花键拉刀
花键拉刀是一种外表面设有高硬度、高耐磨性、耐高温材料的涂层的刀具。
花键拉刀是一种外表面设有高硬度、高耐磨性、耐高温材料的涂层的刀具。
- 中文名称
- 花键拉刀
- 英文名称
- spline broach
- 定 义
- 加工内花键孔拉刀的通称。
- 应用学科
- 机械工程(一级学科),刀具(二级学科),刀具名称(三级学科)
花键拉刀造价信息
花键拉刀常见问题
-
可以拉削螺旋内花键,但不是所有的拉床制造商都可以做到. 德国KLINK和美国ABM都具有成熟技术,ABM的电液拉床性价比好.
-
不是不用精车,是先精车好再拉花键孔。 必须以和孔在同一次装夹精车的端面定位,也就是立拉时,必须让这个端面朝下。孔的垂直度,端面跳动一定要在精车时严格控制。 先拉花键后精车一般用液压车床C7620 先精...
-
花键螺母 THK滚珠花键 螺母 花键轴LBS15UU LBS20 LBST20 ...
花键拉刀文献

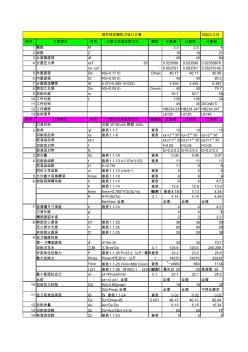 渐开线花键拉刀设计计算
渐开线花键拉刀设计计算
渐开线花键拉刀设计计算 1800C-216 序号 计算项目 符号 计算公式或选取方法 精度 计算例 计算例 计算例 1 模数 M 2.5 2.5 4 2 齿数 Z 16 16 21 3 分度圆直径 df 40 40 84 4 分圆压力角 α f 30 0.523599 0.523599 0.52359878 inv αf 0.053751 0.053751 0.05375149 5 外圆直径 De 46(+0.17 0) Dmax 46.17 46.17 90.06 6 内圆直径 Di 40(+0.05 0) 40 40 80.2 7 分圆弧齿槽宽 Sf 5.37(+0.085 +0.035) 5.455 5.455 6.383 8 预加工孔径 Do 40(+0.05 0) Domin 40 40 79.7 9 拉削长度 lo 50.7 50.7 50 10 工件长度 L 138 138
 矩形花键铣刀
矩形花键铣刀
个人资料整理 仅限学习使用 1 / 17 目录 1. 前言 1 . 1 矩 形 花 键 拉 刀 设 计 — — — — — — — — — — — — — — — — — 3 1 . 2 . 矩 形 花 键 铣 刀 设 计 — — — — — — — — — — — — — — — — — 4 2.矩形花键拉刀设计 2 . 1 0 选 择 刀 具 材 料 及 热 处 理 硬 度 — — — — — — — — — — — — — — 4 2 . 1 1 拟 订 拉 削 余 量 切 除 顺 序 和 拉 削 方 式 — — — — — — — — — — — — 4 2 . 1 2 选 择 切 削 齿 几 何 参 数 — — — — — — — — — — — — — — — — 5 2 . 1 3 确 定 校 准 齿 直 径 , 倒 角 齿 不 设 校 准 齿 — — — —
- 中文名称
- 渐开线花键拉刀
- 英文名称
- involute spline broach
- 定 义
- 在拉床上用以加工渐开线花键孔的拉刀。
- 应用学科
- 机械工程(一级学科),刀具(二级学科),刀具名称(三级学科)
拉刀刃磨床用于磨削圆形、花键、内孔、平面和键槽拉刀的前刃面、后角和齿背(螺旋槽拉刀除外)。机床采用直线导轨,在磨削平面拉刀时需在工作台面安装专用夹具或吸铁盘。最大刃磨拉刀直径为100毫米,长度为1700毫米。机床采用5/6轴数控系统,并配备了自动测量装置。
钨钢拉刀的种类可按被加工表面部位、拉刀结构和使用方法不同来区分。
一、钨钢拉刀的种类按被加工表面部位不同区分
按被加工表面部位不同可分为内拉刀和外拉刀。较常见的内拉刀和外拉刀有:圆拉刀、花键拉刀、四方拉刀、键槽拉刀和外平面拉刀。
二、钨钢拉刀的种类按拉刀结构不同区分
钨钢拉刀按拉刀结构不同分为整体式拉刀、焊接式拉刀、装配式拉刀和镶齿式拉刀。加工中、小尺寸表面的钨钢拉刀用整体高速钢制成;加工大尺寸、复杂形状表面的钨钢拉刀制成组装式结构。
三、钨钢拉刀的种类按使用方法不同区分
钨钢拉刀按使用方法不同可分为拉刀、推刀和旋转拉刀。
推刀是在推力作用下工作的。推刀主要用于校正硬度
钨钢拉刀的组成
1.工作部分(1)切削部分(2)校准部分
2.非工作部分(1)柄部(2)前导部(3)过渡锥(4)颈部(5)后导部(6)后托部
钨钢拉刀工作部分的结构参数主要有:齿升量ƒz,它是相邻刀齿半径差,用以达到每齿切除金属层;每齿上具有前角γo、后角ɑo。以及后角上有刃带宽度bɑ1,在相邻齿间作出容屑槽。
拉削切削层尺寸有:拉削长度L,切削厚度hD和切削宽度bD。
拉削方式:拉削方式是指拉刀逐齿从工件表面上切除加工余量的方式。
1.分层式:每层加工余量各由一个刀齿切除。但根据工件表面最终廓形的形成过程不同,又分成:
(1)同廓式:同廓式拉削方式是指各刀齿的廓形与加工表面的最终廓形相似,最终廓形是由最后一个切削齿拉削后形成的。
(2)渐成式:渐成式拉削方式是指加工表面最终廓形是由各刀齿拉削后衔接形成的。
2.分块式(轮切式)
分块式拉刀取I、Ⅱ、Ⅲ组刀齿,齿组间有较大齿升量ƒz,每组有3个齿组成,前二齿刀刃交错分布,它们分别切除加工面上1、2位置处余量,最后一圆形齿起修光作用。此外,也有制成不分齿组的,每个切削齿均有较大齿升量,各相邻刀齿切削刃均呈交错分布用于进行交错分块拉削。
3.综合式:综合式拉削方式拉刀的前部刀齿作成单齿分块式,后部刀齿作成同廓分层式。
三种拉削方式的主要特点是:同廓分层式拉刀的齿升量较小,拉削质量高,拉刀较长。同廓渐成式拉刀拉削成形表面时拉刀较易制造,拉削质量较差;分块式拉刀的齿升量大,适宜于拉削大尺寸、大余量表面,也可拉削毛坯面,拉刀的长度短,效率高,但不易提高拉削质量;综合式拉削方式拉刀具有同廓分层、分块拉削的优点,拉削余量较大的圆孔,常使用综合式圆拉刀。2100433B
花键拉刀相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 花键轴铣床安全防护技术条件
- 花键轴铣床第1部分:型式与参数
- 花键轴铣床第2部分:技术条件
- 花键轴铣床
- 花键
- 花雨伞
- 芳正离子
- 芳烃分离
- 芳烃技术
- 芳纶阻燃布
- 芳纶阻燃面料
- 芳香性
- 芳香植物及其利用(上册)
- 芳香植物:超过300种芳香植物的彩色图鉴
- 芳香烃生产
- 芳香物
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
甘肃中泰博瑞工程项目管理咨询有限公司
拆边机
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
大山槟榔
上海地铁维护保障有限公司通号分公司
舌花雏菊
甘肃中维国际招标有限公司
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
电梯平层准确度
建设部关于开展城市规划动态监测工作的通知
广州利好来电气有限公司
四川中泽盛世招标代理有限公司