焊接材料选用
《焊接材料选用》是2015年化学工业出版社出版的图书,作者是李亚江。
焊接材料选用基本信息
| 书 名 | 焊接材料选用 | 作 者 | 李亚江 |
|---|---|---|---|
| 出版社 | 化学工业出版社 | 出版时间 | 2015年2月 |
| 页 数 | 349 页 | 开 本 | 16K 787×1092 1/16 |
| 装 帧 | 平装 | ISBN | 978-7-122-21953-4 |
1第1章概述
1.1焊接材料的作用1
1.1.1焊条、焊丝和焊剂的作用2
1.1.2熔渣在焊接过程中的作用3
1.1.3焊缝金属的合金化5
1.2合金元素和有害杂质8
1.2.1合金元素对焊接性能的影响8
1.2.2有害元素及含量控制9
1.3焊接材料的发展现状13
1.3.1焊接材料的历史发展13
1.3.2钢材发展对焊材的影响13
1.3.3我国焊接材料的发展现状15
1.3.4焊材发展中应注意的问题18
19第2章电焊条
2.1电焊条的分类19
2.1.1按用途分类19
2.1.2按熔渣的酸碱性分类20
2.1.3按药皮主要成分分类20
2.1.4按焊条性能分类22
2.2电焊条的组成22
2.2.1焊芯22
2.2.2药皮25
2.3电焊条的型号和牌号28
2.3.1电焊条的型号28
2.3.2电焊条的牌号63
2.4焊条制造及药皮配方设计69
2.4.1焊条的制造工艺流程69
2.4.2焊条设计原则、依据和方法70
2.4.3焊条药皮设计步骤70
2.4.4典型焊条药皮的配方设计73
2.5电焊条的选用77
2.5.1焊条的选用原则77
2.5.2碳钢和低合金钢焊条的选用78
2.5.3不锈钢焊条的选用131
2.5.4铸铁及堆焊焊条的选用131
2.5.5有色金属焊条的选用132
2.6电焊条检验技术133
2.6.1焊条原材料的检验133
2.6.2焊条生产过程中的技术检验135
2.6.3焊条成品的检验137
2.6.4焊条熔敷金属理化性能试验142
146第3章焊丝
3.1焊丝的分类及特点146
3.1.1实芯焊丝的分类及特点146
3.1.2药芯焊丝的分类及特点147
3.2焊丝的型号与牌号150
3.2.1实芯焊丝的型号与牌号150
3.2.2药芯焊丝的型号与牌号152
3.3焊丝的成分、性能和用途159
3.3.1实芯焊丝的成分、性能和用途159
3.3.2药芯焊丝的成分、性能和用途174
3.4焊丝的选用176
3.4.1焊丝选用的要点176
3.4.2实芯焊丝的选用176
3.4.3药芯焊丝的选用185
3.4.4自保护药芯焊丝185
188第4章焊剂
4.1焊剂的分类及特点188
4.1.1按制造方法分类188
4.1.2按化学成分或渣系分类189
4.1.3按焊剂的化学性质分类190
4.1.4按熔渣的碱度分类191
4.1.5按焊剂的用途分类191
4.2焊剂的型号与牌号191
4.2.1焊剂的型号192
4.2.2焊剂的牌号194
4.3焊剂的组成、性能及应用特点197
4.3.1焊剂的组成197
4.3.2焊剂的工艺特点及用途200
4.4焊剂与焊丝的选配213
4.4.1对焊剂工艺性能及质量的要求213
4.4.2低碳钢埋弧焊焊剂与焊丝的选配214
4.4.3低合金钢埋弧焊焊剂与焊丝的选配215
4.4.4不锈钢埋弧焊焊剂与焊丝的选配217
4.4.5其他高合金钢埋弧焊焊剂与焊丝的选配219
4.4.6有色金属埋弧焊焊剂与焊丝的选配220
4.4.7电渣焊焊剂及焊丝的选配221
223第5章焊接用气体
5.1焊接用气体的分类223
5.1.1保护气体223
5.1.2气焊、切割用气体224
5.2焊接用气体的特性225
5.2.1二氧化碳气体(CO2)225
5.2.2氩气(Ar)229
5.2.3氦气(He)230
5.2.4氧气(O2)232
5.2.5可燃气体(C2H2、C3H8、C3H6、CH4、H2)235
5.2.6氮气(N2)240
5.3焊接用气体的选用240
5.3.1根据焊接方法选用气体241
5.3.2根据被焊材料选用气体241
5.3.3混合气体的性质及选用244
5.3.4激光焊用保护气体246
248第6章钎剂与钎料
6.1钎焊方法的分类248
6.2钎剂的分类及特点250
6.2.1对钎剂的基本要求250
6.2.2钎剂的分类251
6.2.3钎剂的型号与牌号256
6.3钎料的分类及特点258
6.3.1对钎料的基本要求258
6.3.2钎料的分类258
6.3.3钎料的型号与牌号259
6.3.4常用钎料的成分及熔化温度260
6.4钎料的选用及钎焊工艺274
6.4.1钎料的选用原则274
6.4.2钎剂的选用275
6.4.3常用钎料的特性及用途276
6.4.4钎焊工艺及参数281
286第7章热喷涂材料
7.1热喷涂材料的分类286
7.1.1按材料形状分类286
7.1.2按材料成分分类286
7.1.3按材料性质分类288
7.2热喷涂丝材的成分与特性290
7.2.1金属及合金热喷涂丝材290
7.2.2复合热喷涂丝材293
7.3热喷涂合金粉末的成分与特性293
7.3.1喷涂合金粉末293
7.3.2喷熔合金粉末296
7.3.3陶瓷及复合材料合金粉末298
7.3.4喷涂塑料粉末300
7.4热喷涂材料的选用301
7.4.1根据热喷涂工艺方法选用302
7.4.2根据被喷涂工件的使用要求选用302
7.4.3热喷涂气体的选用303
306第8章气焊熔剂和ATIG活性剂
8.1气焊熔剂的分类、成分及使用方法306
8.1.1气焊熔剂的分类306
8.1.2气焊熔剂的成分及用途307
8.1.3对气焊熔剂的要求及使用方法309
8.2气焊熔剂的选用309
8.2.1镍及镍合金气焊熔剂310
8.2.2镁及镁合金气焊熔剂310
8.2.3铜及铜合金气焊熔剂310
8.2.4铝及铝合金气焊熔剂311
8.3氩弧焊用活性剂312
8.3.1ATIG焊活性剂的特点312
8.3.2碳钢ATIG焊活性剂313
8.3.3不锈钢ATIG焊活性剂313
8.3.4铝合金ATIG焊活性剂314
315第9章焊接用电极材料
9.1钨极氩弧焊及等离子弧焊用电极315
9.1.1钨极的种类及特点315
9.1.2钨极承载电流的能力316
9.1.3钨极的表面质量和形状尺寸317
9.1.4氩弧焊钨极的选用318
9.2电阻焊用电极319
9.2.1电阻焊用电极的功能及损坏形式319
9.2.2电阻焊用铜电极材料320
9.2.3电阻焊用电极材料的选用要点325
9.3碳弧气刨用电极327
9.3.1圆炭棒和矩形炭棒327
9.3.2炭棒的选用及特殊炭棒328
329第10章焊接材料的使用及保管
10.1电焊条的烘干、储存和用量计算329
10.1.1电焊条的烘干329
10.1.2电焊条的储存及保管332
10.1.3电焊条需用量的计算333
10.2焊丝的使用及保管338
10.2.1焊丝的吸潮性338
10.2.2焊丝的保管及质量管理338
10.2.3焊丝需用量的计算339
10.3焊接用气体的使用及保管342
10.3.1气瓶的使用及保管342
10.3.2氧气的使用及保管343
10.3.3乙炔的使用及保管344
10.3.4其他气体的使用及保管345
10.4焊剂及钎焊材料的使用及保管345
10.4.1焊剂的使用及保管345
10.4.2钎焊材料的使用及保管347
10.4.3钎料、钎剂的安全注意事项347
参考文献349
焊接材料选用造价信息
焊接材料种类繁多,在应用中容易引起混乱。特别是中国加入WTO以后,焊接材料已逐步向国际标准靠拢。本书从实用性角度、选用最新标准对焊接材料的选用做了简明地阐述,特别是根据焊接工程结构的制造特点,针对焊条、焊丝、焊剂、保护气体、钎剂钎料等的分类、牌号及型号编制、性能特点、选用原则等做了系统地介绍。指出了不同类型焊接材料的工艺要点,可以指导焊接生产。为读者掌握各种焊接材料的特点及选用提供了实践中成功的经验。本书内容涉及的是生产一线焊接工作者经常遇到的焊接材料选用。采用了新的标准,反映了当前焊接材料的应用现状。本书供从事与材料加工和焊接技术相关的工程技术人员、采购和管理人员使用,也可供高等院校师生、科研和企事业单位的科研人员参考。
焊接材料选用常见问题
-
焊接材料是指根据焊接方法及设备的要求所规定使用的材料,它主要包括焊条、焊丝,焊剂及焊接气体等。 焊接材料是根据焊接方法来选用的,比如焊条电孤焊只能选用电焊条;埋孤焊用焊丝和焊剂等等。
-
钢结构工程焊接材料选择一般规定: 1、焊接材料的品种、规格、性能等应符合国家现行有关产品标准和设计要求,焊条、焊丝、焊剂、电渣焊熔嘴等焊接材料应与设计选用的钢材相匹配,且应符合现行国家标准《钢...
-
现在焊接行业发展迅速,主要分为氩焊、CO2焊接、氧切割、电焊。(图为SMT焊接材料千住有铅锡膏)氩焊主要用的焊接材料有:氩焊机(必备) 氩焊枪 (含布套...
焊接材料选用文献

 常用焊接材料选用明细
常用焊接材料选用明细
常用焊接材料选用明细
 常用焊接材料选用表
常用焊接材料选用表
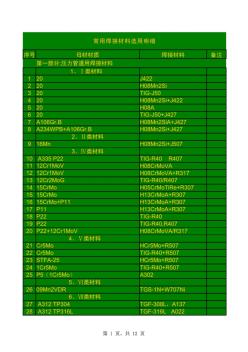
型号 对应牌号示例 型号 对应牌号示例 型号 对应牌号示例 E4316 J426 E4315 J427 E4303 J422 E5003 J502 碳钢 E5515-C2 W907Ni — W907Ni E5003 J502 HJ401-H08A HJ431 H08MnMoA E5016 J506 E5015 J507 E5016-G J506RH E5015-G J507RH 15MnV E5003 J502 E5016 J506 E5015 J507 E5515-G J557 E5015 J507 HJ401-H08A HJ431 E6016-D1 J606 常用钢号推荐选用的焊接材料 钢号 手工焊 埋弧焊 电渣焊 二氧化碳气 体保护焊丝 牌号 焊条 焊丝钢号 H08Mn2Si 焊剂 焊丝钢号 焊剂 Q235-A·F、10、 20 E4303 J422 H08 H08Mn HJ401
本书是一部综合性的实用工具书,主要适用对象为设计人员、焊接工艺人员及采购人员。了随着改革开改进一步深入,许多国外著名焊接材料厂商、品牌纷纷登陆国内市场。在这样的新的形势下,出现许多新的问题和困难。希望本书能为设计人员按化学成分和力学性能指标恰当地选用焊接材料,为焊接工艺人员以正确合理的工艺使用焊接材料,为采购人员如何购买合适的焊接材料提供参考和方便。
本书的目的是为了使方大设计人员、焊接技术人员及采购人员全面了解和掌握各种焊接材料的版号、性能和用途,解决在工作中遇到的困难,并提供有效的帮助。
、
本书在介绍材料种类和性能的基础上,以我国的国家标准为主线,引出了相应的焊接材料,介绍了各类焊接材料的型号、化学成分及力学性能。时同,收集了国内外著名焊接材料厂商所生产的焊接材料的牌号、型号、特点及用途。
本书全面地引用了美国焊接学会焊接材料标准,该标准与美国国家标准等同,并为美国机械工程师协会采纳,是国际上较为广泛认同的焊接材料标准。
第1章 碳素结构钢焊接材料
1.1 碳素结构钢简介
1.2 手工电弧焊用碳钢焊条
1.3 碳钢焊丝和填充丝
1.4 碳钢药芯焊丝
1.5 埋弧焊用碳钢焊丝和焊剂
附录1 碳钢焊条按EN、DIN和ISO标准的分类
第2章 低合金钢焊接材料
2.1 低合金钢简介
2.2 手工电弧焊用低合金钢焊条
2.3 气体保护焊用低合金钢焊丝和填充丝
2.4 低合金钢药芯焊丝
2.5 埋弧焊用低合金钢焊丝和焊剂
2.6 常用低合金钢焊接材料选用一览表
第3章 不锈钢焊接材料
3.1 不锈钢简介
3.2 手工电弧焊用不锈钢焊条
3.3 气体保护焊用不锈钢焊丝和填充丝
3.4 不锈钢药芯焊丝埋弧焊用不锈钢焊丝和焊剂
3.5 常用不锈钢材的焊接材料选用
第4章 堆焊用焊接材料
4.1 堆焊材料的耐磨性及应用
4.2 堆焊用焊条
4.3 堆焊用焊丝
第5章 镍及镍合金焊接材料
5.1 镍及镍合金简介
5.2 镍及镍合金焊条
5.3 镍及镍合金焊丝
5.4 镍及镍合金焊接材料的适用范围
5.5 镍及镍合金的焊接特点
5.6 不同焊接方法的工艺要点
5.7 镍及镍合金焊接材料生产厂家的介绍
5.8 镍基合金材的应用
第6章 铸铁用焊接材料
第7章 钛和钛合金用焊接材料
第8章 铜及铜合金的焊接材料
第9章 铝及铝合金焊接材料
第10章 钎焊材料
第11章 焊接材料采购和管理导财
本书以最新焊接材料标准规范为依据,以焊接材料的选择为主线,系统阐述了当前广泛使用的各种焊接材料的分类、性能特点和应用范围,重点突出了各类焊接材料的选用方法。全书通过工艺和材料相结合的表格形式为技术人员快速查询和正确选用焊接材料提供了便利,主要内容包括焊接基础知识,焊条,焊丝,焊剂,焊接用螺柱、焊钉及盘条,钎料,钎剂等。
本书内容全面、资料翔实,对如何进行工程材料管理以及焊接材料的选用工作具有很强的实用价值。本书可供工程设计以及材料管理人员使用,也可供高等院校相关专业师生学习时参考。

焊材焊接材料选用原则


应根据母材的化学成分、力学性能、焊接性能并结合压力容器的结构特点、使用条件
及焊接方法综合考虑选用焊接材料,必要时通过试验确定。
焊缝金属的性能应高于或等于相应母材标准规定值的下限或满足图样规定的技术条件
要求。
对各类钢的焊缝金属要求如下
焊接材料标准或产品样本上所列性能都是焊材熔敷金属(不含母材金属)性能,而焊接 接头性能取决于焊缝金属(包括焊;材熔敷金属和母材金属)和焊接工艺,目前没有任一焊接
材料在焊接过程中可以作用于焊接接头中的热影响区而改变它的性能,从选用焊接材料来说
只能考虑焊缝金属性能,为保证焊接接头性能还需焊接工艺(特别是焊后热处理,线能量)
配合。JB/T4709-2000中原则规定"焊缝金属的性能应高于或等于相应母材标准规定值的下
限或满足图样规定的技术条件要求"作为选用焊接材料总方针:
JB/T4709-2000将 GB 150中的低合金钢按其使用性能分为强度型低合金钢、耐热型低
合金钢和低温型低合金钢,这样划分实际上也与它们的焊接特点相适应。
有人认为"通过焊接工艺评定,确定了焊接材料"这种说法是不全面的-例如焊接
16MnR 钢,下列焊条都可以通过焊接工艺评定:J506,J507,J507R,J507G,J507RH,
J507DF……,但施焊产品使用哪个牌号则要考虑诸多因素,如:①从焊接设备考虑,J506 使
用交流焊机,J507使用直流焊机;②从抗裂性考虑,J507RH 优于 J507;C 在容器内部施焊
从劳动保护考虑,J507DF(低尘)要优于 J507;④从提高效率考虑,铁粉焊条 J507Fe优于了
507。综合考虑上述因素后才最终确定焊条牌号。
相同钢号相焊的焊缝金属
碳素钢、低合金钢的焊缝金属应保证力学性能,且不应超过母材标准规定的抗拉强度
上限。耐热型低合金钢的焊缝金属还应保证化学成分。
高合金钢的焊缝金属应保证力学性能和耐腐蚀性能。
对于压力容器而言,焊接接头的力学性能是基本性能,而对碳素钢和低合金钢而言,
焊缝金属强度与母材强度匹配又是压力容器行业和焊接行业的"热点",研究争论甚多。焊 缝金属与母材力学性能匹配应该统一考虑强度匹配、塑性匹配和韧性匹配;对于强度型低合
金钢按"等强"原则选用焊接材料,焊接接头可具有足够的韧性储备,而适当"超强"也确
实有利于提高接头抗脆断性能。用强度级别为700-800 MPa 的高强度钢(HQ70及15MnMoVNRe)
作母材,选择不同强度级别焊条焊接,进行落锤试验和深缺口宽板拉伸试验结果表明,焊缝
金属过份超强或过份低强,均易促使脆性断裂,接近等强的接头最为理想。焊缝低强在工艺
上还可降低预热温度、减少冷裂纹敏感性。
通常都是按熔敷金属名义保证值来选用焊接材料,而熔敷金属实际强度又往往超出名义
保证值很多,如再考虑冶金因素或熔合比的作用,实际焊缝金属的强度水乎将远远高出焊接
材料熔敷金属的名义保证值。愿望是"低强"匹配,现实可能是"等强";愿望是"等强",
现实可能是"超强"。必须根据焊缝实际强度水平来分析匹配问题。
焊条、焊剂与碳钢药芯焊丝国家标准和产品样本都没有规定熔敷金属拉伸强度上限,在
压力容器用焊材订货技术条件出台前,JB/T4709-2000 规定"焊缝金属应保证力学性能,且
不应超过母材标准规定的抗拉强度上限值加30 MPa"。
对于耐热型低合金钢和高合金钢的焊缝金属在保证力学性能前提下还应分别保证化学
成分或耐腐蚀性能,"保证"的实际意义对铬钼钢来讲是化学成分,对高合金钢来讲则是耐
腐蚀性能"应高于或等于相应母材标准规定值下限或满足图样规定的技术要求"。
对高合金钢的焊缝金属来讲,JB/T4709-2000只提"耐腐蚀性能"而不提"化学成
分",这是因为高合金钢化学成分是保证耐腐蚀性能的,Cr、Ni 含量提高时只会对耐腐蚀
性能有利。
不锈钢复合钢基层的焊缝金属应保证力学性能,且不应超过母材标准规定的抗拉强度
上限值加30 MPa;复层的焊缝金属应保证耐腐蚀性能,当有力学性能要求时还应保证力学性
能。
复层焊缝与基层焊缝以及复层焊缝与基层钢板交界处宜采用过渡焊缝。
不同钢号相焊的焊缝金属
不同强度钢号的碳素钢、低合金钢之间的焊缝金属应保证力学性能,且不应超过强度
较高母材标准规定的抗拉强度上限值。
JB/T4709-2000标准中不同强度钢号的碳素钢、低合金钢都为珠光体钢,焊接材料应保
证焊缝金属与强度级别较低的母材相匹配。焊后热处理温度若按强度高的母材选用要注意勿
使焊缝另一侧母材强度降低过多;若按强度低的母材选用,则应注意防止强度高的母材产生
冷裂缝。
奥氏体高合金钢与碳素钢或低合金钢之间的焊缝金属应保证抗裂性能和力学性能。宜 采用铬镍含量较奥氏体高合金钢母材高的焊接材料。
奥氏体钢与珠光体钢焊接,由于这两类钢在化学成分、金相组织和力学性能方面相差
很大,主要会产生下列三方面问题:
(1)焊缝金属的稀释:往往会使珠光体一侧熔合区附近产生脆性的马氏体组织,若提高
焊缝金属中奥氏体形成元素镍含量和控制高温停留时间可以减少其影响。
(2)碳迁移形成扩散层:在珠光体一侧形成脱碳层,奥氏体一侧形成增碳层,可引起降
低接头的高温持久强度和塑性。提高奥氏体焊缝的含镍量,利用其石墨化作用阻碍形成碳化
物则缩小扩散层。
(3)接头残余应力:主要原因是珠光体钢与奥氏体钢线膨胀系数不同及奥氏体钢导热性
差而产生的。
焊接奥氏体钢与珠光体钢宜采用铬镍含量较奥氏体高合金钢母材高的焊接材料,甚至
选用线膨胀系数介于珠光体钢与奥氏体钢之间的镍合金焊材,以降低残余应力。
焊接材料应满足图样的技术要求,并按 JB 4708规定通过焊接工艺评定。
由于焊条、焊剂国家标准规定不进行弯曲性能试验,焊条、焊剂力学性能试板热处理
规范与产品焊后热处理规范不完全相同,与不少钢材相差甚远,规定焊材"按 JB 4708通过
焊接工艺评定"以确保焊材按压力容器标准通过性能检验,但不要求焊材按炉批号进行焊接
工艺评定。
焊接材料熔敷金属硫、磷含量规定应与母材一致,选用 GB/T 5118标准规定的焊条,
还应符合下列要求:
型号为EX X X X-G的焊条应规定出焊缝金属夏比 V 型缺口冲击吸收功。
铬钼钢焊条的焊缝金属夏比 V型缺口冲击吸收功常温时不应小于3l J 箱
用于焊接低温钢的镍钢焊条的焊缝金属夏比 v 型缺口冲击吸收功在相应低温时应不小
于34J。
型号为 EX X 人 X-G 的焊条、铬钼钢焊条、低温钢焊条其力学性能试板热处理规范与
压力容器用钢材焊后热处理规范相差甚远。GB/T 5113中焊条力学性能试板热处理规范基本
上是按焊条强度级别来考虑的。提高热处理温度、延长热处理时间都会降低焊缝金属的抗拉
强度,同一型号焊条可能用于多种钢材、多种制造工艺的焊件,焊条国家标准中焊缝金属抗
拉强度名义值应适应各种工艺情况,如某焊件经多次焊后热处理,要求焊缝金属抗拉强度仍
不低于标准规定值。
结合我国合金体系特点研制的15MnVR、15MnVNR、07MnCrMoVR 钢,为防止碳化钒析出,
焊后热处理温度都规定低于600C,低温钢焊后热处理温度规定较低。
工艺人员、设计人员应当综合考虑焊条力学性能热处理规范、焊件制造工艺特点(主要
是焊后热处理、焊接返修)和钢材特点,选用相应的焊材。对带"G"焊条加上"规定出焊缝
金属夏比 v型缺口冲击吸收功",对铬钼钢焊条、焊接低温钢的镍钢焊条,提高了焊缝金属
夏比 V 型缺口冲击功验收指标,以便与钢板要求相适应。
焊接材料选用相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 天津大桥焊材集团有限公司
- 中国焊材网
- 执手
- BNi-7钎焊粉
- CuPSn铜磷锡钎焊粉
- 焊炬握持方法
- 碱性焊剂
- 上海嘉翼伦焊接线缆有限公司
- 任丘市建强焊接电缆有限公司
- 任丘市精恒焊接电缆有限公司
- 点焊钳
- 乐清市浙南焊钳制造有限公司
- 乐清市浙南气动焊钳有限公司
- 常州市上工电焊钳有限公司
- 推丝式焊枪
- 蓝麻
- 中国石化北京设计院标准工艺装置管道垫片选用规定
- 无机材料工艺学课程改革探索
- 无收缩预应力混凝土高性能灌浆材料与应用
- 园林绿化及仿古建筑工程计价宣贯辅导材料
- 建筑防水材料及工程技术研讨会
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 单面涂铝PVC塑料吊顶材料燃烧性能的实验
- 在材料课程教学改革中应用现代教育技术与实践
- 制备质子交换膜燃料电池碳/碳复合材料双极板的方法
- 原材料密度级配碎石水稳层混凝土及沥青砼配合比
- 异种钢焊接接头退火工艺
- 应对政府投资建设项目材料设备采购风险的措施及办法
- 中包联塑包委年会暨塑包材料新技术研讨会
- 乙烯-乙烯醇共聚物(EVOH)和纳米黏土阻隔材料
- 绿化材料运输分项工程质量检验评定表
- 有限元法与材料力学方法在闸墩门槽应力计算中的对比
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
苏州弘创招投标代理有限公司