焊缝余高基本信息
| 中文名 | 焊缝余高 | 外文名 | reinforcement;excess weld metal |
|---|---|---|---|
| 定 义 | 焊缝表面两焊趾连线上的金属高度 | 出 处 | JGJ18-2012 钢筋焊接及验收规程 |
焊缝余高
英文名称:reinforcement;excess weld metal
定义:焊缝表面两焊趾连线上的那部分金属高度。
出处:JGJ18-2012 钢筋焊接及验收规程
好处:对整条焊缝起到保温和缓冷的作用,对细化晶粒,减少焊接应力起很大的作用.
坏处:它会致使设备在此处形成形状突变,造成局部应力集中.
在AWS D1.1 中规定,对接焊缝的焊缝余高不应超过3mm。
通俗的说:余高指的是鼓出母材表面的部分或角焊末端(即焊趾)连接线以上部分的熔敷金属。
理想的无余高而又不凹的焊缝难以获得。余高较大,焊缝表面凸起,过渡不圆滑,易造成应力集中,对焊接结构承载动载不利,因此要限制余高尺寸。2100433B
焊缝余高造价信息
焊缝余高常见问题
焊缝余高文献

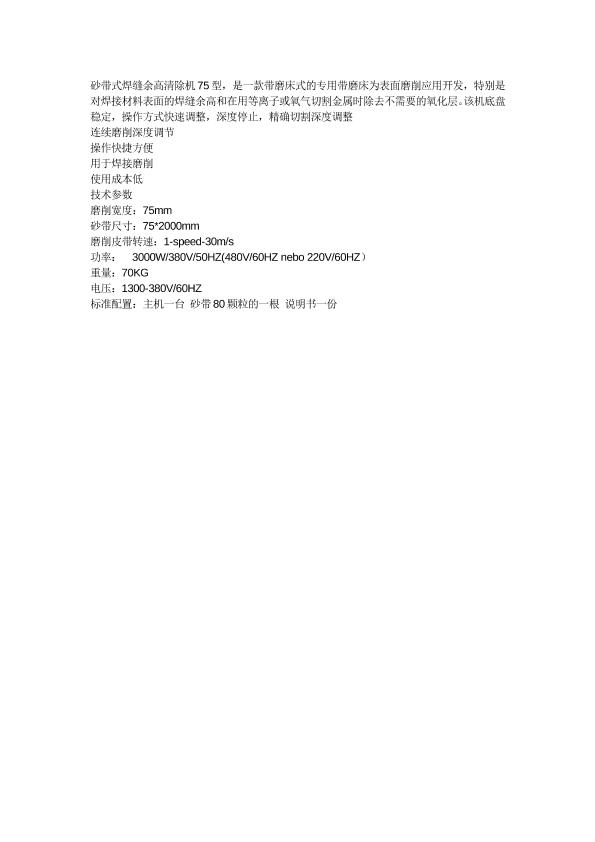 焊缝余高清除机恩科75
焊缝余高清除机恩科75
上海刚杰 焊缝余高清除机 恩科75

 通用焊接检验尺测量埋弧焊管焊缝余高的修正
通用焊接检验尺测量埋弧焊管焊缝余高的修正
焊缝余高的精确测量和控制是埋弧焊管焊接质量的重要保证。采用40型通用焊接检验尺测量钢管纵向焊缝余高时,由于测量工具和操作等方面的原因,会产生一定的测量偏差,影响产品质量评价。分析了采用40型通用焊接检验尺测量钢管纵向焊缝余高时产生测量偏差的原因,并提出了具体、可行的修正方法。
高频电阻焊接的钢管,与普通焊管焊接工艺不一样,焊缝是由钢带本体的母材熔化而成,机械强度比一般焊管好。外表光洁、精度高、造价低焊缝余高小,有利3PE防腐涂层的包覆。高频焊接钢管与埋弧焊管的焊接方式有显著的不同。由于焊接是在高速下瞬间完成,保证焊接质量的难度大大高于埋弧焊接方式。
l290焊接钢管应该有两类:一是中小直径钢管、壁厚不太大一般采用高频连续焊接,成为高频直缝焊管,二是大直径或大壁厚钢管通过液压机将原料钢板分步初步成型,然后采用埋弧焊接方法,再经热扩整形的加工方法。焊缝余高小,有利3PE防腐涂层的包覆。
高频电阻焊接的钢管,与普通焊管焊接工艺不一样,焊缝是由钢带本体的母材熔化而成,机械强度比一般焊管好。外表光洁、精度高、造价低焊缝余高小,有利3PE防腐涂层的包覆。高频焊接钢管与埋弧焊管的焊接方式有显著的不同。由于焊接是在高速下瞬间完成,保证焊接质量的难度大大高于埋弧焊接方式。
焊缝余高相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 厦门中联建设工程有限公司
- 建筑工程施工质量验收统一标准理解与应用(第二版)
- 建筑工程施工质量验收统一标准理解与应用
- 苏州市建设工程施工现场扬尘污染防治管理办法
- 湖州市建设工程“智慧工地”建设管理规定
- 给水排水标准规范实施手册 (平装)
- 合金钢管15CrMo
- 建设工程施工合同无效情形
- 建筑室内防水工程技术规程(CECS 196:2006)应知应会与学习题解
- 现代建筑工程电气设计实例:住宅分册
- 鼓风机和具有鼓风机的冰箱
- 建筑抗震设计禁忌手册
- 建筑结构基础与识图(工程造价专业)
- 道路工程施工测量案例
- 电力市场下无功定价方法
- 移动式模型
- 余杭某供电营业所生产营业用房工程建筑设计招标文件
- 余热回收供热项目EPC工程总承包工程施工组织设计
- 中国水泥工厂余热发电设计规范国家标准即将出台
- 改变搅拌桩水泥掺量处理有机质含量高软基区域
- 工程项目管理在50t电炉除尘及余热利用建设中应用
- 杭州市余杭区文一西路至瓶仓大道供水管道工程监理规划
- 国道109线十七沟至清水河段高填方路基设计与施工
- 公路改建工程中深挖方段及高填方段路基拓宽施工放线
- 化油器三角针阀与阀座导致油耗高与溢油问题解决办法
- 国内外钢结构设计规范关于角焊缝限值及计算方法比较
- 巨厚火成岩下高突煤层工作面瓦斯综合治理技术应用
- 卵石含量高、粒径大富水砂卵石地层中盾构机选型
- 某高铁车站站台雨棚钢结构施工方案(H钢柱、管桁架)
- 京沪高铁定远站至定城连接线道路工程及沿线综合开发项
- 垃圾电站焚烧炉余热锅炉与烟气净化系统性能试验方案
- 交通检测继续教育自测题基桩高应变检测技术
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
拆边机
广西北缆电缆有限公司
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
苏州弘创招投标代理有限公司