环氧深冷涂料基本信息
| 中文名 | 环氧深冷涂料 | ||
|---|---|---|---|
环氧深冷涂料。pnxy cz-y}coatin}、一种用于低温设备涂装的环氧树脂涂料。由环氧树脂、固化剂、补强剂、颜料、体质颜料、有机浴刘训}L'.而成、包括底层、中间层、表1z:三种配套白}’型产品,按品种不同又分为两组分和一组分包装。该涂料防腐性能优异,机械性能好,附着力强,其底层涂料具有导电性和阴极保护作了}J。is.}涂料具有良好的耐深冷性及耐温变性,配套使用该产品长期耐120一15D}},漆膜完好。主要用于深冷设备及耐猛度性强的设备卜,还用一f低温液化贮罐及空气分离设备涂饰等。
环氧深冷涂料造价信息
环氧深冷涂料常见问题
-
有谁知道耐磨环氧涂料的价格? 包工包料1.5mm厚的75元/m2,带自流平。
-
环氧稀胶料一道也就是基层处理后刷一道环氧封闭漆,套用环氧打底料一道, 0.5~1厚环氧腻子,套用防腐胶泥面层中的环氧稀胶泥,按厚度比例子目乘以系数, 1~1.5厚环氧涂料,只刷环氧树脂涂料达不到要求的...
-
厚浆型环氧漆主要作为厚膜膜涂层,为漆系提供保护作用。采用无气喷涂施工,可获取一道涂层的最高膜厚。采用无气喷涂以外的其它施工方法,不可能达到所要求的涂膜厚度。采用空气喷涂施工,为了达到最高膜厚,需要进行...
环氧深冷涂料文献

 常用环氧涂料
常用环氧涂料
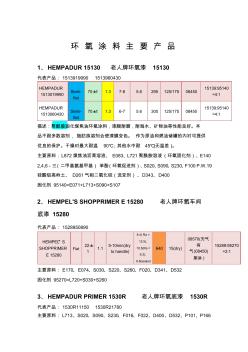
环 氧 涂 料 主 要 产 品 1、HEMPADUR 15130 老人牌环氧漆 15130 代表产品: 1513919990 1513960430 HEMPADUR 1513019990 Semi- flat 70± 1 1.3 7-8 5.6 295 125/175 08450 15139:95140 =4:1 HEMPADUR 1513060430 Semi- flat 70± 1 1.3 6-7 5.6 300 125/175 08450 15139:95140 =4:1 描述:聚酰胺固化煤焦油环氧涂料,漆膜耐磨,耐海水、矿物油等性能良好。本 品不耐多数溶剂, 脂肪族溶剂会使漆膜变色。 作为原油和燃油储罐的内衬可提供 优良的保护。干燥时最大耐温 90℃;其他水中耐 45℃(无温差 )。 主要原料:L872煤焦油沥青溶液、 E083、L721聚酰胺溶液(环氧
 环氧沥青厚浆型涂料
环氧沥青厚浆型涂料
环氧沥青厚浆型涂料 环氧沥青厚浆型涂料又叫环氧沥青厚浆型防腐防水涂料, 是由汾阳堂 郭家建筑防水防腐建材有限公司 研发而成 产品概述: 环氧沥青厚浆型涂料为环氧树脂型高分子防腐防水系列, 使用寿命为永久性防腐防水材料。 环氧沥青厚浆型涂料是由优质石油沥青 和引入进口环氧树脂改性胶乳加入国内氯丁橡胶为主料,辅以轻柴油、油 酸、煤焦沥青、煤焦油、熟石粉、石棉粉、滑石粉、云母粉、矿粉、石英 粉再加以各种添加剂,填充剂配制而成的高分子沥青胶泥防腐防水材料, 使用寿命长,施工方便。 优等特点: 具有适用范围广、寿命长,耐候性、抗变形、拉伸强度高、 延伸率大,对基层收缩和开裂变形适应性强、抗酸性、抗碱性、防腐防水 性能优越、任何复杂部位都容易施工,解决了传统防腐防水材料,如涂料 立面下滑、卷材空鼓,以及复杂部份操作难的难题。完全取代于传统防腐 防水材料。有着比之更好的防腐、防水、绝缘性能。 适应范围:
气象部门提供的标准冻深是在平地上、土为天然含水量,且不存在地下水影响的条件下的冻深值,而渠道工程中各部位的冻深是不相同的,具体应用的设计冻深必须将标准冻深进行修正。设计冻深是指对渠道各部位冻深设计的影响因素有年际频率、地下水埋深、表面接受的日照及遮荫程度、表面积雪和基土土质及含水量等。冻深计算精度水平下,不计土质对冻深的影响,可满足应用。土中含水量对冻深的影响远不及地下水对冻深的影响大;为安计,也不考虑积雪对冻深的影响。冻胀量是进行抗冻胀设计的最重要的指标之一,国内外的一些理论计算公式难以满足工程实际需要,不仅计算出的冻胀量误差较大,而且对于工程技术人员来说,公式中有关参数的确定就是一个难题。因此,冻胀量计算一般采用经验公式。
根据深矿井开采的概念,深矿井可以分为:
(1)直接开凿井筒至深矿井的深部,如淮南谢李深部;
(2)经过若干次延深而形成的深矿井,如开滦唐山矿 。
铝制多工位深拉深
拉深工艺过程详解视频
金属保温杯盖的拉深视频
拉深模的基本原理
拉深是利用模具将平板毛坯或半成品毛坯拉深成开口空心件的一种冷冲压工艺。拉深工艺可制成的制品外形有:圆筒形、门路形、球形、锥形、矩形及其它各种不规则的开口空心零件。拉深工艺与其它冲压工艺结合,可制造外形复杂的零件,如落料工艺与拉深工艺组合在一起的落料拉深复合模。
日常生活中常见的拉深制品有:旋转体零件:如搪瓷脸盆,铝锅。方形零件:如饭盒,汽车油箱。复杂零件:如汽车覆盖件。
拉深的变形过程
用座标网格试验法分析。拉深时压边圈先把中板毛坯压紧,凸模下行,强迫位于压边圈下的材料(凸缘部分)产生塑性变形而流进凸凹模间隙形成圆筒侧壁。观察拉深后的网格发现:底部网格基本保持不变,筒壁部分发生较大变化。
1.原间格相等的同心圆成了长度相等,间距增大的圆周线,越接近筒口,间距增大。
2.原分度相等的辐射线变成垂直的平行线,而且间距相等。
3.凸缘材料发生径向伸长变形和切向压缩变形
总结:拉深材料的变形主要发生在凸缘部分,拉深变形的过程实质上是凸缘处的材料在径向拉应力和切向压应力的作用下产生塑性变形,凸缘不断收缩而转化为筒壁的过程,这种变形程度在凸缘的最外缘为最大。
各种拉深现象
由于拉深时各部分的应力(受力情况)和变形情况不一样,使拉深工艺出现了一些特有的现象:
起皱:A.拉深时凸缘部分的切向压应力大到超出材料的抗失稳能力,凸缘部分材料会失稳而发生隆起现象,这种现象称起皱.起皱首先在切向压应力最大的外边沿发生,起皱严重时会引起拉度.B.起皱是拉深工艺产生废品的主要原因之一,正常的拉深工艺中是不答应的.常采用压力圈的压力压住凸缘部分材料来防止起皱.C.起皱的影响因素:
a). 相对厚度:t/D 其中t----毛坯厚度,D----毛坯直径 判定是否起皱的条件:D-d<=2Zt, d ----工件直径.
b). 拉深变形程度的大小 但是在拉深变形过程中,切向压应力及凸缘的抗失稳能力都是随着拉深进行,切向压应力是不断增大,变形区变小,厚度相对增加,变形失稳抗力增加,两种作用的相互抵消,使凸缘最易起皱的时刻发生于拉深变形的中间阶段,即凸缘宽度大约缩至一半左右时较易发生起皱现象.
变形的不均匀:拉深时材料各部分厚度都发生变化,而且变化是不均匀的. 凸缘外边沿材料厚度变化最大,拉深件成形后,拉深件的坯口材料最厚,往里逐渐减薄,而材料底部由于磨擦作用(拉深凸模与底部材料间)阻止材料的伸长变形而使底部材料变薄较小,而底部圆角部分材料拉深中始终受凸模圆角的顶力及弯曲作用,在整个拉深中一直受到拉应力作用,造成此处变薄最大。
所以拉深中厚度变薄主要集中于底部圆角部分及圆筒侧壁部分,我们把这一变薄最严重的部位称作危险断面.
拉深过程中,圆筒侧壁起到传递凸模拉力给凸缘的作用,当传力区的径向拉应力超出材料极限,便出现拉破现象.
材料硬化不均匀:拉深后材料发生塑性变形,引起材料的冷作硬化.由于各部分变形程度不一样,冷作硬化的程度亦不一样,其中口部最大,往下硬化程度降低,拉近底部时,由于切向压缩变形较小,冷作硬化最小,材料的屈服极限和强度都较低,此处最易产生拉裂现象。
切边余量
是由于模具间隙不均匀,板厚变化,磨擦阻力不等,定位不准及材料 机械性能的方向性等,造成拉深件口部高低不齐,对于要求高的拉深件,需增加一道切边工序。而多次拉深就更明显。
毛坯尺寸计算
主要根据塑变体积不变原理,并略往拉深中的壁厚的变化。拉深前后毛坯与工件表面积相等的原则进行,此种方法称作等面积法。但这种计算方法只是近似的。若旋转体毛坯料厚>0.5mm,计算时以料厚中线为准。
圆筒形件拉深系数
1. 拉深系数的概念 拉深系数是指拉深后工件直径d与拉深前毛坯直径D之比。
M=d/D
A.(M<1)拉深系数M反映了拉深时材料变形程度的大小,M越小,表明变形程度越大。
B.拉深系数M是拉深工艺中的一个重要参数,是拉深工艺计算和模具设计的重要依据。
C.实际生产中,为减少拉深次数,M一般取最小值。
D.当M小到一定值时,凸缘外边沿便会出现起皱现象,但可用增加压力圈的压边力防止起皱的出现。
E.当M 小到一定值时,出现拉破现象,拉破一般出现在拉深力快出现峰值时,即拉深的初始阶段。
F.极限拉深系数,在危险断面不被拉破的条件下所能采用的最小拉深系数
2.影响拉深系数的因素:
A. 材料的机械性能。材料的塑性好,屈服比σs/σb小的材料,m可小些,因σs小,说明材料易变形,σb大,说明危险断面承载能力高,不易拉断。
B.毛坯的相对厚度t/D
C. 拉深方式:有压力圈时,拉深系数M可小些。
D. 模具结构:拉深模的凸,凹模圆角的大小,及凸,凹模之间的间隙大小,对拉深系数影响很大。
E.磨擦与润滑条件:要求凹模、压力圈与毛坯接触面应光滑,要求润滑,但凸模与毛坯接触面要粗糙些好,不要润滑,以增加磨擦力,减少拉裂的可能性。
3.拉深系数的确定:
由于影响材料拉深系数的因素很多,理论计算与实际相差太大,各种材料的拉深系数都是由实验方法获得的。
拉深模的分类
1.再次拉深模:它是半成品毛坯套在压力圈上定位,上模下降,下模上的凸模把半成品毛坯拉进凹模中,使半成品直径减少,主要区别:是压边圈与首次拉深的压边圈不同。
2. 复合拉深模:其中其拉深凹模又起到落料凸模的作用。
圆筒形拉深工艺计算
1. 无凸缘筒形件拉深的工艺计算
(1) 拉深次数的确定
A.求出工件的拉深系数:mz=d/D
B.假如mz> m1,则可一次拉深成形;如mz< m1,则需多次拉深(两次或两次以上)
C.求m 1, m 2, m 3……m n直到体积小于m z为止,为时的n即是拉深的次数。
D.另一种方法是由工件的相对高度H/d和相对厚度t/D确定。
E. 多次拉深的目的是防止拉裂。
(2)再次拉深的特点。
变形仍然是依靠径向拉应力和切向压应力的联合作用。使半成品的直径发生收缩,增加高度。
它与首次拉深的不同主要表现在以下几个方面
首次拉深 再次拉深
毛坯 平板(厚度均,机械性能均匀) 半成品(厚度不均,各处性能不一)
变形区 整个凸缘部分始终参与变形 只有台肩部分参与变形
拉深力 初始阶段较大,以后逐渐减小
逐渐增大
危险断面 拉裂出现在初始阶段,在凸模圆角处 拉裂出现在拉深未尾,在凸模圆角处。
起皱 凸缘易起皱 起皱不易发生,只是在拉深未尾发生
拉深系数 最小 逐次增大
(3)工艺计算程序
A.确定切边余量δ。
B.计算毛坯的直径D。
C.确定是否用压边圈。
D.确定拉深系数与拉深次数。
E.确定各次拉深的直径
F.确定各次拉深的凸凹模圆角半径:
ra=0.8 (D-d)t
ran=(0.6~0.9)ran-1
rt=(0.6-1)ra
G.确定各次拉深半成品的高度:
此主题相关图片如下:
2.带凸缘筒形件拉深的工艺计算
(1) 带凸缘(法兰边)筒形件分类:
A.凸缘相对直径很小 dt/d=1.1~1.4,相对高度较大 H/d>1,可以按无凸缘筒形件进行工艺计算和拉深,即:首次拉深不留凸缘,再次拉深时留出锥形凸缘,最后工序把凸缘压平。
B. 凸缘相对直径很大 dt/d>4,并且高度H很低,这类零件的变形特点已起出拉深范围,属于胀形。
C. 凸缘相对半径较大 dt/d>1.4,相对高度已较大,这类称宽凸缘筒形件,即带凸缘筒形件,它有两种成形方法:第一种是每次拉深高度不变,改变达到要求;第二种是改变每次拉深的直径来增加高度。
(2) 带凸缘筒形件的拉深特点:(原理与不带凸缘筒形件相似)
A.拉深系数
dt/d-- 凸缘相对直径
H/d--工件相对高度r/d--底部及凸缘部分相对圆角半径
m由以上三个尺寸因素确定,其中dt/d影响最大,而r/d影响最小,当毛坯直径D及拉深系数一定时,dt/d和H/d不同,则材料的变形程度不同,dt/d越小,H/d越大,则变形程度越大。
B.带凸缘筒形件拉深,凸缘不全转变为筒壁,其可以看作是无凸缘拉深过程中的一个中间状态,因此,其首次拉深系数可小于或即是无凸缘形件的拉深。
由于极限拉深系数m的大小主要取决于最大拉深力出现时是否拉破。当拉到凸缘直径为dt时,出现最大拉深力,则带凸缘的拉深和不带凸缘的拉深的极限拉深系数相同。如当拉到凸缘直径为dt时,未达到最大拉深力(即拉深力未超出材料的屈服极限),则带凸缘的拉深系数还可再小些,其拉深系数可小于不带凸缘拉深时的拉深系数,
C.首次拉深时,m1=d1/D一定时,dt/d1与H1/d1的关系一定,即dt减小,H1增大,由于d1不变,按体积不变原则,dt与H1的变化关系不变,即变形程度由H1/d1来表示,即可由材料的极限H1/d1(即m1为极限拉深值时)当工件的H/d
<h1 d1时,则可一次拉深,否则需再次拉深。
D.带凸缘筒形件的拉深中,dt是首次拉深中形成,在以后的各次拉深中不变,仅仅是靠减小直筒部分的直径来增加筒形件的高度。凸缘部分由于首次拉深时的冷作硬化作用,在以后的拉深中已难以拉动变形,强行拉动会导致拉破。
使第一次拉深进凹模的材料比最后拉深部分实际所需材料多才多3~5%,使多余材料在以后的再次拉深中逐步分配,最后被留在凸缘上,防止由于材料不够,在再次拉深中强行拉深。凸缘进凹模而出现工件拉破现象。
(3) 带凸缘筒形件拉深高度:
Hn-第n次拉深高度
D-平板毛坯直径
dt-凸缘直径
dn-第n次拉深直径
Rn-第n次拉深上部圆角半径
Rn-第n次拉深底部圆角半径
拉深的模具结构
1. 首次拉深模:
(1) 模具结构简单,使用方便,制造轻易。
(2) 压边圈即起压边作用,又起卸料作用和板料的定位作用。
(3) 凸模上开有气孔,以防止拉深件紧吸附于凸模上而造成困难。
(4) 模具采用倒装式,以便在下部空间较大的位置安装和调节压边装置。
2.再次拉深模:再次拉深模,半成品毛坯套在压边圈上定位,上模下降,下模上的凸模把半成品毛坯拉进凹模中,使半成品直径减小,主要区别:是压边圈与首次拉深的压边圈不同。
3. 复合拉深模:拉深的凹模又起到落料凸模的作用。

拉深模工作部分尺寸确定
其工作部分主要是指?深凸模、凹模和压边圈。这些工作部件的结构尺寸对拉深件的变形和拉深件的质量有很大的影响。
1.拉深间隙
拉深间隙对拉深件筒形直壁部分有校正作用:间隙大,则校正作用减小,效果不明显,形成口大底小的锥形;间隙减小,则拉深力增大,易造成拉破的现象,而且模具的磨损快。
考虑到拉深中外缘的变厚,除最后一次拉深间隙取即是或略小于板料厚度以外(以保证工件精度),其余拉深都应把间隙取为稍大于材料厚度。对于不用压边圈的拉深,Z=(1~1.1)Zmax,未次拉深用小值,中间拉深用大值。
2.凸凹模圆角半径
凹模圆角半径对拉深件影响更大,凹模圆角不能小,但太大,易造成压边面积小而起皱,而且拉深过程中,凸缘较早离开压边圈,亦会引起起起皱现象。
凸模圆角小,圆角材料变薄严重,易拉裂:
ran=(0.6~0.9)tan-1
rt=(0.6~1)ra
最后工序rt=r工件>(1 ~2)t
3.凸凹模工作部分尺寸计算
拉深件尺寸精度主要取决于最后一道工序,拉深凸凹模尺寸,与中间工序尺寸无关,所以中间工序可直接取工序尺寸作为模具工作部分尺寸,而最后一道工序则要根据工件内(外)形尺寸要求和磨损方向来确定凸凹模工作尺寸及公差。
按尺寸标注方式:
标外形:Da=(D-0.75t)+ δn dt=(D-0.75-2Z)- δt
按内形标注:Da=(d+0.4t+2Z)+ δa dt=(d+0.4t) δt
其中δa和δt按IT8~9级精度。
拉深凸模出气孔按d=(5~10)mm
4. 采用压边圈条件及压边圈类型
(1) 不产生起皱的条件是:D-d<22t
(2) 压边装置的类型:刚性和弹性两类。
刚性压边圈:是双动压力机上利用外滑块压边,压边不随拉深的行程变化而变化。
弹性压边装置:用于单动压力机上,压边力随冲床的行程变化而变化
(3) 压边圈的类型:
平面压边圈:一般用于首次拉深
带弧形的压边圈:用于t/D<0.3带有小凸缘圆角半径的拉深。
带限位装置的压边圈:保持压边力均衡,防止压边圈把毛坯压得太死
拉深的质量分析
1. 拉裂,起皱:由于压边力小,造成起皱,使拉进凹模型腔困难。
2. 拉裂:径向拉应力太大。
3. 起皱:切向压应力太小,失稳
4. 工件边沿呈锯齿状:毛坯边沿有毛刺。
5. 工件边沿高低不一:毛坯中心与模具中心不一致,或是由于材料壁厚不均,凹模圆角半径,模具间隙不均。
6. 危险断面明显变薄:圆角半径(模具)太小,压力力太大。
7. 工件底部拉脱:凹模圆角太小。材料处于切割状态
8. 工作凸缘折皱:凹模圆角半径太大,拉深未了时压力圈压不到,起皱后被继续拉进凹模。
来源:机械教授、模具人杂志、意识夹
免责声明:本文系网络转载,版权归原作者所有。但因转载众多,无法确认真正原始作者,故仅标明转载来源。如涉及作品版权问题,请与我们联系,我们将根据您提供的版权证明材料确认版权并按国家标准支付稿酬或删除内容!本文内容为原作者观点,并不代表本公众号赞同其观点和对其真实性负责。
环氧深冷涂料相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 车用绿色浮法玻璃着色剂
- 浮球控制阀
- 环氧富锌面漆
- 透明环氧灌封胶
- 9311环氧灌封胶
- 广州海桔防水材料有限公司
- 武汉诺曼克建材有限公司
- 环氧云铁厚浆中涂漆ZGep 2101
- 工业用环氧氯丙烷
- 环氧煤沥青防腐层
- 水性环氧彩砂美缝剂
- 摩高
- 凡东尼美缝
- 广州市帝斯固新材料有限公司
- 美乐仕
- 沈阳可林新材料有限公司
- 浙江深美装饰工程有限公司生产车间工程安全监理细则
- 中国电建大直径深竖井关键施工技术
- 常温自干的单组份水性环氧树脂乳液及其制备方法
- 有埋深无体积质量的黏性土地基极限承载力的直接求解
- 引黄济宁工程拉脊山越岭隧洞超深钻孔地应力梯段测试
- 光固化改性环氧玻璃钢防护层在定向钻穿越管道上应用
- 关于现行规范钢筋砼深梁设计条款中若干问题讨论
- 广(州)深(圳)准高速铁路石龙—常坪段路基施工简介
- 化工装置中安装大型压缩机组时环氧树脂灌浆技术应用
- 广州周大福金融中心复杂深大基坑多支护体系设计与施工
- 基于BP神经网络5A06铝合金电子束焊接熔深预测
- 广深铁路石龙车站迁建工程路基防排水工程监理实施细则
- 国内外环氧树脂灌浆材料种类及其在水利工程中应用
- 库车坳陷克深地区低孔裂缝性气藏储层改造产能评价
- 刘家峡水电站深孔弧门按双向平面主框架分析计算
- 基于声发射检测碳布/环氧树脂复合材料压缩损伤评价
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
四川中泽盛世招标代理有限公司