固定焊口
固定焊口是相对转动焊口而言的焊口方式。
转动焊口是指电焊工人在管道预制焊接过程中,焊接焊口可以根据电焊工作业最舒服的角度随意转动,焊接质量相对稳定,所以电焊工都喜欢这样的焊口。但有的工件焊口因现场条件要求或工件本身条件限止,焊口只能是固定的,这就是所谓的固定焊口。
固定焊口是相对转动焊口而言的焊口方式。
转动焊口是指电焊工人在管道预制焊接过程中,焊接焊口可以根据电焊工作业最舒服的角度随意转动,焊接质量相对稳定,所以电焊工都喜欢这样的焊口。但有的工件焊口因现场条件要求或工件本身条件限止,焊口只能是固定的,这就是所谓的固定焊口。
固定焊口在安装焊接时,只有唯一的方向焊接口,这种焊口焊接难度大,无损检测的比例要高。在某些管道施工规范中就明确规定固定焊口检测所占的比例。因为固定焊口的角度不同,人工焊接会波动,焊口质量会有一定的影响,如钢管的固定焊口,焊工要进行全位置焊接,对电焊工的要求很高,当然手法高、技术水平好的电焊工是无所谓的。2100433B
固定焊口造价信息
固定焊口常见问题
固定焊口文献

 锅炉焊口编制方法
锅炉焊口编制方法
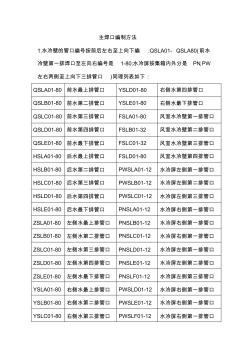
主焊口编制方法 1.水冷壁的管口编号按前后左右至上向下编 :QSLA01- QSLA80(前水 冷壁第一排焊口至左向右编号是 1-80;水冷屏按集箱内外分是 PN、PW 左右两侧至上向下三排管口 )同理列表如下 : QSLA01-80 前水最上排管口 YSLD01-80 右侧水第四排管口 QSLB01-80 前水第二排管口 YSLE01-80 右侧水最下排管口 QSLC01-80 前水第三排管口 FSLA01-80 风室水冷壁第一排管口 QSLD01-80 前水第四排管口 FSLB01-32 风室水冷壁第二排管口 QSLE01-80 前水最下排管口 FSLC01-32 风室水冷壁第三排管口 HSLA01-80 后水最上排管口 FSLD01-80 风室水冷壁第四排管口 HSLB01-80 后水第二排管口 PWSLA01-12 水冷屏左侧第一排管口 HSLC01-80 后水第三排管口 PWS
 锅炉焊口一览表
锅炉焊口一览表
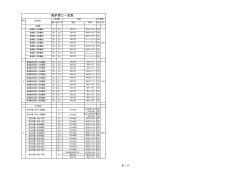
第 1 页 温度℃ 压力Mpa 材质 规格 单项 合计 省煤器 省煤器(过热器侧) 371 32.1 SA210C Ф44.5×6.7 168 省煤器(过热器侧) 371 32.1 SA210C Ф44.5×6.7 168 省煤器(过热器侧) 371 32.1 SA210C Ф44.5×6.7 336 省煤器(过热器侧) 371 32.1 SA210C Ф 44.5× 6.7/Ф 44.5×7 336 省煤器(过热器侧) 371 32.1 SA210C Ф 44.5× 6.7/Ф 44.5×7 336 省煤器(再热器侧) 371 32.1 SA210C Ф44.5×6.7 168 省煤器(再热器侧) 371 32.1 SA210C Ф44.5×6.7 168 省煤器(再热器侧) 371 32.1 SA210C Ф 44.5× 6.7/Ф 44.5×7 336 省煤器(再热器侧) 371 3
在管道焊接中与固定焊相对应的是转动焊。固定焊是管道组对后焊口不对直焊接人员,在焊接过程中随焊接位置而动(横、竖、仰、俯中变动)施焊。

上图的焊缝是固定焊口
转动焊口则是焊接过程中转动焊口使焊接人员在一个比较理想的位置(横、竖、仰、俯中的一个)施焊。

上图转动焊口
其实简单的说固定焊焊接接头就是现场施工焊接的焊缝,是相对于预制管道而言。
固定焊口是管子不动,焊工进行全方位焊接,特别是仰焊时,焊接方法不好操作,对焊工技术要求高,容易产生缺陷,通常是在管廊上施工;转动口是管子可以转动,焊接位置基本是平焊、立焊,焊接操作方便,缺陷少,基本是在地面或楼地面施工。
焊接检测时,为了防止都抽选检测转动口,合格率高,要求必须抽检一定比例的固定口,便于保证整个管道的焊接质量。《压力管道安全技术监察规程--工业管道》中规定固定焊口的检测比例不少于40%。
一般情况下我们把固定口做活动口。活动口是管道预制焊口,管道在场外预制时管段可以移动或转动。固定口是现场安装焊口,这时候管道无法移动或转动。长输管道管道规范中称为“碰死口”,并且要求“应进行100%射线探伤检验”。死口焊接角度复杂,焊接质量不容易保证。

上面图片里的焊口就是管道预制焊口
固定焊口是相对转动焊口而言的。转动焊口是指电焊工人在管道预制焊接过程中,焊接焊口可以根据电焊工作业最舒服的角度随意转动,焊接质量相对稳定,所以电焊工都喜欢这样的焊口。但有的工件焊口因现场条件要求或工件本身条件限止,焊口只能是固定的,这就是所谓的固定焊口。固定焊口在安装焊接时,只有唯一的方向焊接口,这种焊口焊接难度大,无损检测的比例要高。在某些管道施工规范中就明确规定固定焊口检测所占的比例。因为固定焊口的角度不同,人工焊接会波动,焊口质量会有一定的影响,如钢管的固定焊口,焊工要进行全位置焊接,对电焊工的要求很高,当然手法高、技术水平好的电焊工是无所谓的。
在施工管理中,应该尽量减少固定口的数量,一方面可以控制焊接质量,同时也可以减少探伤口数量,降低成本。
本文转载自:焊接技术
近期精彩内容:
联合异氰酸酯现场工艺管道通过焊口返修控制,使QC 部、专业无损检测公司、技术部、工程部、区域施工队形成一条工作线。焊口返修得以有针对性地进行,有据可查,有章可循,为加快工程建设进度与提高工程质量提供了良好的平台 。
联合异氰酸酯项目流体介质具有极强的腐蚀和毒性,对工艺管道的焊接质量有着很高的要求。联合异氰酸酯项目部对焊接及返修相当重视,要求保证并提高焊接一次合格率,达到公司质量目标,即焊接一次合格率在95%以上。
依据现场质量手册,工艺管道焊口的接头形式有:BW(对接焊口)、SW(插套焊口)、SO(活套法兰焊口)、SBR( 支管焊口)、OL( 管座焊口)、FW(角焊缝)。接头形式为对接的焊口,按照技术规范要求,进行相应比例焊口的抽检,低温钢焊口进行100%RT 检测。对于接头形式为插套的焊口,依据技术要求进行最大5%比例的射线检测,以验证在管道和承插焊口内部在焊接完成后留有至少1.6mm 的间隙。
施工现场在海边,风速高、空气相对湿度大。空气中的盐含量高,在焊接完成后需要采取有效的成品保护措施,保护不锈钢焊口及邻近母材区域。业主进行焊工入场考试,且将无损检测外委专业检测公司进行管理。
化工项目工期紧,焊接管理人员在收到焊接管理系统NEWS 系统返修通知单后,必须在1 h 内完成返修预案。作业层施工队在收到焊口返修记录报告后,两天内必须完成焊口返修。对于一个有缺陷的焊口,NEWS 系统将会自动扩透两道焊口。如果扩透的两道焊口中有任何一个不合格,NEWS 系统将继续扩透两道焊口,直到该焊工所有焊口RT 检测完毕或扩透的焊口全部合格为止 。
固定焊口相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 固定磁场无刷电机
- 固定脱扣机械开关装置
- 固定资产大修
- 固定资产扩建
- 固定资产投资完成额
- 固定通信网安全防护检测要求
- 固废处理工程技术
- 固态下钢和铝合金中析氢过程的化学传感法研究
- 固态切换开关现场验收试验技术规范
- 固态功率控制器
- 固态排渣炉
- 固态排渣锅炉
- 固态电容
- 固态金属中的扩散与相变
- 固有频率测量系统
- 固模式混凝土摊铺机
- 防盗门装进门洞打六根膨胀螺丝固定
- 云南洱海桃溪河口净化工程的设计思路及初步净化效果
- 中国对美国出口的商品结构、比较优势及其稳定性分析
- 张家口清水河建设桥临时支架及河道行洪能力计算分析
- 异种钢焊接接头退火工艺
- 中国电器工业协会电焊机分会五届五次理事会
- 引黄工程汾河水库取水口临时挡水建筑物施工方案比选
- 中国电器工业协会电焊机分会四届八次理事会会议纪要
- 正畸托槽加不锈钢弓丝结扎固定外伤松动牙的疗效观察
- 有限内固定加外固定支架治疗胫骨Ⅲ型Pilon骨折
- 异体弧形钢模板在丰满大坝进水口混凝土施工中的应用
- 宜兴市招投标中心政府采购招标文件(丝口铜闸阀等)
- 意大利TEKSID公司合金灰铸铁汽缸体的焊补技术
- 张家口栾庄220kV变电站工程钢筋保护层施工方案
- 关于固定式太阳能路灯照明系统电池组件最佳安装角度
- 功果桥水电站2×1600kN固定卷扬式启闭机设计
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
拆边机
广西北缆电缆有限公司
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
苏州弘创招投标代理有限公司