挤出压延法PVC人造革
挤出压延法PVC人造革系采用挤出机将pvc混合料通过挤出模具、双辊压延机挤出压延成膜,然后直接与布基在压力辊下贴合制成的。
挤出压延法PVC人造革基本信息
| 中文名 | 挤出压延法PVC人造革 | 产品类型 | 工业产品 |
|---|
挤出压延法PVC人造革工艺流程示意如图2所示。
挤出压延法PVC人造革造价信息
挤出压延法PVC人造革工艺关键是保证各部分速度的协调,使各部分转速都在300r/min左右。
高速混合机混合温度在90~100℃左右,混料时间20min。双轴混炼挤出机机身温度160℃。Φ150、L/D为15:1的单螺杆挤出机机身温度145℃ , 155℃ , 165℃ , 175℃,机头温度185℃,预热辊70~80℃。压延辊180℃。
挤出压延法PVC人造革主要生产设备
混炼系统有:高速搅拌机、双轴混炼挤出机、单螺杆塑化挤出机,其作用分别为搅拌均匀配方用料、初步混炼塑化和进一步塑化。
主机系统有:布基发送台,预涂糊装置,热烘干装置,预热辊,双辊压延,贴合辊(可压花)。冷却辊、切割机、收卷机。
该生产线主要特点:除压延辊要求表面粗糙度低、硬度大,双轴带交叉装置或中凸等防止由于压延次数少带来产品薄厚不均外,没有较高水平设备。因而投资少,设备投资回收快,占地、耗能也小。该生产线产品适应性强,可生产人造革、地板革、薄膜、夹网膜、壁纸等多种产品。由于混炼设备用挤出机,故配方不宜过多地添加碳酸钙,以防严重磨损螺杆、料筒。
该产品生产周期短、工时占用少、劳动强度小、能耗低.,但产品表面质量低,厚度公差较大,手感也较硬,仅适宜加工较厚的中、低档产品,如兜、包、地板等类用革。
挤出压延法PVC人造革常见问题
-
PVC,是PolyVinyl Chloride的缩写。是一种化工产品,学名叫聚氯乙烯,是一种普通热塑树脂,广泛用于各种产品加工,包括服装、箱包等。由于欧美国家的动物保护主义日盛和真皮制品昂贵的价格和难...
-
pvc人造革厂家首选兮蒙贝儿,专业厂家,行业经验丰富。生产销售各类高、中、低档PVC人造革, 十年行业生产经验,质量好,款式新颖,做工精细,价格又便宜,所以受到消费者的欢迎。
-
pvc人造革厂家首选兮蒙贝儿,专业厂家,行业经验丰富。生产销售各类高、中、低档PVC人造革, 十年行业生产经验,质量好,款式新颖,做工精细,价格又便宜,所以受到消费者的欢迎。
产品所需原料及典型配方见下表所列。
挤出压延法聚氯烯人造革典型配方:
物料名称 配比 物料名称 配比
聚氯乙烯 100 碳酸钙 5~10
邻苯二甲酸二辛酯 30~45 硬脂酸 0.5~2
稳定剂 3~5 颜料适量
挤出压延法PVC人造革执行部标SG 83-75PVC人造革标准。
挤出压延法PVC人造革文献

 PVC人造革参考配方
PVC人造革参考配方
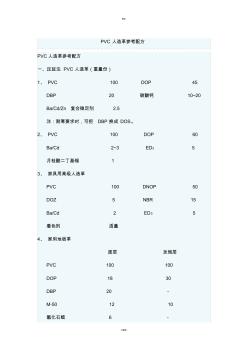
精品 -可编辑 - PVC 人造革参考配方 PVC人造革参考配方 一、压延法 PVC 人造革(重量份) 1、 PVC 100 DOP 45 DBP 20 碳酸钙 10~20 Ba/Cd/Zn 复合稳定剂 2.5 注:耐寒要求时,可把 DBP 换成 DOS。 2、 PVC 100 DOP 60 Ba/Cd 2~3 ED3 5 月桂酸二丁基锡 1 3、 家具用高级人造革 PVC 100 DNOP 50 DOZ 5 NBR 15 Ba/Cd 2 ED3 5 着色剂 适量 4、 家用地板革 面层 发炮层 PVC 100 100 DOP 18 30 DBP 20 - M-50 12 10 氯化石蜡 6 - 精品 -可编辑 - Ba/Cd/Zn 稳定剂 2.0 2.0 硬脂酸钡 1.0 0.8 硬脂酸锌 0.4 - 硬脂酸铝 - 0.8 硬脂酸 0.2 0.8 重钙 5~10 40 AC 发泡剂
 PVC人造革参考配方
PVC人造革参考配方
PVC 人造革参考配方 PVC人造革参考配方 一、压延法 PVC 人造革(重量份) 1、 PVC 100 DOP 45 DBP 20 碳酸钙 10~20 Ba/Cd/Zn复合稳定剂 2.5 注:耐寒要求时,可把 DBP换成 DOS。 2、 PVC 100 DOP 60 Ba/Cd 2~3 ED3 5 月桂酸二丁基锡 1 3、 家具用高级人造革 PVC 100 DNOP 50 DOZ 5 NBR 15 Ba/Cd 2 ED3 5 着色剂 适量 4、 家用地板革 面层 发炮层 PVC 100 100 DOP 18 30 DBP 20 - M-50 12 10 氯化石蜡 6 - Ba/Cd/Zn稳定剂 2.0 2.0 硬脂酸钡 1.0 0.8 硬脂酸锌 0.4 - 硬脂酸铝 - 0.8 硬脂酸 0.2 0.8 重钙 5~10 40 AC 发泡剂 - 5 颜料 - 适量 5、 用于底层、表面处理层
本书共分4章。第1章橡胶压延设备,主要介绍压延机的种类、结构、主要工艺性能参数以及压延作业联动线。第2章橡胶挤出设备,主要介绍挤出机的基本结构与特点、主要部件和技术特征、挤出机的维护和检修。第3章橡胶压延,主要介绍压延的基本原理和工艺,纺织物挂胶、钢丝帘布和纤维帘布以及内衬层的压延工艺及装备,斜交轮胎的压延制造工艺。第4章橡胶挤出,主要介绍挤出的基本原理和工艺,子午线轮胎和斜交轮胎胎面胶和胎侧胶挤出,内胎、胶管以及汽车橡胶密封条的挤出。本书可供橡胶工业从事橡胶制品科研、设计、生产、应用、管理等方面人员使用,也可供高等院校、高职院校、中专学校有关专业的教师、学生阅读和参考。
《橡胶压延与挤出》可供橡胶工业从事橡胶制品科研、设计、生产、应用、管理等方面人员使用,也可供高等院校、高职院校、中专学校有关专业的教师、学生阅读和参考。
第1章压延机
1.1压延机结构种类
1.1.1压延机分类
1.1.2压延机基本结构
1.1.3压延机传动系统
1.1.4 压延机规格表示
1.2压延机主要零部件
1.2.1辊筒
1.2.2辊筒轴承
1.2.3机架
1.2.4辊距调节装置
1.2.5预负荷装置
1.2.6自动测厚装置
1.2.7辊筒轴交叉装置
1.2.8辊筒温度控制系统
1.2.9辊筒轴承润滑系统
1.2.10附属装置
1.3压延作业联动线
1.3.1 XY—4S1730C/XY—F4S1730C压延生产线联动装置
1.3.2全钢载重子午线轮胎内衬层联动装置
1.4压延机主要工艺性能参数
1.4.1工作原理
1.4.2主要工艺性能参数
1.4.3超前系数和生产能力
1.5压延机维护保养
1.5.1纤维压延机的维护保养
1.5.2钢丝压延机的维护保养
参考文献
第2章橡胶挤出设备
2.1概述
2.2挤出机的分类
2.2.1橡胶挤出机按用途分类
2.2.2橡胶挤出机规格、型号表示
2.3挤出机的基本结构与特点
2.3.1结构与特点
2.3.2传动装置
2.3.3布置形式
2.4挤出机的主要部件
2.4.1 机筒
2.4.2螺杆
2.4.3机头和口型
2.4.4传动装置
2.5主要技术特征
2.5.1螺杆直径与长径比
2.5.2螺杆转速
2.5.3挤出压力与轴向力
2.5.4生产能力
2.5.5 功率
2.6安全操作
2.7橡胶挤出机的维护和检修
2.7.1橡胶挤出机的日常维护
2.7.2挤出机定期检查内容
2.7.3橡胶挤出机的检修
2.7.4常见故障处理方法
2.7.5维护检修安全注意事项
参考文献
第3章压延工艺
3.1压延的基本原理
3.1.1胶料在辊筒缝中的受力情况及流动状态
3.1.2压延效应
3.2压延工艺
3.2.1 压片
3.2.2 压型
3.2.3 贴合
3.3纺织物挂胶
3.3.1 贴胶
332擦胶
34钢丝帘布压延工艺及装备
341钢丝挂胶帘布的质量要求
342钢丝帘布压延生产联动线
35纤维帘布压延工艺及装备
351纤维帘布压延生产联动线
352纤维压延机
353纤维帘布压延的影响因素
36钢丝/纤维两用压延工艺及装备
361钢丝/纤维两用压延生产联动线
362压延机与联动装置的技术特点
363两用压延机的优缺点
37内衬层(气密层)压延工艺及装备
371四辊压延法
372挤出压延法
38斜交轮胎的压延制造工艺
381外胎制造工艺流程
382胎体帘帆布压延
参考文献
第4章挤出工艺
41挤出基本原理
411胶料在挤出过程中的流动
42挤出工艺
421热喂料挤出工艺
422冷喂料挤出工艺
423特种挤出工艺
424挤出工艺对挤出的质量的影响
425挤出过程常见的质量问题及解决方法
43子午线轮胎胎面胶挤出
431胎面胶的分块组合形式
432胎面胶复合挤出生产流程
433挤出联动装置对挤出质量的影响
44子午线轮胎胎侧胶及其他型胶部件的挤出
441胎侧胶与其他型胶部件的组合形式
442胎侧胶的复合挤出
443型胶部件的挤出
45斜交轮胎挤出工艺
46轮胎胎面的挤出工艺
461整体挤出工艺
462分层挤出工艺
463挤出工艺条件
47内胎的挤出工艺
471内胎的挤出
472滤胶工艺
48胶管挤出工艺
481胶管挤出工艺
482挤出管坯常见的质量问题及预防措施
49汽车橡胶密封条的挤出工艺
491乘用车密封条的品种和分类
492乘用车密封条典型结构
493乘用车橡胶密封条的生产工艺
494车用密封条的挤出及硫化
参考文献
压延成型是将熔融塑化的热塑性塑料通过两个以上的平行异向旋转辊筒间隙,使溶体受到辊筒挤压延展、拉伸而成为具有一定规格尺寸和符合质量要求的连续片状制品,最后经自然冷却成型的方法。压延软质塑料薄膜时,如果以布、纸或玻璃布作为增强材料,将其随同塑料通过压延机的最后一对辊筒,将粘流态的塑料薄膜紧覆在增强材料上,所得的制品即为人造革或涂层布(纸)的方法。2100433B
挤出压延法PVC人造革相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 重庆渝美鑫实业有限公司
- 成都美鑫塑胶制品有限公司
- 重庆禾之春农业发展有限公司
- 塑料异型材
- 便携式制氧机
- 广西威玻复合材料有限公司
- 涿州市荣安管业有限公司
- 河北泰昌钢管有限公司
- 聚四氟乙烯垫片技术条件
- PVC胶粘带
- 上海嘉柏丽实业有限公司
- 河南博士源建材有限公司
- 江门市卡斯乐建材有限公司
- 展示架展示卡
- 四川省采乐士涂料有限公司
- 河北顺全隆橡塑制品有限公司
- 多逆变器太阳能光伏并网发电系统的组群控制方法
- 有源配电网设备利用率影响因子体系及其价值计算方法
- 有限元法在软土浅埋隧道施工过程的动态模拟中的应用
- 新型基于热力学法的水泵效率数学模型及应用
- 原来这就是辨别冷热水管正确方法商家终于肯说实话了
- 云南省建设工程造价协会优秀工程咨询成果奖评选办法
- 新的基于NGA/PCA和SVM的特征提取方法
- 乙烯基树脂混凝土电解槽的性能及在湿法冶金中的应用
- 应用清单招标与经评审的最低投标价法评标的几点思考
- 定征复合板材粘接层性质的非线性超声兰姆波方法
- 圆形隧道反向曲线隧道中心线两种偏移计算方法的比较
- 杂散电容对交流法微电容测量电路噪声特性影响的分析
- 招标师招标采购法律法规与政策题型分析辅导材料
- 主要用固体工业废渣生产硫铝酸盐水泥熟料的方法
- 中国2010年上海世博会园区管线综合管沟管理办法
- 中华人民共和国大气污染防治法实施细则中英对照资料
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
四川中泽盛世招标代理有限公司