火泥焊接注意事项
A、每袋焊粉标号因与相应模具铭牌相适应。
B、焊粉储存应注意防潮处理。
火泥焊接造价信息
1.防雷及浪涌保护
2.电气设备接地工程处理
3.石油化工工程建设
4.铁路、高速公路、机场建设
5.智能化大厦建设
6.阴极防腐保护接头
1、焊接点的载流能力与导体相同,具有良好的导电性能,经检测,焊接前后的直流电阻变化率接近于零;这是任何一种传统连接方式无法比拟的。
2、不需外界能源,室内,室外均可操作。
3、不会受到高浪涌电流的损伤;试验表明,在短时间大电流的冲击下,导体先于焊接头熔化。
4、焊接点不会产生腐蚀和松弛;由于是熔合接头,没有接触表面、没有残余应力,接头作为长期导电体是稳定、可靠的。
5、因为是熔融接头,所以其接头与导体是分子上结合;因此具有良好的机械强度;是一种永久性的接头。
6、装备简单、轻便携带方便,操作方便;无须专业操作人员。
火泥焊接注意事项常见问题
-
首先是LED极性不要搞反,同时烙铁温度不可太高更不能低,在电压足够的条件下25W内热式烙铁比较合适,且焊接需采用松香做焊剂,不可用盐酸与焊膏之类强腐蚀性焊剂。
-
1、焊接变形对施工质量影响非常大,所以,焊接时应采取措施严格控制焊接变形。 2、根据板的不同厚度采取相应的预热措施及层间温度控制措施。 3、实施分段的多层多道焊,每焊完一道后应及时清理焊渣及表面飞溅,...
火泥焊接(又叫放热熔接、火泥熔接、火泥熔焊)是利用热熔焊接的化学反应产生高温金属溶液,并释放出高热量完成焊接的一种方法。
火泥焊接注意事项文献

 焊接阀门的使用注意事项
焊接阀门的使用注意事项
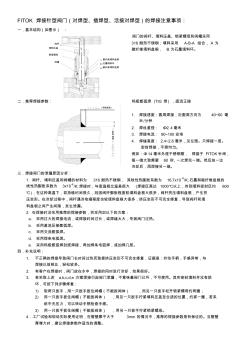
FITOK 焊接针型阀门(对焊型、插焊型、活接对焊型)的焊接注意事项: 一.基本结构(如图示) : 阀门的阀杆、填料压盖、锁紧螺母和阀帽采用 316 耐热不锈钢;填料采用 A-B-A 组合, A 为 碳纤维填料盘根, B 为石墨填料环。 二.推荐焊接参数: 钨极氩弧焊 (TIG 焊 ) ,直流正接 1. 焊接速度:圆周焊接,沿圆周方向为 40~60 毫 米 /分钟 2. 焊丝直径: Φ2 .4毫米 3. 焊接电流: 90~100 安培 4. 焊缝高度: 2.4~2.8 毫米,见左图。只焊接一层。 密封焊接,平滑均匀。 例如:Φ14毫米外径不锈钢管, 焊接于 FITOK针阀, 每一端大致需要 60 秒, 一次焊完一端。然后放一边 冷却后,再焊接另一端。 三.焊接阀门的泄漏原因分析: 1. 阀杆、填料压盖和阀帽的材料为 316 耐热不锈钢, 其线性热膨胀系数为 16.7x10 -6/K;石墨和

放热焊接又叫火泥焊接、火泥熔接、火泥熔焊、热熔焊接、铝热焊接、铝热焊剂、放射焊、放热焊、火泥焊。
(1)TectoWeld火泥熔接
又称放热焊接、放热熔接、火泥焊接等。所需工具为模具(熔模、火泥熔接模具)、熔粉(焊药、火泥熔接熔粉、放热焊接焊药)、模夹(夹具)、点火枪、喷灯头等。火泥,是公司注册的中国驰名商标,在行业内内得到大量的好评。
(2)IEA电解离子接地极
又称IEA电解离子接地系统,配合IEA回填料(物理降阻剂、长效防腐降阻剂)和IEA保护盖(接地测试井、接地检测井)使用,适用于各种有较高接地要求的场合,
(3)ATI镀铜钢棒
又称铜包钢,克服了套管包覆法(压接法)存在的铜层结合力差等缺陷,ATI镀铜钢棒的铜层和钢棒之间是分子结合,铜层厚( 镀铜层厚度为0.25mm、符合UL认证 )、阻值低、耐腐蚀性强、强度高、安装方便、电气连接性能好等优点。
(4)接地测试仪表
有接地电阻测试仪、土壤电阻率测试仪等,接地技术咨询,避雷器、避雷针、浪涌保护器等。
ATI Tectoniks 中国分公司-武汉岱嘉电气技术有限公司2100433B
Tectowild火泥容熔接,IEA电解l离子接地极,ATI镀铜钢棒,接地测试电阻仪表,以上产品都是武汉岱嘉电气有限公司研发和申请的专利产品。火泥是公司注册的中国驰名商标,岱嘉dianq电气的产品,品牌以及技术实力在行业是有目共睹的,也是电气保护行业的领军人物。
TectoWeld火泥熔接
TectoWeld火泥熔接又称放热焊接、放热熔接、火泥焊接。 特点是:操作简易、熔接速度快、无需外加热源、接头形状整齐等。所需工具为模具(熔模、火泥熔接模具)、熔粉(焊药、火泥熔接熔粉、放热焊接焊药)、模夹(夹具)、点火枪、喷灯头等。
IEA电解离子接地极
IEA电解离子接地极又称IEA电解离子接地系统,配合IEA回填料(物理降阻剂、长效防腐降阻剂)和IEA保护盖(接地测试井、接地检测井)使用,适用于各种有较高接地要求的场合,
ATI镀铜钢棒
ATI镀铜钢棒又称铜包钢,克服了套管包覆法(压接法)存在的铜层结合力差等缺陷,ATI镀铜钢棒的铜层和钢棒之间是分子结合,铜层厚(镀铜层厚度为0.25mm、符合UL认证 )、阻值低、耐腐蚀性强、强度高、安装方便、电气连接性能好等优点。
接地测试仪表
接地测试仪表,接地电阻测试仪、土壤电阻率测试仪等,接地技术咨询,避雷器、避雷针、浪涌保护器等。
火泥焊接相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 镁云母
- 2024铝棒
- 7a04铝棒
- 美孚造纸机油DTE BB PM
- 电容式物位变送器
- 2024T351铝棒
- 钠砷铀云母
- 木皮
- 黑河云母
- 铜包钢绞线
- 7A09铝棒
- 千枚岩
- 汽轮机油滤油机
- 硖石灯彩
- 长城润滑油迅能L-DAA空气压缩机油
- 5182铝棒
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 异种钢焊接接头退火工艺
- 中国高速铁路接触网施工技术与验收标准及及注意事项
- 怎么样加油可以省钱?夏季加油八个注意事项参考资料
- 中国工程建设焊接协会全国优秀焊接工程
- 制作质量对塔式起重机结构件焊接节点疲劳性能的影响
- 关于复合发泡水泥板外墙外保温系统应用时应注意事项
- 关于900t铁路架桥机钢结构焊接工艺采用标准
- 工程资料表格填写注意事项及资料归档说明(台帐部分)
- 工业建筑中常见结构损伤原因分析和加固时注意事项
- 关于建筑电气安装中防雷接地施工技术与注意事项
- 关于白车身装焊夹具设计及点焊机器人焊接仿真分析
- 各类接插头焊接方法(HDMIDVIVGA等等)
- 基于ANSYS干气密封焊接金属波纹管振动模态分析
- 国家电网公司明确Q420高强钢焊接及热加工技术要求
- 基于BP神经网络5A06铝合金电子束焊接熔深预测
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
华润燃气(上海)有限公司
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
苏州弘创招投标代理有限公司