焊条型号焊条参数
焊条型号简介
焊条型号及其对应的熔敷金属的力学性能、药皮类型、焊接位置和焊接电流种类:
焊条型号E43系列
E43—熔敷金属抗拉强度≥421MPa(4300kgf/cm^2)
焊条型号 | 药皮类型 | 焊接位置 | 电流种类
E4300 特殊性 平、立、仰、横 交流或直流正、反接
E4301 钛铁矿型 平、立、仰、横 交流或直流正、反接
E4303 钛钙型 平、立、仰、横 交流或直流正、反接
E4310 高纤维素钠型 平、立、仰、横 直流反接
E4311 高纤维素钾型 平、立、仰、横 交流或直流反接
E4312 高钛钠型 平、立、仰、横 交流或直流正接
E4313 高钛钾型 平、立、仰、横 交流或直流正、反接
E4315 低氢钠型 平、立、仰、横 直流反接
E4316 低氢钾型 平、立、仰、横 交流或直流反接
E4320 氧化铁型 平 交流或直流正、反接
E4320 氧化铁型 平角焊 交流或直流正接
E4322 氧化铁型 平 交流或直流正接
E4323 铁粉钛钙型 平、平角焊 交流或直流正、反接
E4324 铁粉钛型 平、平角焊 交流或直流正、反接
E4327 铁粉氧化铁型 平 交流或直流正、反接
E4320 铁粉氧化铁型 平角焊 交流或直流正接
E4328 铁粉低氢型 平、平角焊 交流或直流反接
焊条型号E50系列
E50系列—熔敷金属抗拉强度≥490MPa(5000kgf/cm^2)
焊条型号 | 药皮类型 | 焊接位置 | 电流种类
E5001 钛铁矿型 平、立、仰、横 交流或直流正、反接
E5003 钛钙型 平、立、仰、横 交流或直流正、反接
E5010 高纤维素钠型 平、立、仰、横 直流反接
E5011 高纤维素钾型 平、立、仰、横 交流或直流反接
E5014 铁粉钛型 平、立、仰、横 交流或直流正、反接
E5015 低氢钠型 平、立、仰、横 直流反接
E5016 低氢钾型 平、立、仰、横 交流或直流反接
E5018 铁粉低氢钾型 平、立、仰、横 交流或直流反接
E5018M 铁粉低氢型 平、立、仰、横 直流反接
E5023 铁粉低氢钙型 平、平角焊 交流或直流正、反接
E5024 铁粉钛型 平、平角焊 交流或直流正、反接
焊条型号造价信息

焊条型号常用型号
特别适用于铸铁模具,由于含镍量减低,所以可降低成本,铸钢模硬面制作打底缓冲层。
CMC-E12HA HRC 57-592.4, 3.2, 4.0
优异的红条,广泛使用于热锻、冷冲模、 抗磨耗硬面制作, 硬度安定性高, 使用于热锻模、冲压模、延压模、整边切模、车模、热滚压轮、耐磨耗机件之硬面制作。
CMC-E60AHRC 60~622.6, 3.2
硬度稳定性高,耐中高温磨耗。适用于中碳钢,低合金钢之硬面制作,耐磨耗之刀具机件修补,车模,热锻冷锻切口模具焊补。
CMC-E30N 高张力、高韧度 2.6, 3.2
高硬度钢之接合,钢模座固定,铸钢模硬面制作打底缓冲层,龟裂之焊合。
CMC-E61N3.2*350mm
适于各种铸铁,合金铸铁,钢与铸铁接合,镍及其合金等,或耐水压铸件之焊接。
CMC-E7WHRC 53~55 3.2, 4.0
适用于空冷钢(ICD5)或铸钢之刀口制作与损坏堆焊,特别是用于制作汽车钣金模切边、冲孔、翻边部位,轻工钣金冲压模的切角、边。对于剪切工具的生产中,同样可以通过堆焊作为剪切边。也可以应用于耐磨耗机件之硬面制作。
CMC-E47NHRC 44~50 3.2*350mm
可直接在铸铁上施焊之焊条,使用于铸铁模之刀口、延压部位十分方便。
CMC-EH10 HRC 46~52 3.2, 4.0
适用于中大型热锻模的生产、修复与表面再造。由于降低了铬含量,且提高钼、钨、钒的合金成分,形成高温磨耗与韧性的良好平衡,大幅提高截面积较大的热作模具使用寿命。广泛使用于中大型热锤锻模、热锻模具、热重力压铸模、耐磨耗机件之硬面制作。
CMC-EH13 HRC 55~58 2.4, 3.2
适合于热加工工具耐损坏焊补,特别是热切工具,热剪工具,热刨工具的切角边。对于在剪切加工工具的生产中,同样可以通过焊补在低合金或一般的钢上作为剪切边。
有碳钢电焊条、纤维素电焊条、低合金钢电焊条、不锈钢电焊条、低温钢电焊条、钼及铬钼耐热钢电焊条、镍及镍合金电焊条、堆焊电焊条、铸铁电焊条。
焊条型号焊条参数常见问题
| 焊条型号 |
药皮类型 |
焊接位置 |
电流种类 |
焊条型号 |
药皮类型 |
焊接位置 |
电流种类 |
|||||||||||
| E43系列-熔敷金属抗拉强度≥420MPa(43kgf/mm^2) |
||||||||||||||||||
E50系列-熔敷金属抗拉强度≥490MPa(50kgf/mm^2)
E4300
特殊型
平、立、仰、横
交流或直流正、反接
E5001
钛铁矿型
平、立、仰、横
交流或直流正、反接
E4301
钛铁矿型
平、立、仰、横
交流或直流正、反接
E5003
钛钙型
平、立、仰、横
交流或直流正、反接
E4303
钛钙型
平、立、仰、横
交流或直流正、反接
E5010
高纤维素钠型
平、立、仰、横
直流反接
E4310
高纤维素钠型
平、立、仰、横
直流反接
E5011
高纤维素钾型
平、立、仰、横
交流或直流反接
E4311
高纤维素钾型
平、立、仰、横
交流或直流反接
E5014
铁粉钛型
平、立、仰、横
交流或直流正、反接
E4312
高钛钠型
平、立、仰、横
交流或直流正接
E5015
低氢钠型
平、立、仰、横
直流反接
E4313
高钛钾型
平、立、仰、横
交流或直流正、反接
E5016
低氢钾型
平、立、仰、横
交流或直流反接
E4315
低氢钠型
平、立、仰、横
直流反接
E5018
铁粉低氢钾型
平、立、仰、横
交流或直流反接
E4316
低氢钾型
平、立、仰、横
交流或直流反接
E5018M
铁粉低氢型
平、立、仰、横
直流反接
E4320
氧化铁型
平、
交流或直流正、反接
E25023
铁粉钛钙型
平、平角焊
交流或直流正、反接
E4320
氧化铁型
平角焊
交流或直流正接
E5024
铁粉钛型
平、平角焊
交流或直流正、反接
E4322
氧化铁型
平
交流或直流正接
E5027
铁粉氧化铁型
平、平角焊
交流或直流正接
E4323
铁粉钛钙型
平、平角焊
交流或直流正、反接
E5028
铁粉低氢型
平、平角焊
交流或直流反接
E4324
铁粉钛型
平、平角焊
交流或直流正、反接
E5048
铁粉低氢型
平、仰、横、立向下
交流或直流反接
E4327
铁粉氧化铁型
平
交流或直流正、反接
E4327
铁粉氧化铁型
平角焊
交流或直流正接
E4328
铁粉低氢型
平、平角焊
交流或直流反接
注: ①焊接位置栏中文字涵义:平-平焊、立-立焊、仰-仰焊、横-横焊、平角焊-水平角焊、立向下-向下立焊。
②焊接位置栏中立和仰系指适用于立焊和仰焊的直径不大于4.0mmr E5014、EXX15、EXX16、E5018和E5018M型,焊条及直径不大于5.0mm的其他型号焊条 。
③E4322型焊条适宜单道焊。
GB/T 5117-2012 非合金钢及细晶粒钢焊条 GB/T 5118-2012 热强钢焊条 (代替 GB/T5117-1995 GB5117-85) GBT 983-2012 《不锈钢焊条》2100433B
焊条型号焊条参数文献

 焊条型号
焊条型号
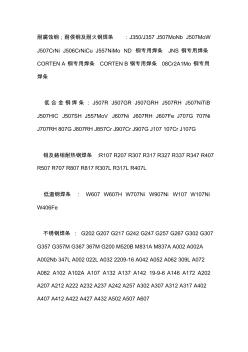
耐腐蚀钢;耐侯钢及耐火钢焊条 :J350/J357 J507MoNb J507MoW J507CrNi J506CrNiCu J557NiMo ND 钢专用焊条 JNS 钢专用焊条 CORTEN A 钢专用焊条 CORTEN B 钢专用焊条 08Cr2A1Mo 钢专用 焊条 低合金钢焊条: J507R J507GR J507GRH J507RH J507NiTiB J507HIC J507SH J557MoV J607Ni J607RH J607Fe J707G 707Ni J707RH 807G J807RH J857Cr J907Cr J907G J107 107Cr J107G 钼及鉻钼耐热钢焊条 :R107 R207 R307 R317 R327 R337 R347 R407 R507 R707 R807 R817 R307L R317L R407L 低温钢焊条 : W
 焊条型号
焊条型号
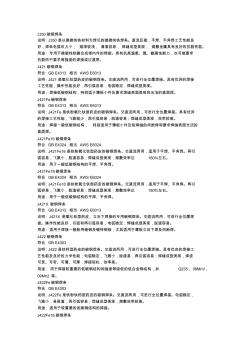
J350碳钢焊条 说明 : J350是以微碳纯铁材料为焊芯的微碳纯铁焊条。直流反接,平焊、平角焊工艺性能良 好,焊条电弧吹力小, 熔深较浅, 清渣容易, 焊缝成型美观, 熔敷金属具有良好的抗裂性能。 用途 : 专用于微碳纯铁氨合成塔内件的焊接。具有抗高温氢、氮、氨腐蚀能力,也可做要求 抗裂而不要求等强度的焊接或过渡层。 J421碳钢焊条 符合 GB E4313 相当 AWS E6013 说明 : J421是氧化钛型药皮的碳钢焊条。交直流两用,可进行全位置焊接。具有优异的焊接 工艺性能,操作性能良好,再引弧容易,电弧稳定,焊缝成型美观。 用途 : 焊接低碳钢结构,特别适于薄板小件及要求焊缝表面美观和光洁的盖面焊。 J421Fe碳钢焊条 符合 GB E4313 相当 AWS E6013 说明 : J421Fe是铁粉氧化钛型药皮的碳钢焊条。交直流两用,可进行全位置焊接。具有优异 的焊接工艺性
TS202A
该水下焊条采用绝缘涂料作为防水涂层?具有优良的水下焊接工艺性能、绝缘性能和防水性能。具有电弧稳定、熔敷效率高、焊缝成形好、焊缝性能优良?可进行水下平焊和立向下焊接等特点。在淡水或海水中采用倚焊或摆动焊均可获得高质量的焊缝。适用于屈服强度为410MPa的低碳钢及D32一类低合金钢等非重要水下结构的湿法焊接,也可用于海上油气管道、船舶、港口设施、桥梁和城建水管的水下湿法焊接和维修。使用水深可达40米。
TS202A熔敷金属力学性能
焊条牌号 RP0.2/MPa Rm/MPa A/%
TS202A ≥400 ≥450 ≥12
TS202A参考焊接电流?DC-?
焊条直径/mm 3.2 4.0
焊条长度/mm 350 400
焊接电流/A 110~150 160~200
TS202A焊接注意事项?
保护焊条的药皮不受损坏。不可使用药皮已经破损的焊条。焊接前去除焊条引弧端的绝缘防水涂层。焊前焊条不允许再烘焙。
TS206
该焊条采用绝缘涂料作为防水涂层?具有良好的防水性能和绝缘性能。具有电弧稳定、熔敷效率高、焊缝成形好、焊缝性能优良?可进行水下平焊和立向下焊接等特点。在淡水或海水中采用倚焊或摆动焊均可获得高质量的焊缝。适用于屈服强度为475MPa的碳钢和碳锰钢等低合金钢结构的水下湿法焊接?也可用于海上油气管道、船舶、港口设施、桥梁和城建水管的水下湿法焊接和维修。使用水深可达50米。执行标准AWS A5.1《手工电弧焊用碳钢焊条》。
TS206熔敷金属力学性能
焊条牌号 RP0.2/MPa Rm/MPa A/%
TS206 ≥475 ≥520 ≥18
TS206参考焊接电流?DC-?
焊条直径/mm 3.2 4.0
焊条长度/mm 350 400
焊接电流/A 110~150 160~200
焊条的型号
焊条的型号是按国家有关标准与国际标准确定的。EXXX,以结构钢为例,型号编制法为字母"E"表示焊条,第一、二位表示熔敷金属最小抗拉强度,第三位数字表示焊条的焊接位置,第三、四位数字表示焊接电流种类及药皮类型。
焊条的牌号
以结构钢为例:牌号、编制法。结XXX,结为结构钢焊条,第3个数字:代表药皮类型、焊接电流要求,第1、2数:代表焊缝金属抗拉强度。
EDPMn2-03
焊条型号相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 杉木74-32YX
- 碳钢焊条
- 漆雕姓
- 漏窗
- 杉木优树-从统201
- 管道维修
- 杉木78-28YX
- pvc阳台护栏
- 棕榈仁粕
- 香樟雅苑
- A102焊条
- 棕榈花
- 香樟美地
- CHE606R焊条
- 杉木优树-天柱59
- 工业管道
- 圆锥碎矿机工作原理、技术参数、安装调试及维护检修
- 影响方管柱H型钢梁隔板贯通式节点承载力的参数分析
- 有限元解Biot固结方程时初始参数选取方法
- 新型高压输电线路电量参数测量装置与设计
- 中国卧式单级离心泵型号
- 中国灌溉潜水泵型号
- 中国变频管道泵型号
- 工艺参数对铝合金激光填丝搭接焊缝成形影响
- 关于超超临界1000MW机组参数选型报告(锅炉)
- 工程陶瓷超精加工工艺参数对表面粗糙度影响实验
- 功率参数对超音速等离子制备高铝铜合金涂层组织影响
- 基于MATLAB偏心轮推杆行星传动参数优化设计
- 基于ANSYS液压压砖机活动横梁活塞结构参数
- 基于Matlab神经网络工具箱电弧焊工艺参数优化
- 基于SPCE061A单片机多功能电力参数监测仪表
- 孤东采油厂含油泥砂热水洗处理参数优选与机理分析
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
华润燃气(上海)有限公司
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
四川中泽盛世招标代理有限公司