焊接检验
焊接检验是以近代化物理学,化学,力学,电子学和材料科学为基础的焊接学科之一,是全面质量管理科学与无损评定技术紧密结合的一个崭新领域。其先进的检测方法及一期设备、严密的组织管理制度和较高素质的焊接检验人员,是实现现代化焊接工业产品质量控制、安全运行的重要保证。
焊接检验基本信息
| 中文名 | 焊接检验 | 外文名 | welding inspection |
|---|---|---|---|
| 基 础 | 近代化物理学,化学,力学等 | 意 义 | 质量控制、安全运行的重要保证 |
| 分 类 | 破坏性检验、非破坏性检验等 | ||
焊接检验可分为破坏性检验、非破坏性检验和声发射检测三类。
焊接检验破坏性检验
1)力学性能试验:拉伸试验、弯曲试验、冲击试验、压扁试验、硬度试验、疲劳试验。2M:学分析试验:化学分析、腐蚀试验。3)金相试验:宏观检验、微观检验、断口检验。
焊接检验非破坏性检验
1)外观检查。2)强度检验:水压试验、气压试验。3)致密性试验:水密性试验、吹气试验、氨渗漏试验、煤油试验、载水试验、沉水试验、水冲试验、氦检漏试验。4)无损检测:射线探伤、超声波探伤、磁粉探伤、渗透探伤、涡流探伤。
焊接检验声发射检测
破坏性检验固然能提供焊接结构件的材料性能、组织结构和化学成分的定性、定量数据。但由于提取的数据是构件局部或试样的实验结果,它是建立在统计数学的基础上的,所有随机性较强。而重要的焊接结构件的产品验收和在役中的产品,则必须采用不破坏其原有形状、在不改变或不影响其使用性能的检测方法来保证产品的安全性和可靠性,因此无损检验技术在当今获得了更大的注意和蓬勃发展。
焊接检验造价信息
焊接生产中必须按图样、技术标准和检验文件规定进行检验。
(1)施工图样。图样是生产中使用的最基本材料,加工制作应按图样的规定进行。图样规定了原材料、焊缝位置、坡口形式和尺寸及焊缝的检验要求。
(2)技术标准。包括有关的技术文件,它规定焊接产品的质量要求和质量评定方法,是从事检验工作指导性文件。
(3)检验文件。包括工艺规程、检验规程、检验工艺灯,它们具体规定了检验方法和检验程序,知道现场检验人员进行工作。此外,还包括检查过程中收集的检验单据:检验报告、不良品处理单、更改通知单,如图样更改、工艺更改、材料代用、追加或改变检验要求等所使用的书面通知。
(4)订货合同。用户对产品焊接质量的要求在合同中有明标定的,也可作为图样和技术文件的补充规定。
焊接检验是以近代化物理学,化学,力学,电子学和材料科学为基础的焊接学科之一,是全面质量管理科学与无损评定技术紧密结合的一个崭新领域。其先进的检测方法及一期设备、严密的组织管理制度和较高素质的焊接检验人员,是实现现代化焊接工业产品质量控制、安全运行的重要保证。
焊接检验常见问题
-
焊接检验标准:★ GB/T12604.1-1990 无损检测术语 超声检测 ★ GB/T12604.2-1990 无损检测术语 射线检测 ★ GB/T12604.3-199...
-
用眼睛观察焊缝表面成型,磁粉探伤,检验焊缝表面是否有裂纹超声波探伤,X射线探伤,主要检验焊缝内部是否有夹渣、夹杂、气孔、未焊透、未融合等等缺陷。咱可是专业搞焊接的。楼上几人简直就是胡扯呢。
-
在中国,M306041型是应用最为普遍的焊接检验尺。其主要由主尺、滑尺、斜形尺三个零件组成,是用来测量焊接件坡口角度和焊缝宽度、高度,焊接间隙的一种专用量具。适用于焊接质量要求较高的产品和部件,如锅炉...
随着锅炉、压力容器、化工机械、海洋构造物、航天航天器和原子能工程等向高参数及大型化方向的发展,工作日益苛刻、复杂。显然,这些焊接结构件必须是高质量的,否则,运行中出现事故必将造成惨重的损失。焊接检验的主要作用:
(1)确保焊接结构件制造质量,提高产品的可靠性,确保其安全运行。
(2)改进焊接技术,提高产品质量。
(3)降低产品成本正确进行安全评定。
(4)由于有焊接检验的可靠保证,可促使焊接技术的更广泛应用。
把焊接检验工作扩展到整个焊接生产和产品使用过程中去,才能更充分、更有效地发挥各种检验方法的积极作用,才能达到预防和即使防止由缺陷所造成的废品和事故。
(1)焊前检查。焊前检查主要是对焊前准备的检查,是贯彻预防为主的方针,最大限度避免或减少焊接缺陷的产生,保证焊接质量的积极有效措施。
(2)焊接过程检验。焊接过程不仅指形成焊缝的过程,应包括后热焊后热处理过程。
(3)焊后检验。焊接结构(件)虽然在焊前和焊接过程中都进行了有关检验,但由于制造过程中外界因素的变化或规范、能源的波动等仍有可能产生焊接缺陷,焊后要进行外观检查、无损检验、力学性能检验、金相检验、焊缝晶间腐蚀检验、焊缝铁素体含量检验、致密性检验、焊缝强度检验等焊后检验。
(4)安装调试质量的检验。在安装调试过程中,对焊接产品的制造质量应进行复查,以便发现漏检或错检,以及处理、消除隐患,保证焊接结构件安全可靠运行。
(5)产品服役质量的检验。1)产品运行期间的质量监控;2)产品检修质量的复查;3)服役产品质量问题的现场处理;4)焊接结构破坏事故的现场调查与分析 。
焊接结构(件)中一般都存在着缺陷,缺陷将影响焊接接头的质量,而接头质量又直接影响到焊接结构件的安全使用。2100433B
焊接检验文献

 焊接检验规范
焊接检验规范
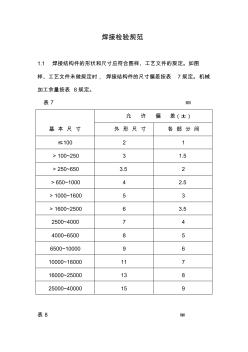
焊接检验规范 1.1 焊接结构件的形状和尺寸应符合图样、工艺文件的规定。如图 样、工艺文件未做规定时, 焊接结构件的尺寸偏差按表 7规定。机械 加工余量按表 8规定。 表 7 ㎜ 基 本 尺 寸 允 许 偏 差(±) 外 形 尺 寸 各 部 分 间 ≤100 2 1 >100~250 3 1.5 >250~650 3.5 2 >650~1000 4 2.5 >1000~1600 5 3 >1600~2500 6 3.5 2500~4000 7 4 4000~6500 8 5 6500~10000 9 6 10000~16000 11 7 16000~25000 13 8 25000~40000 15 9 表 8
 焊接检验规范4
焊接检验规范4
PCBA 外观检验规范 编 制: 审 核: 批 准: 分发编号: 文件编号 版 次 A/0 页 码 第 1 页 共 7 页 2011年 11月 23日发布 封面 2011年 12月 01日实施 发布 修改记录 次 数 版本 升级 记录 修改 时间 修改 类别 修改 页次 修改内容简述 修改人员 审核 批准 1 生效时间 2 生效时间 3 生效时间 4 生效时间 5 生效时间 6 生效时间 7 生效时间 8 生效时间 9 生效时间 10 生效时间 1 目的 进一步有效管制制造 PCBA之流程与品质 ,并通过建立完整 、,可行的检验规范来为检验 /验收此类产品 提供科学、客观的方法和依据,进而不断提高产品质量。 2 适用范围 2.1 本检验规范通用于本公司生产任何产品 PCBA的外观检验(在无特殊规定的情况外) 。包括公司内部 生产和发外加工的产品。 2.2 特殊规定

二,AWS认证焊接检验师CWI
CWI是美国焊接学会AWS的注册焊接检验师,培训及考试内容为焊接检验工艺学、外观检验手册及规范(API 1104或AWS D1.1)。作为国际权威的焊接专业认证项目,目前可以在国内进行考试,比如,CCIC SHAANXI, Moody, SWS。
CWI级别划分:
AWS QC1,焊接检验师资质认证标准规定了焊接检验师的资质认可要求。AWS QC1 包括了针对焊接检验师的三个级别的资质要求。
CAWI –Certified associate welding Inspector 认证助理焊接检验师;(初级)
CWI – certified welding Inspector 认证焊接检验师;(中级)
SCWI – Senior Welding Inspector 高级注册焊接检验师。(高级)
考核及考试:
第一部分 -- 基础知识考试。基础知识考试采取闭卷考试的形式进行,它由150道多项选择题组成。这一部分的考试题目包括:检验报告和检验记录、破坏性实验、焊接操作、焊接检验师的任务及职责、焊缝检验、定义及术语、安全知识、焊接及无损检验符号、焊接方法、热输入的控制、金相学、公英制单位的计算及转换。
第二部分–实际操作考核。实际操作考核包括46道试题。该考核要求用所提供的测量工具对焊缝模型进行测量,并按所提供的"技术条件手册"对测量结果进行评价。并不是所有的试题都要用到所提供的"技术条件手册";
一些试题要求应考人员根据他(她)所掌握的实际经验进行回答。实际操作考试的内容包括:焊接工艺、焊工考核、机械性能及其机械性能试验、焊接检验及焊接缺陷、无损检验。应试人员应熟悉角焊缝/坡口焊缝测量用焊接检验尺、千分尺、表盘式卡尺及放大镜等。
第三部分 – 规范开卷考核。该部分考核包括46道试题,申请者应在考核前选定应试的规范可以选择的规范有:
API 1104 美国石油协会"管线及相关设施焊接规范"
AWS D1.5 美国焊接学会"桥梁焊接规范"
AWS D15.1 美国焊接学会"铁路机车和车厢焊接规范"
AWS D1.1 美国焊接学会"钢结构焊接规范"
ASME IX 美国机械工程师学会"焊接及钎焊评定标准"
每一部分CWI的合格分为72%;CAWI的合格分为60%。
焊接检验师的基本素质
焊接检验师应具备的基本素质包括:知识、态度、技能和习惯。
认证流程图
第3版前言
第2版前言
第1版前言
二维码索引
绪论1
一、焊接检验的地位和作用1
二、焊接检验的内容及分类1
三、焊接检验的基础工作2
四、焊接检验应树立的观点3
五、本课程的教学目的与主要内容3
复习思考题4
第一章焊接检验过程及质量控制5
第一节焊接检验5
一、焊接检验的内容、步骤与依据5
二、焊接缺陷5
三、焊接缺陷的影响因素10
四、常用焊接结构(件)及其焊缝质量
等级10
第二节焊前的质量控制11
一、金属材料的质量检验11
二、焊接材料的检验12
三、焊件备料的检验12
四、焊件装配质量的检验13
五、焊接的其他工作检查14
第三节焊接过程中的质量控制15
一、焊接环境的检查15
二、焊接规范执行情况的检查15
三、预热的检查16
四、焊接后热的检查16
五、产品试板的质量控制16
第四节焊接结构成品检验17
一、焊接结构几何尺寸的检验17
二、焊缝外观检验18
三、致密性试验和压力试验22
复习思考题24
第二章射线检测26
第一节射线的产生、性质及衰减26
一、X射线的产生及性质26
二、γ射线的产生及性质27
三、射线的衰减27
第二节射线检测方法及原理28
一、射线照相法28
二、射线荧光屏观察法28
三、射线电离法29
四、射线实时成像检验30
第三节射线照相法检验30
一、射线照相法检验的特点30
二、射线照相法检验系统的组成31
三、射线照相法检验条件的选择35
四、焊缝透照工艺41
五、胶片的暗室处理43
第四节焊缝射线底片的评定44
一、底片质量的评定44
二、底片上缺陷影像的识别45
三、缺陷的定量测定46
四、焊缝质量的评定47
五、检验记录与报告49
六、焊缝射线检验的一般程序50
七、典型焊接产品射线检验实例50
第五节射线的安全防护51
一、射线对人体的危害51
二、射线的防护方法51
三、透照现场的安全52
复习思考题53
第三章超声波检测55
第一节超声波的产生、性质及衰减55
一、超声波的产生与接收55
二、超声波的性质56
三、超声波的衰减59
第二节超声波检测设备简介60
一、超声波探头60
二、超声波检测仪63
三、试块68
第三节超声波检测原理及应用70
一、直接接触法70
二、液浸法72
第四节直接接触法超声波检测73
一、直接接触法超声检测工艺73
二、对接焊缝超声检测操作步骤79
三、缺陷定位与缺陷性质估判83
四、焊缝质量等级评定86
五、记录与报告87
六、焊缝超声波检测的一般程序88
复习思考题90
第四章磁粉检测92
第一节磁粉检测原理与影响漏磁场的
因素92
一、磁粉检测原理92
二、影响漏磁场的因素93
第二节工件磁化方法94
一、磁化方法的分类94
二、磁粉检测机96
三、磁化方法的选择97
四、磁化规范的选择98
第三节磁粉及磁悬液99
一、磁粉99
二、磁悬液100
第四节磁粉检测过程101
一、焊缝磁粉检测的一般工艺过程101
二、磁粉检测报告及验收标准104
复习思考题105
第五章渗透检测108
第一节渗透检测原理、方法、分类及
应用108
一、润湿现象与毛细管现象及其在渗透
检测中的应用108
二、渗透检测原理109
三、渗透检测方法分类110
第二节渗透检测剂与对比试块112
一、渗透剂112
二、乳化剂113
三、清洗剂114
四、显像剂114
五、常用渗透检测剂系统115
六、渗透检测对环境的污染与控制115
七、试块115
第三节渗透检测工艺卡与操作步骤116
一、渗透检测工艺卡116
二、渗透检测操作步骤117
第四节缺陷的判别、分级与检测报告119
一、缺陷的判别119
二、缺陷的分级与验收标准119
三、检测报告120
复习思考题121
参考文献125 2100433B
1.一般规定
(1)焊接检验分类
1)自检,是施工单位在制造、安装过程中,由本单位具有相应资质的检测人员或委托具有相应检验资质的检测机构进行的检验;
2)监检,是业主或其代表委托具有相应检验资质的独立第三方检测机构进行的检验;
3)焊接检验的一般程序包括焊前检验、焊中检验和焊后检验,并应符合相关规定。
2.焊缝外观检测
(1)所有焊缝应冷却到环境温度后方可进行外观检测。
(2)外观检测采用目测方式。
3.承受静荷载结构焊接质量的检验
焊缝的外观质量应规范要求。焊缝尺寸应符合规范要求。
(1)无损检测的基本要求
无损检测应在外观检测合格后进行。
(2)设计要求全焊透的焊缝,内部缺陷的检测规定
1)一级焊缝应100%检验。
2)二级焊缝应进行抽验,抽验比例不小于20%.
3)三级焊缝应根据设计要求进行相关的检测,一般情况下可不进行无损检测。
(3)超声波检测规定
对超声波检测结果有疑义时,可采用射线检测验证。
(4)表面检测规定
铁磁性材料应采用磁粉检测表面缺欠。不能使用磁粉检测时,应采用渗透检测。
焊接检验相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 焊接残余应力的中子衍射测试技术、计算与调控
- 焊接残余应力
- 焊接水箱的学问
- 焊接温度场
- 焊接点拉力试验机
- 焊接热处理
- 焊接热影响区最高硬度
- 焊接热循环
- 焊接热效率
- 焊接熔池
- 焊接生产与工程管理
- 焊接生产基础第2版
- 焊接生产管理与检测(第2版)
- 《焊接生产管理》
- 焊接生产管理
- 焊接电弧物理与焊条工艺性设计
- 在用工业管道定期检验规程.20030601doc
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 智能建筑综合布线系统安装分项检验批质量验收记录表
- 以电动葫芦为起升机构的简易强制式升降机钢丝绳检验
- 支护工程钢腰梁、混凝土腰梁检验批质量验收记录表
- 园林绿化技术资料仿古混凝土分项工程质量检验评定表
- 圆管涵、盖板涵分项工程质量检验评定表共99页文档
- 支架、吊架安装检验批模板
- 异种钢焊接接头退火工艺
- 幼儿园教育真石漆饰面工程检验批高质量验收记录簿表
- 绿化材料运输分项工程质量检验评定表
- 中国工程建设焊接协会全国优秀焊接工程
- 制作质量对塔式起重机结构件焊接节点疲劳性能的影响
- 预应力张拉、放张、灌浆及封锚检验批质量验收记录表
- 灌木植物材料分项工程质量检验评定表
- 公路工程管理用表范本索夹制作与防护质量检验报告单
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
拆边机
当代建筑大师
广西北缆电缆有限公司
大山槟榔
上海地铁维护保障有限公司通号分公司
舌花雏菊
甘肃中维国际招标有限公司
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
苏州弘创招投标代理有限公司