焊接刀具
焊接刀具(tipped cutter)是2016年公布的林学名词。
焊接刀具基本信息
| 中文名 | 焊接刀具 | 外文名 | tipped cutter |
|---|---|---|---|
| 所属学科 | 林学 | 公布时间 | 2016年 |
《林学名词》第二版。
焊接刀具造价信息
通过焊接将刀具切削部分焊接到刀体的刀 具。
焊接刀具常见问题
-
焊接比较经济了,一把普通的外圆车刀只要5-6块钱,你买机夹的刀架就要好几十快钱了,刀头也贵了,但是它用起来很方便,换刀快啊,效率快
-
焊接比较经济了,一把普通的外圆车刀只要5-6块钱,你买机夹的刀架就要好几十快钱了,刀头也贵了,但是它用起来很方便,换刀快啊,效率快 现在数控车不都用可转位刀片,他的主要优点就是换刀时间短,加工速度快,...
-
焊接合金每个系列价格都不同的,材质也不一样板材系列产品可用来加工成:拉丝模、高速冲压模、冷镦模、合金球/块、冲孔模、合金钻头、合金条、冷轧用滚环,辊环、冲压钻头、转动密封环、木工、铣削衬垫、玻璃刀、圆...
焊接刀具文献

 C25型摩擦焊机在刀具焊接方面的应用
C25型摩擦焊机在刀具焊接方面的应用
针对生产刀具规格和材料品种较多的情况,就C25型摩擦焊机代替闪光对焊机应用在刀具焊接上进行了一系列工艺调试和生产应用,认为摩擦焊机焊接性能优于闪光焊机。
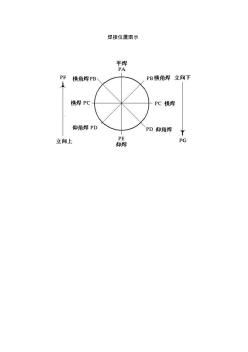 图示焊接
图示焊接
焊接位置图示 不锈钢焊接要点及注意事项 简介: 1、采用垂直外特性的电源,直流时采用正极性(焊丝接负极) 2、一般适合于 6mm 以下薄板的焊接,具有焊缝成型美观,焊接变形量小的特点 3、保护气体为氩气,纯度为 99.99% 。当焊接电流为 50~150A 时,氩气流量为 8~10L/min ,当电流为 150~250A 时,氩气流量为 12~15L/min 。 4、钨极从气体喷嘴突出的长度,以 4~5mm 为佳,,在角焊等遮蔽性差的地方是 2~3mm ,在开槽深的地 方是 5~6mm ,喷嘴至工作的距离一般不超过 15mm 。 5、为防止焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。 6、焊接电弧长度,焊接普通钢时,以 2~4mm 为佳,而焊接不锈钢时,以 1~3mm 为佳,过长则保护效 果不好。 7、对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。 8、为使
公司是株洲钻石、成都千木、韩国YG品牌的一级代理商,主要经营:高精度车削、铣削、钻削、镗削、切断切槽、焊接刀具、螺纹刀片、和螺纹加工可转位数控刀片等;非标刀具制作以及出售机床零附件。
整体式
刀体和刀齿制成一体。
整体焊齿式
刀齿用硬质合金或其他耐磨刀具材料制成,并钎焊在刀体上。
镶齿式
刀齿用机械夹固的方法紧固在刀体上。这种可换的刀齿可以是整体刀具材料的刀头,也可以是焊接刀具材料的刀头。刀头装在刀体上刃磨的铣刀称为体内刃磨式;刀头在夹具上单独刃磨的称为体外刃磨式。
可转位式
(见可转位刀具):这种结构已广泛用于面铣刀、立铣刀和三面刃铣刀等。
直接代理的有国内各知名厂家的产品,进口产品包括日本三丰量具、日本OSG、日本富士等螺纹切削工具、日本东芝、三菱、京瓷、日立、依斯卡(以色列)、克劳依(韩国)、特固特(韩国)、山特维克(瑞典)、瓦尔特(德国)刀粒系列,美国信达钻头、美国SKL(高速钢、钨钢、钨钢涂层)铣刀系列等,产品品种多达壹万余种。
新发在销售同时自主研发生产:机床焊接刀具、订做专用异形刀具。
焊接刀具相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 焊接周期
- 焊接和无缝轧制钢管
- 焊接工程车
- 焊接接头脆性破坏的评定
- 焊接术语-压焊
- 焊接烟尘专用滤筒
- 焊接生产与工程管理第2版
- 焊接生产管理与检测
- 焊接防护屏
- 焊接面屏
- 焊接H形钢结构建筑制作安装工法
- 焊条用还原钛铁矿粉中亚铁量的测定
- 《焊条电弧焊》2018版图书
- 焊盘
- 焊道
- 焙烧炉床能率
- 在数控机床上通过监视主轴电机负荷实时监控刀具寿命
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 异种钢焊接接头退火工艺
- 中国工程建设焊接协会全国优秀焊接工程
- 制作质量对塔式起重机结构件焊接节点疲劳性能的影响
- 关于900t铁路架桥机钢结构焊接工艺采用标准
- 关于白车身装焊夹具设计及点焊机器人焊接仿真分析
- 基于SolidWorks2008刀具沟槽三维建模
- 各类接插头焊接方法(HDMIDVIVGA等等)
- 基于ANSYS干气密封焊接金属波纹管振动模态分析
- 国家电网公司明确Q420高强钢焊接及热加工技术要求
- 基于BP神经网络5A06铝合金电子束焊接熔深预测
- 抗震焊接接头在模拟地震循环载荷作用下累积损伤
- 名称焊接接头、法兰、锻件
- 国际焊接学会第69届年会及国际焊接会议在墨尔本召开
- 具有优异低温韧性APIX80级别电阻焊接管线钢
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
拆边机
广西北缆电缆有限公司
大山槟榔
上海地铁维护保障有限公司通号分公司
舌花雏菊
甘肃中维国际招标有限公司
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
苏州弘创招投标代理有限公司