的性能及用途57
十二、堆焊焊条的性能及用途70
十三、铸铁焊条的性能及用途107
十四、镍及镍合金焊条的性能及用途107
十五、铜及铜合金焊条的性能及用途107
十六、铝及铝合金焊条的性能及用途119
十七、特殊用途焊条的性能及用途119
十八、新研发的焊条--承压设备用焊条及耐火
钢用焊条119
第二节焊接材料的管理127
一、焊接材料的采购及验收127
二、焊接材料的入库及保管128
三、生产过程中的管理129
第三节焊条的选用132
一、焊条选用的基本原则132
二、焊接碳钢时焊条的选用135
三、焊接低合金高强钢时焊条的选用141
四、焊接低合金耐腐蚀钢时焊条的选用144
五、焊接低温用钢时焊条的选用157
六、焊接耐热钢时焊条的选用159
七、焊接不锈钢时焊条的选用165
八、焊接9Ni钢时焊条的选用186
九、焊接奥氏体型高锰钢时焊条的选用186
十、堆焊时焊条的选用188
十一、焊接镍及镍合金时焊条的选用219
十二、焊接异种钢时焊条的选用225
第二章焊丝与焊剂246
第一节焊丝247
一、焊丝的分类247
二、实芯焊丝的牌号、型号及化学成分247
三、药芯焊丝的型号、牌号及性能317
四、对焊丝的技术要求359
第二节埋弧焊及电渣焊用焊剂380
一、焊剂的分类380
二、焊剂的型号380
三、焊剂的牌号385
四、常用焊剂的组成成分及用途390
五、对焊剂的基本要求390
第三节埋弧焊用焊剂及焊丝的选用410
一、焊剂与焊丝的选配原则410
二、低碳钢埋弧焊时焊剂及焊丝的选用410
三、低合金高强钢埋弧焊时焊剂及焊丝的选用413
四、低温钢、耐候钢埋弧焊时焊剂及焊丝的选用417
五、耐热钢埋弧焊时焊剂及焊丝的选用419
六、不锈钢埋弧焊时焊剂及焊丝的选用421
七、其他高合金钢埋弧焊时焊剂及焊丝的选用431
八、镍基耐蚀合金埋弧焊时焊剂及焊丝的选用432
九、铜及铜合金埋弧焊时焊剂及焊丝的选用436
第四节电渣焊用焊剂及焊丝的选用438
一、电渣焊用焊剂438
二、电渣焊时焊剂及焊丝的选用442
第五节气体保护焊焊接材料的选用442
一、碳钢和低合金钢气体保护焊时焊接材料的选用443
二、耐热钢气体保护焊时焊接材料的选用450
三、不锈钢气体保护焊时焊接材料的选用450
四、其他高合金钢气体保护焊时焊接材料的选用454
五、高温合金气体保护焊时焊接材料的选用465
六、镍基耐蚀合金气体保护焊时焊接材料的选用476
七、铜及铜合金气体保护焊时焊接材料的选用482
八、铝及铝合金气体保护焊时焊接材料的选用487
九、镁合金气体保护焊时焊接材料的选用496
十、钛及钛合金气体保护焊时焊接材料的选用497
十一、异种金属气体保护焊时焊接材料的选用502
第六节堆焊焊丝及焊带的选用516
一、堆焊用焊丝520
二、堆焊用焊带520
三、堆焊材料的选用520
第七节气焊焊丝与熔剂的选用531
一、气焊焊丝的选用532
二、气焊熔剂的选用532
第三章焊接用气体及其他材料534
第一节焊接用气体的基本性质及技术要求534
一、氩气(Ar)534
二、氦气(He)536
三、二氧化碳气体(CO2)537
四、氧气(O2)538
五、可燃气体539
六、氮气(N2)542
第二节焊接用气体的选用542
一、焊接方法与气体的选用543
二、被焊材料与保护性气体的选用544
第三节钨极(不熔化电极)的选用551
一、钨极的性能与分类551
二、钨极的化学成分、分类标记及选用551
第四节活性焊接法及表面活性焊接材料
(A?TIG焊活性剂)553
一、活性剂的发展及应用情况554
二、碳钢A?TIG焊的表面活性剂554
三、不锈钢A?TIG焊的表面活性剂557
四、铝合金A?TIG焊的表面活性剂558
五、其他活性焊接法561
第四章钎料与钎剂563
第一节钎料的分类与编号563
一、钎料的基本要求563
二、钎料的分类564
三、钎料的型号和牌号的表示方法566
第二节钎料568
一、软钎料568
二、硬钎料589
三、膏状钎料630
四、非晶态钎料635
第三节钎剂638
一、钎剂的作用及其应具备的条件638
二、钎剂的分类639
三、软钎剂的成分及性能641
四、硬钎剂的成分及性能649
五、铝用钎剂的成分及性能653
六、气体钎剂659
第四节钎料与钎剂的选用665
一、钎焊碳钢、低合金钢时钎料与钎剂的选用666
二、钎焊不锈钢时钎料及钎剂的选用667
三、钎焊工具钢、硬质合金时钎料及钎剂的选用669
四、钎焊高温合金时钎料的选用669
五、钎焊铸铁时钎料及钎剂的选用676
六、钎焊铜及铜合金时钎料与钎剂的选用676
七、钎焊铝及铝合金时钎料与钎剂的选用682
八、钎焊钛及钛合金时钎料与钎剂的选用688
九、钎焊镁及镁合金时钎料与钎剂的选用688
十、钎焊锆及锆合金时钎焊材料的选用691
十一、钎焊难熔金属时钎焊材料的选用693
十二、钎焊稀有贵金属时钎焊材料的选用698
十三、钎焊非金属时钎焊材料的选用703
十四、钎焊异种金属时钎焊材料的选用708
第五章热喷涂材料712
第一节热喷涂的分类、机理及技术特点712
一、热喷涂的分类712
二、热喷涂的机理及技术特点715
第二节热喷涂材料的选用715
一、热喷涂材料的分类715
二、热喷涂材料的牌号717
三、热喷涂材料的选用原则723
四、热喷涂丝(棒)材的选用724
五、热喷涂粉末的化学成分、特性及用途724
附录764
附录A国内外主要焊接材料标准对照表764
附录B国内外常用焊条型号对照表777
附录C国内外常用焊丝型号对照表783
附录D国内外常用钎料型号对照表792
参考文献804
简明焊接材料选用手册文献

 金属材料选用手册
金属材料选用手册
1 目 次 前言 ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ Ⅱ 1 范围 ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 1 2 选用的基本要求 ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 1 3 常用金属材料的选用 ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 1 3.1 热轧等边角钢( GB/T 9787) ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 1 3.2 热轧不等边角钢( GB/T 9788) ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 2 3.3 碳钢无缝钢管( GB/T 5312) ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 4 3.4 镀锌焊接钢管( GB/T 3091) ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 7 3.5 热轧扁钢( GB/T 704) ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
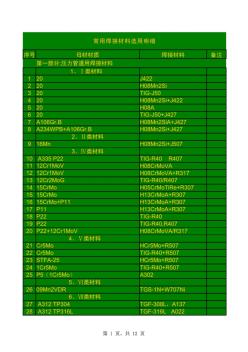 常用焊接材料选用明细
常用焊接材料选用明细
常用焊接材料选用明细
由于简明施工合同适用于工期在12个月内的中小工程施工,是对标准施工合同简化的文本,通常由发包人负责材料和设备的供应,承包人仅承担施工义务,因此合同条款较少。
简明施工合同通用条款包括17条,标题分别为:一般约定;发包人义务;监理人;承包人;施工控制网;工期;工程质量;试验和检验;变更;计量与支付;竣工验收;缺陷责任与保修责任;保险;不可抗力;违约;索赔;争议的解决,共69款。各条中与标准施工合同对应条款规定的管理程序和合同责任相同。
工程测量学是各种大专院校测绘工程专业的一门重要必修课。《简明工程测量学》以作者多年从事工程测量学教学、科研和科技开发的经验和成果为基础,简明系统地讲述工程测量学的理论技术和方法,涵盖工程测量学的全部内容。《简明工程测量学》结构严谨、叙述清楚、观点正确、图表丰富、联系实际且简明易懂,每章给出重点、难点和思考题。《简明工程测量学》配有简明工程测量学习题集、课程设计和实习指导书,有益于该课程的规范化教学。
《简明工程测量学》共14章,包括工程测量学的理论、技术和方法,工程测量控制网,地形图测绘和应用,工程的施工放样,工程的变形监测分析和预报,设备安装测量和工业测量,以及建筑工程测量、线路工程测量、水利和港口工程测量、桥梁和隧道工程测量、城市地下管线探测和矿山测量等典型T程测量。最后对工程测量学的历史、现状和发展进行系统性的归纳和总结。
内容介绍
《简明施工计算手册(精)》由中国建筑工业出版社出版。
2100433B
简明焊接材料选用手册相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 玻璃升降器
- 新型电冰箱故障维修方法200例
- 玻璃钢家具
- 埋弧焊技术快速入门
- 2014中国冰箱,洗衣机产业白皮书
- 玻璃门
- 电冰箱实用检修技术
- 玻璃钢负压风机
- 电冰箱与空调器维修
- 埋弧自动焊焊工培训教材
- 玻璃球
- 金属熔焊基础
- 特种玻璃
- 集成冷丝埋弧焊
- 药芯焊丝
- 电冰箱冷柜维修一本通
- 无机材料工艺学课程改革探索
- 中共XX市纪委驻市委组织部纪检组工作手册
- 无收缩预应力混凝土高性能灌浆材料与应用
- 园林绿化及仿古建筑工程计价宣贯辅导材料
- 建筑防水材料及工程技术研讨会
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 单面涂铝PVC塑料吊顶材料燃烧性能的实验
- 在材料课程教学改革中应用现代教育技术与实践
- 制备质子交换膜燃料电池碳/碳复合材料双极板的方法
- 原材料密度级配碎石水稳层混凝土及沥青砼配合比
- 异种钢焊接接头退火工艺
- 一拖二水泵智能保护水位有线无线控制配电箱使用手册
- 应对政府投资建设项目材料设备采购风险的措施及办法
- 中包联塑包委年会暨塑包材料新技术研讨会
- 乙烯-乙烯醇共聚物(EVOH)和纳米黏土阻隔材料
- 绿化材料运输分项工程质量检验评定表
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
拆边机
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
大山槟榔
上海地铁维护保障有限公司通号分公司
舌花雏菊
甘肃中维国际招标有限公司
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
电梯平层准确度
建设部关于开展城市规划动态监测工作的通知
广州利好来电气有限公司
四川中泽盛世招标代理有限公司