

花线基本信息
| 中文名 | 花线 | 拼 音 | huā xiàn |
|---|---|---|---|
| 释 义 | 俗称两股绞成的电线 | 出 处 | 《书信集·致姚克》 |
花线造价信息
花线常见问题
-
1】花线全称为花纹电线,是聚氯乙烯绝缘软电线。型号:RXS;额定电压:300V/500V芯数:2×1.5mm²承载W数:2.5kw2】由于花线具有很好的柔韧性和较好的拉力,接线方便容...
-
你好,花线是电线的一种,是两股线而成的一种软线。 花线只能做为临时的照明线路使用,不能长时间使用 采用两根绝缘电线绞合成辫子形状的电线,俗称花线。由于花线的绝缘皮容易弄破漏电,现在已经使用的不多。 花...
-
电线:主要用于电流的传导与信号的传输。主要材质为铜和铝,铜线导电率高,延展性好,是最好的电缆、电线材料,价格比铝线贵一些,铝线质地轻,导电率稍次于铜线,价格便宜。电线的分类:单芯电线、电话线(4芯)、...
花线文献

 花线价格,最新全国花线规格型号价格大全
花线价格,最新全国花线规格型号价格大全
建设行业大数据服务平台 造价通 (工程造价信息网 ) http://www.zjtcn.com 第 1 页 全国各规格型号花线价格 大全 来 源:造价通工程造价信息网 概 述:造价通工程造价信息网为您实时提供全国各省市地区各种规格 / 型号花线价格 查询。 标 签:花线价格 , 花线价格表 , 花线规格 , 花线型号 ,最新花线价格 , 花线报价 , 花线价 格查询 , 花线市场价 编者按: 造价通——是中华人民共和国国家标准《建设工程人工材料设备机械数据标 准》( GB/T 50851-2013 )的参编单位和唯一数据提供方。 建设行业大数据服务平台 造价通 (工程造价信息网 ) http://www.zjtcn.com 第 2 页 材料名 规格 /型号 单位 品牌 省份 城市 查询账号 账号密码 花线 450/750V 及以下 RV 2× 0.75 km 新兴 广东 广州市 mis
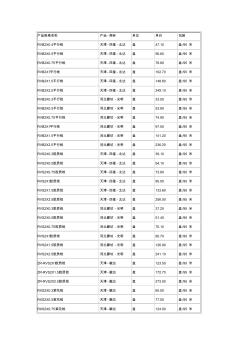 RVB平行线、RVS交织线、RXS紫花线、
RVB平行线、RVS交织线、RXS紫花线、
产品规格名称 产地 -商标 单位 单价 包装 RVB2X0.4平行线 天津 -四星 -北达 盘 47.10 盘 /95 米 RVB2X0.5平行线 天津 -四星 -北达 盘 56.60 盘 /95 米 RVB2X0.75平行线 天津 -四星 -北达 盘 78.80 盘 /95 米 RVB2X1平行线 天津 -四星 -北达 盘 102.70 盘 /95 米 RVB2X1.5平行线 天津 -四星 -北达 盘 148.60 盘 /95 米 RVB2X2.5平行线 天津 -四星 -北达 盘 249.10 盘 /95 米 RVB2X0.3平行线 河北廊坊 -光明 盘 33.50 盘 /95 米 RVB2X0.5平行线 河北廊坊 -光明 盘 53.80 盘 /95 米 RVB2X0.75平行线 河北廊坊 -光明 盘 74.90 盘 /95 米 RVB2X1平行线 河北廊坊 -光明 盘 97.50 盘
石材花线加工有多种方法,使用最多的有成型铣磨轮(靠模刀),适合比较窄的花线;圆锯片将石材锯切成条形后,用铣磨轮铣磨成型,适合宽和窄的花线制作;用金刚石串珠锯切割,适合比较大的花线。此外还有石材加工中心等数种花线加工方法。
①用成型铣磨轮直接加工。这是加工石材花线使用最多的,也是最经济、加工效率最高的方法。它对花线凹凸起伏不大的形状加工较快。这需要事先做出与加工花线凹凸正相反的铣磨工具,在石材线条机上磨出曲线来,磨轮要准备粗磨、精磨、抛光三种,依次使用即可。
②用花线条成型铣磨轮加工花线。先用金刚石圆锯片粗加工,再用铣磨轮精加工、抛光。这种方法适合花线凹凸起伏比较大的那些宽或窄的形状。如果用铣磨轮直接加工磨耗量大,而用切割效率比较高的圆锯片先行去掉大部分多余的料后,再用铣磨轮粗磨、精磨、抛光即可。也可使用多用铣磨线条机解决此类加工。
金刚石串珠锯切割,再经过仿型机磨抛或手动抛光。这适合加工比较宽大花线,切割可同时获得凹、凸两种花线,如设计得好,两种花线都可以在一个工程上使用,利于节约成本
分类
装饰中经常用一些异型石材花线条来作为门框,窗框,扶手,台面,屋檐,建筑物转角,腰线,踢脚线等的边缘,以达到使用美观的目的。花线通常用天然大理石,花岗岩加工成单件或者多件组合拼接,形成整体的连续的石材线条。也有用模具将人造石压制而成。
按照所用石材种类将异型线条分为大理石花线条(代号M),花岗岩花线条(代号为G),人造石花线条(R)。按照截面的延伸轨迹分常见花线分为直位花线(代号Z),弯位花线代号(W)。直位花线常见的有平面直位花线,台阶直位花线,圆弧直位花线,复合直位花线。弯位花线(代号为W)弯位花线除了在直线和弯曲有区别外,在其截面上是相同的。按照表面加工程度分为镜面花线(J),细面花线(X),粗面花线(C)。
花线的加工
石材花线加工有多种方法,使用最多的有成型铣磨轮(靠模刀),适合比较窄的花线;圆锯片将石材锯切成条形后,用铣磨轮铣磨成型,适合宽和窄的花线制作;用金刚石串珠锯切割,适合比较大的花线。此外还有石材加工中心等数种花线加工方法。
①用成型铣磨轮直接加工。这是加工石材花线使用最多的,也是最经济、加工效率最高的方法。它对花线凹凸起伏不大的形状加工较快。这需要事先做出与加工花线凹凸正相反的铣磨工具,在石材线条机上磨出曲线来,磨轮要准备粗磨、精磨、抛光三种,依次使用即可。
②用花线条成型铣磨轮加工花线。先用金刚石圆锯片粗加工,再用铣磨轮精加工、抛光。这种方法适合花线凹凸起伏比较大的那些宽或窄的形状。如果用铣磨轮直接加工磨耗量大,而用切割效率比较高的圆锯片先行去掉大部分多余的料后,再用铣磨轮粗磨、精磨、抛光即可。也可使用多用铣磨线条机解决此类加工。
金刚石串珠锯切割,再经过仿型机磨抛或手动抛光。这适合加工比较宽大花线,切割可同时获得凹、凸两种花线,如设计得好,两种花线都可以在一个工程上使用,利于节约成本。
词语:复合直位花线
英文释义:Composite Straight bit Flower Line
中文释义:
花线相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 皮带剥皮机
- 断续器
- 二级建造师
- DBL-5型漏电电流动作保护器
- 金联宇电缆
- 先锋 NSB-8TQ10(DF925)
- 奥林巴斯BX51T-32000-2
- 软芯线
- 空调温控器
- 3M410M
- 家用和类似用途器具耦合器
- Angry Birds Star Wars
- bim
- VC研发工程师
- 新版洗衣机标准宣贯教材
- 宝钢304不锈钢线
- 304不锈钢电火花线切割加工表面性能-表面技术
- 数控电火花线切割机曲线加工动态跟踪显示的
- 数控电火花线切割机电器箱换向电路测试仪的设计
- RVB平行线、RVS交织线、RXS紫花线
- 数控电火花线切割加工在塑料模加工中应用
- 500kV肇花线等截面斜柱柔性基础施工技术
- 快走丝电火花线切割对铝材加工技术的改进
- 单晶硅电火花线切割表面损伤层形成机理
- 基于压电堆驱动器的喷嘴挡板式气体控制阀
- 电气工程及其自动化特色专业建设探索
- 分形DGS单元结构设计及其在微带电路中的应用
- 磷铵技术改造五大磷肥工程的建议
- 以大豆油多元醇制备的硬质聚氨酯泡沫塑料的性能
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 预制砌块(砖、石)挡土墙工程砌体施工安全技术交底
- 应用模糊数学理论对公路工程建设项目方案的综合评价
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
上海地铁维护保障有限公司通号分公司
拆边机
甘肃中维国际招标有限公司
大山槟榔
舌花雏菊
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
华润燃气(上海)有限公司
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
苏州弘创招投标代理有限公司