灰口铸铁
灰口铸铁是铸铁中使用得最多的一种。灰口铸铁是在珠光体(或铁素体)基体中分散有大量片状石墨的铸铁。浇注时缓慢冷却即可促使石墨化,便可得到灰口铸铁。因断口常呈灰黑色而区别于白口铸铁。灰口铸铁一般划为脆性材料,但仍有一.定的吸收外力变形功并表现有一定韧性的材料。其含碳量一般为2.8%~4.0%,因其浇注性能良好,被广泛应用于结构较为复杂的铸件,甚至用于浇注受压力的容器(如造纸烘缸)。


灰口铸铁基本信息
| 中文名 | 灰口铸铁 | 外文名 | gray iron |
|---|---|---|---|
| 化学成分 | C、Si、Mn等 | 特 点 | 力学性能低、工艺性能好等 |
| 应 用 | 各种外形复杂的铸件 | 学 科 | 冶金学 |
铸铁中的基体组织是决定其力学性能的重要因素。铸铁可通过合金化和热处理的办法强化基体,进一步提高铸铁的力学性能,这一点在球墨铸铁中尤为重要。但热处理并不能改变灰口铸铁中石墨的形态及分布状态,所以利用热处理来提高灰口铸铁性能的效果并不大,通常只进行退火或表面淬火处理。
(1)去应力退火。铸件在冷却过程中由于各部分的收缩和组织转变速度的不同,使铸件内部产生不同程度的内应力,可能导致铸件翘曲和裂纹。为保证尺寸稳定性,防止变形开裂,对一些形状复杂的铸件,如机床床身、气缸等,往往进行去应力退火。其规范一般为:加热温度500~550℃,保温一定时间后,炉冷到150~220℃出炉空冷。
(2)高温退火。铸件冷却时,由于表层及截面较薄处因冷却速度快而易形成白口组织,硬度高难以切削加工。为使自由渗碳体分解,降低硬度,改善切削加工性,需将铸件加热至850~950℃,保温2~5h后,随炉冷至600℃,出炉空冷,最终组织为铁素体或铁素体 珠光体基灰铸铁。
(3)表面淬火。某些大型铸件的工作表面需要有较高的硬度和耐磨性,如机床导轨的表面及内燃机汽缸套的内壁等,在机加工后可用快速加热的方法对铸铁表面进行淬火处理。
灰口铸铁造价信息

灰口铸铁性能及应用
应用
成本低,价格低廉,应用广泛。主要应用机床床身、齿轮箱、皮带轮、底座、缸体、盖、手轮等受力不大、耐磨、减震零件。
性能
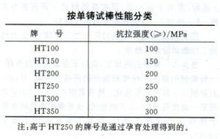
灰铸铁有一定的强度,但塑性和韧性很低,这种性能特点与石墨本身的性能及其在铸铁组织中的存在形态有关。有良好的减震性,用灰铸铁制作机器设备上的底座或机架等零件时,能有效地吸收机器震动的能量;有良好的润滑性能;还有良好的导热性能,这是因石墨是热的良好导体;此外其熔炼也比较方便,并且还有良好的铸造性能。其流动性能良好,线收缩率和体收缩率较小,铸件不易产生开裂,因此适宜于铸造结构复杂的铸件和薄壁铸件,如汽车的汽缸体、汽缸盖等。根据中国国家标准(GB9439-88)灰铸铁的牌号,按单铸φ30mm试棒的抗拉强度划分为六级如表:
普通灰口铸铁主要是碳以片状石墨形式析出的铸铁。灰口铸铁应用很广,在各类铸铁的总产量中,灰口铸铁约占80%以上。
灰口铸铁的成分大致范围为:2.5%~4.0%C,1.0%~3.0%Si,0.25%~1.0%Mn,0.05%~0.50%P,0.02%~0.20%S。具有上述成分范围的液体铁水,在进行缓慢冷却凝固时,将发生石墨化,析出片状石墨。其断口的外貌呈暗灰色,故称为灰口铸铁。
普通灰口铸铁的组织是由片状石墨和钢的基体两部分组成的。在光学显微镜下观察,石墨呈不连续的片状,或直或弯。其基体则可分为铁素体、铁素体 珠光体、珠光体三种。经孕育处理的灰口铸铁(HT250、HT300、HT350),由于在结晶时,石墨晶核数目增多,石墨片变细,故其显微组织是在细珠光体基体上分布着细小片状石墨。
灰口铸铁的应用主要根据抗拉强度来决定,用于各种外形复杂的铸件。选择铸铁牌号时必须考虑铸件的壁厚和相应的强度值。例如,某铸件的壁厚40mm,要求抗拉强度值为200MPa,此时,应选HT250,而不是HT200。
灰口铸铁常见问题
-
不光要增碳增硅,还需要孕育,硅能增强渗碳体的分解,但是太多也会产生渗碳体,所以碳、硅、孕育剂、出铁温度都很重要
-
1、采用铸铁焊条焊接或者采用镍基焊条进行焊接。焊接时应选用Z308 (铸308)镍基焊条焊接;焊接时不可冷焊,灰铸铁的加热温度应该在600-650℃左右;焊后一定要保温缓冷才能保证焊接接头的性能。2、...
-
灰铸铁组织里的石墨是以片状存在,球墨铸铁组织里的石墨是以球状存在的 区别: 1.看切削加工面 灰铁:呈灰色,光泽很暗,表面看来较粗糙。 球铁:灰色,光泽...

灰口铸铁基本信息
化学成分
C% =2.5-4.0 Si %=1.0-2.5 Mn%=0.5-1.4 微量S、P
获得方法
将上述成分的铁水缓慢冷却即可获得,不经过热处理。
显微组织
片状石墨+基体组织(F、F+P、P)
牌号:字母"HT"+数字(最小抗拉强度)
例:HT200 表示灰铁,抗拉强度为200MPa
灰口铸铁的性能与普通碳钢相比,具有如下特点。
(1)力学性能低。灰口铸铁的抗拉强度比较低,这种现象同灰口铸铁的组织特征分不开的,由于石墨的力学性能很低,因此,灰口铸铁的显微组织实际上相当于布满孔洞或裂纹的钢。在拉伸时,由于片状石墨对钢基体的分割作用和所引起的应力集中效应,故其抗拉强度值远低于钢。
(2)耐磨性与消震性优。由于铸铁中的石墨有利于润滑及储油,故耐磨性好。同样,由于石墨的存在,灰口铸铁的消震性优于钢。
(3)工艺性能好。由于灰口铸铁含碳量高,接近于共晶成分,故熔点比钢低,因而铸造流动性好。另外,由于石墨使切削加工时易于形成断屑,故灰口铸铁的可切削加工性优于钢。
灰口铸铁以其力学性能来表示的牌号以“HT”起首,其后以三位数字来表示,其中“HT”表示灰口铸铁,数字为其最低抗拉强度值,例如HT200,表示以φ30mm单个铸出的试棒测出的抗拉强度值大于200MPa(但小于300MPa)。
依照GB 5675-85,灰口铸铁共分为HTl00、HTl50、HT200、HT250、HT300、HT350六个牌号。其中,HTl00为铁素体灰口铸铁,HTl50为珠光体-铁素体灰口铸铁,HT200和HT250为珠光体灰口铸铁,HT300和HT350为孕育铸铁。
灰口铸铁文献

 灰口铸铁的补焊工艺
灰口铸铁的补焊工艺
灰口铸铁的补焊工艺 摘 要:采用灰口铸件的补焊工艺方法,可有效地防止裂纹的产生,使焊缝有一 定的塑性和强度,并有较好的机加工性和抗裂性。 关键词 :灰口铸铁;补焊;熔合比;焊接工艺;热影响区 铸铁的焊接,主要应用于铸件的补焊。灰口铸铁补焊时,容易产生白口〔 1, 2〕,以及出现裂纹等问题。当焊缝强度较高而母材强度较低时,容易产生剥离。 尤其对于大面积的裂纹补焊是不容易获得成功的。 因此在制定补焊工艺时, 对铸 件的缺陷要进行具体分析, 尽量减小熔合比,调整热影响区,松驰焊接应力〔3〕, 才能使大面积的裂纹补焊获得成功。下面主要介绍 HT20-40灰口铸铁的补焊工 艺,并作理论探讨。 1 材料及焊前准备 某一产品的缸体,材料为 HT20-40灰口铸铁,厚度为 18 mm。裂纹程度:且 横、纵向交错,有穿透和未穿透的。 (1) 钻止裂孔:在距离裂纹末端 2~3 mm处钻一个直径为 6~8 mm
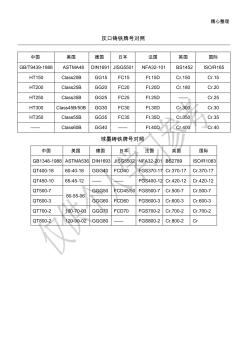 灰口铸铁牌号对照
灰口铸铁牌号对照
精心整理 灰口铸铁牌号对照 中国 美国 德国 日本 法国 英国 国际 GB/T9439-1988 ASTMA48 DIN1691 JISG5501 NFA32-101 BS1452 ISO/R185 HT150 Class20B GG15 FC15 Ft.15D Cr.150 Cr.15 HT200 Class25B GG20 FC20 Ft.20D Cr.180 Cr.20 HT250 Class35B GG25 FC25 Ft.25D —— Cr.25 HT300 Class45B/50B GG30 FC30 Ft.30D Cr.300 Cr.30 HT350 Class55B GG35 FC35 Ft.35D Cr.350 Cr.35 —— Class60B GG40 —— Ft.40D Cr.400 Cr.40 球墨铸铁牌号对照 中国 美国 德国 日本 法国 英国 国
GB/T 3420-2008
中文标准名称 StandardTitle in Chinese: 灰口铸铁管件
英文标准名称: Gray iron castigs for pipe fittings
实施日期 ExecuteDate: 2009-5-1
首次发布日期 FirstIssuance Date: 1982-12-31
标准状态 StandardState: 现行
复审确认日期 ReviewAffirmance Date:
计划编号 Plan No: 20060743-T-605
代替国标号 ReplacedStandard: GB/T 3420-1982,GB/T 8715-1988
被代替国标号 ReplacedStandard:
废止时间 RevocatoryDate:
采用国际标准号 AdoptedInternational Standard No:
采标名称 AdoptedInternational Standard Name:
采用程度 ApplicationDegree:
采用国际标准 AdoptedInternational Standard:
国际标准分类号(ICS): 77.140.75
中国标准分类号(CCS): H48
标准类别 StandardSort: 产品
标准页码 Number ofPages:
标准价格(元) Price(¥):
焊接中常见问题
(1)焊后产生白口组织
一般认为在30-100℃/s的急速冷却条件下,熔于铁中的碳来不及以石墨形式析出,而呈渗碳体出现,即所谓白口。白口组织硬而脆,使得焊缝在焊后难以机械加工,甚至会导致开裂。
防止措施:
焊前预热和焊后保温;适当调整填充金属的化学成分和冷却速度;改善焊缝金属的化学成分。
(2)焊接接头出现裂纹
由于灰口铸铁塑性极差,几乎不能发生任何塑性变形,而且强度又低,所以在焊接应力及铸件本身应力(组织应力)的共同作用下,当局部应力大于强度极限时,就产生裂纹。
防止措施:
A.采用电弧冷焊减小焊接应力
选用塑性较好的焊接材料,如用 镍,铜,镍 铜,高钒钢等作为填充金属,使焊缝金属可通过塑性变形松弛应力,防止裂纹;通过锤击焊缝可以消除应力,防止裂纹;使焊缝冷却时能补受阻碍底自由收缩,从而避免用力过大而导致裂纹。
B. 采用热焊法并控制好温度
当温度高于600℃时,由于产生于一定的塑性变形.而使部分内应力得到消除,一般在600℃以上焊接时就不会产生热应力裂纹。
2常用的焊接方法
(1)热焊法
热焊法是在焊接前将焊件全部或局部加热到600-700℃,并在焊接过程中保持一定温度,焊后在炉中缓冷的焊接方法。
特点:用热焊法时,焊件冷却缓慢,温度分布均匀,有利于消除白口组织,减少应力,防止产生裂纹。但热焊法成本高,工艺复杂,生产周期长,焊接时劳动条件差,因此应尽量少用。
常用的焊接方法是气焊和焊条电弧焊。气焊常用铸铁气焊丝,如HS401或HS402,配用焊剂CJ201,以去除氧化物。气焊预热方法适于补焊中小型薄壁零件。焊条电弧焊选用铸铁芯铸铁焊条Z248或钢芯铸铁焊条Z208,此法主要用于补焊厚度较大(大于10mm ) 的铸铁零件。
热焊法的焊接设备主要有加热炉、焊炬、电炉等,焊接工艺如下:
1)焊前准备和预热:清除缺陷周围的油污和氧化皮,露出基体的金属光泽;开坡口,一般坡口深度为焊件壁厚的2/3, 角度为70°~120°;
将焊件放入炉中缓慢加热至600~700℃(不可超过700℃)。
2)施焊:采用中性焰或弱碳化焰(施焊过程中不要使铁水流向一侧),待基体金属熔透后,再熔入焊条金属;发现熔池中出现白亮点时,停止填入焊条金属,加入适量焊剂,用焊条将杂物剔除后再继续施焊;为得到平整的焊缝, 焊接后的焊缝应稍高出铸铁件表面, 并将溢在焊缝外的熔渣重新熔化, 待降温到半熔化状态时,用焊丝沿铸件表面将高出部分刮平。
3)焊后冷却:一般应随炉缓慢冷却至室温(一般需48h以上),也可用石棉布(板)或炭灰覆盖,使焊缝形成均匀的组织, 同时防止产生裂纹。
(2)气焊法
气焊火焰温度比电弧温度低得多,因而焊件的加热和冷却比较缓慢,这对防止灰口铸铁在焊接时产生的白口组织和裂纹都很有利。所以用气焊焊补的铸件质量一般比较好,因气焊成为补焊铸铁的常用方法。
特点:
气焊与焊条电弧焊相比,焊工的劳动强度高,焊件变形较大,焊补大型铸件时难以焊透;
气焊铸件的质量较好,易切削加工,使许多工厂中的中小型灰口铸件,还是较多用气焊焊补。
气焊操作注意事项:
(1)在气焊过程中,必须选用中性焰或弱碳化焰;
(2)在焊接结束时可用碳化焰使焊缝缓冷,这样可以减少碳和硅的烧损,消除过厚的氧化膜,防止白口冷硬现象;
(3)当消除缺陷的底部或开坡口时可用氧化焰;
(4)焊接时,在要基本金属熔化后再加入焊丝,以防止熔合不良;
(5)发现熔池中有小气孔和白亮点夹杂物时,可以往熔池中加入少量气焊熔剂,有助于消除平渣,但气焊熔剂不宜加入过多,否则反而容易产生夹渣,气孔;
(6)适当加大火焰的功率,提高熔池铁水温度,有利于气体及杂质浮起,因而能减少气孔,夹渣;
(7)操作时应注意火焰始终盖住熔池;
(8)加入焊丝时,经常用焊丝轻轻搅动熔池,促使气体,熔渣浮出。
主管部门 Governor: 中国钢铁工业协会
归口单位 TechnicalCommittees: 全国钢标准化技术委员会
起草单位 DraftingCommittee: 北京首钢华禹铸造厂、哈尔滨管件厂
灰口铸铁相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 炼钢生铁
- 高炉炼铁工艺
- 铸造焦
- 常州机场
- ISO标准高精度恒温恒湿实验室
- 帘子布浸胶机
- 厌氧浸渍胶
- 立式高速冷冻离心机
- 湘仪实验室
- HR21M高速冷冻离心机
- 立式高速大容量冷冻离心机
- GL21M高速冷冻离心机
- DL7M/DL6M大容量冷冻离心机
- GL-20G-Ⅱ高速冷冻离心机
- 宁海越溪桥
- 森山铁皮枫斗
- 云南洱海桃溪河口净化工程的设计思路及初步净化效果
- 中国对美国出口的商品结构、比较优势及其稳定性分析
- 中国抹灰砂浆行业市场前景分析预测年度报告(目录)
- 张家口清水河建设桥临时支架及河道行洪能力计算分析
- 云母/氟磷灰石生物玻璃陶瓷的体内外生物学性能
- 工业废液作为Ⅲ级粉煤灰混凝土外加剂的试验
- 引黄工程汾河水库取水口临时挡水建筑物施工方案比选
- 异体弧形钢模板在丰满大坝进水口混凝土施工中的应用
- 基于粗糙集和灰聚类理论的IT项目评标决策模型
- 在企业竞争中要加强对“灰色信息”的反收集知识交流
- 宜兴市招投标中心政府采购招标文件(丝口铜闸阀等)
- 意大利TEKSID公司合金灰铸铁汽缸体的焊补技术
- 憎水炉砟粉煤灰水泥防水保温隔热屋面板的研制与开发
- 张家口栾庄220kV变电站工程钢筋保护层施工方案
- 关于排烟积灰水平管道来流绕过管道附着概率模型
- 关于砖混、框架(剪)结构墙体、抹灰裂纹分析和防治
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
华润燃气(上海)有限公司
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
四川中泽盛世招标代理有限公司