钢铁材料酸洗化学
《钢铁材料酸洗化学》是1993年科学出版社出版的图书,作者是陶映初。
钢铁材料酸洗化学基本信息
| 书 名 | 钢铁材料酸洗化学 | 作 者 | 陶映初 |
|---|---|---|---|
| 出版社 | 科学出版社 | 出版时间 | 1993年6月 |
| ISBN | 7030034775 [1] | ||
前言
目录
主要符号
第一章 概述
第二章 钢铁材料及其酸洗
第三章 酸洗缓蚀作用的电化学原理
第四章 液膜抑雾原理
第五章 碳钢盐酸酸洗
第六章 碳钢硫酸酸洗
第七章 特钢混酸酸洗
第八章 酸洗废液的电净化
附录一 常用钢铁材料的化学成分(%)
附录二 缓蚀剂中英名称对照表
钢铁材料酸洗化学造价信息
本书阐述化学酸洗钢铁材料的全过程,系统讨论酸洗化学的机理及特点。
钢铁材料酸洗化学常见问题
-
(A)钢铁材料 一.金属材料分类: 1. 钢铁: 1.1纯铁(Pure iron):含碳量0.02% 以下 1.2钢 ( Steel ):含碳量0.02~2.0%(一般在1.5%以下) 1.3生(铸)...
-
含碳量小于0.0218%的铁碳合金叫工业纯铁;含碳量大于0.0218%小于2.11%的铁碳合金叫碳素钢;含碳量大于2.11%的铁碳合金叫铸铁。给碳素钢里加入其它元素后得到的钢叫合金钢;给铸铁里加入其它...
-
你的问题属于涂层脱塑,目前来看大致有以下三种方法:1.有机溶剂脱塑。市场上有专用的有机脱塑剂。将工件常温浸泡在脱塑剂中,一定时间取出,人工剥离掉表面的漆膜,水洗干净后重新前处理、涂装。2.浓脱塑。将工...
钢铁材料酸洗化学文献

 钢铁材料化学成份及物理性能表
钢铁材料化学成份及物理性能表
钢铁材料化学成份及物理性能表 类 别 型号 化学成份 % C Si Mn P S 其他元素 碳 素 结 构 钢 Q195 ≤0.12 ≤0.30 ≤0.50 ≤0.035 ≤0.040 Cr、Ni、Cu≤0.30 Q215A ≤0.15 ≤0.35 ≤1.20 ≤0.045 ≤0.050 Cr、Ni、Cu≤0.30 Q215B ≤0.15 ≤0.35 ≤1.20 ≤0.045 ≤0. 045 Cr、Ni、Cu≤0.30 Q235A ≤0.22 ≤0.35 ≤1.40 ≤0.045 ≤0.050 Cr、Ni、Cu≤0.30 Q235B ≤0.20 ≤0.35 ≤1.40 ≤0.045 ≤0.045 Cr、Ni、Cu≤0.30 Q235C ≤0.17 ≤0.35 ≤1.40 ≤0.040 ≤0.040
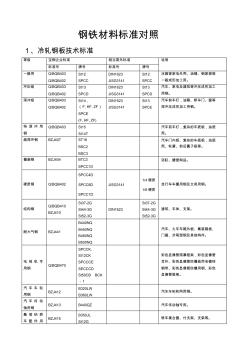 钢铁材料标准对照
钢铁材料标准对照
钢铁材料标准对照 1、冷轧钢板技术标准 等级 宝钢企业标准 相当国外标准 说明 标准号 牌号 标准号 牌号 一般用 Q/BQB403 Q/BQB402 St12 SPCC DIN1623 JISG3141 St12 SPCC 冰箱等家电外壳、油桶、钢家俱等 一般成形加工用。 冲压级 Q/BQB403 Q/BQB402 St13 SPCD DIN1623 JISG3141 St13 SPCD 汽车、家电及建筑等冲压成形加工 用钢。 深冲级 Q/BQB403 Q/BQB402 St14, (F, HF, ZF) SPCE (F, HF, ZF) DIN1623 JISG3141 St13 SPCE 汽车前车灯,油箱、轿车门、窗等 深冲压成形加工用钢。 特 深 冲 用 钢 Q/BQB403 St15 St14T 汽车前车灯,复杂的车底板,油底 壳。 超深冲钢 BZJ40
酸洗常用的酸有盐酸、硫酸、磷酸、氢氟酸、氨基磺酸等无机酸,和柠檬酸、EDTA 等有机酸。但由于酸对金属设备均有腐蚀作用,尤其无机酸的腐蚀更为严重,同时所放出的氢会向金属内部扩散,使被洗设备发生氢脆。另外所析出的大量的酸性气体,会使劳动条件恶化。因此在酸洗时要加入缓蚀剂,以抑制金属在酸性介质中的腐蚀,减少酸的使用量,提高酸洗效果,延长热力设备的使用寿命。酸洗时不仅要考虑酸的溶铁能力,还应考虑垢成分、金属材质、废液处理方法等因素。故选择一种质量好的缓蚀剂是酸洗的重要环节,而了解各类缓蚀剂的缓蚀性能可以更好的进行防腐工作。
硫酸酸洗缓蚀剂
硫酸常在酸洗用量较大的金属材料酸浸除锈过程中作清洗主剂和在锅炉污垢中钙化合物含量很低的情况下用于酸洗锅炉。由于硫酸浓度高,密度大,所以在等物质的量清洗条件下,洗一台锅炉所用工业硫酸的体积仅为盐酸的 1/4,而且浓硫酸对钢铁几乎不腐蚀,这给化学清洗带来了极大的方便,可以大大简化储存、运输和配酸的系统。用于硫酸溶液中的缓蚀剂主要有两种,一种是含氮化合物缓蚀剂,如胺、吡啶以及吡啶碱和醌、2 -甲基吡啶、吡啶碘化合物和吡啶卤化物;另一种是含硫化合物的缓蚀剂,如硫脲以及硫脲衍生物等。后者对碳钢在硫酸中的缓蚀效率更高。
氢氟酸酸洗缓蚀剂
氢氟酸是一种弱无机酸,在空气中挥发,其蒸汽具有强烈的腐蚀性及毒性。但其溶解氧化物的速率快,具有溶解硅垢(硅的氧化物)的特殊性能。1968年氢氟酸酸洗首次在西德的一台运行后的超临界压力锅炉上使用获得成功。此后,西德有 40%的锅炉都采用氢氟酸酸洗。虽然用氢氟酸酸洗存在操作不安全、价格高及污染环境的弊端。但从氢氟酸的特性考虑,应用了新型缓蚀剂后,它的使用范围仍然很广泛。
硝酸酸洗缓蚀剂
硝酸对锅炉垢物和金属氧化物溶解性较强,故硝酸有时代替盐酸酸洗。硝酸是一种氧化性很强的酸,而现在大多数的缓蚀剂是有机物,易发生氧化还原反应,因此,硝酸酸洗缓蚀剂种类较少。
氨基磺酸酸洗缓蚀剂
氨基磺酸是一种粉末状中等酸性的无机酸。在酸洗过程中,不易挥发,在水中的溶解性好,不会发生盐类析出沉淀的现象,且不含卤离子,适于清洗钙量多及其他金属的碳酸盐、氢氧化物的垢类。但它酸洗氧化铁能力差,并且在 60度以上则发生分解现象。故其很少应用于大型锅炉的酸洗,一般应用于铜管的酸洗 。2100433B
酸洗原理
氧化皮、铁锈等铁的氧化物(Fe3O4,Fe2O3,FeO等)与酸溶液发生化学反应,形成盐类溶于酸溶液中而被除去。
酸洗常用酸
酸洗用酸有硫酸、盐酸、磷酸、硝酸、铬酸、氢氟酸和混合酸等。最常用的是硫酸和盐酸。
酸洗工艺主要有浸渍酸洗法、喷射酸洗法和酸膏除锈法。一般多用浸渍酸洗法,大批量生产中可采用喷射法。
市面上出售的工业浓硫酸通常含H2SO475%~97% (质量分数),也可以选用褐色工业硫酸溶液,它含H2SO475%~78%(质量分数)。
酸洗注意事项
钢铁零件一般在10%~20%(体积)硫酸溶液中酸洗,温度为40℃。当溶液中含铁量超过80g/L,硫酸亚铁超过215g/L时,应更换酸洗液。常温下,用20%~80%(体积)的盐酸溶液对钢铁进行酸洗,不易发生过腐蚀和氢脆现象。由于酸对金属的腐蚀作用很大,需要添加缓蚀剂。清洗后金属表面成银白色,同时钝化表面,提高不锈钢抗腐蚀能力。采用浓度为5%~20%的硫酸水溶液,清除工件表面氧化皮和粘附盐类的工艺称为硫酸酸洗法。
为了消除硅藻土载体表面吸附,减少色谱峰拖尾,载体在使用前需进行酸洗或碱洗处理。酸洗是把载体用6mol/L盐酸浸煮2h或浓盐酸加热浸煮30min,过滤,用水洗至中性,烘干。酸洗可除去表面上的铁、铝、钙、镁等杂质,但不能除去硅醇基。酸洗载体适宜于分析酸性样品。
酸洗英文
acid washing;pickling ;acid pickling
酸洗定义
利用酸溶液去除钢铁表面上的氧化皮和锈蚀物的方法称为酸洗。是清洁金属表面的一种方法。通常与预膜(pre-passivating treatment)一起进行。
一般将制件浸入硫酸等的水溶液,以除去金属表面的氧化物等薄膜。是电镀、搪瓷、轧制等工艺的前处理或中间处理。
钢铁材料酸洗化学相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 钢铁热处理零件硬度测试通则
- 钢铁热处理500问
- 钢铁生产新技术
- 钢铁生产概览
- 钢铁生产短流程
- 钢铁生产节能减排技术
- 钢铁生产长流程
- 钢铁研究总院青岛海洋腐蚀研究所
- 钢铁绿色制造协同创新顶层设计
- 钢铁行业多工序多污染物超低排放控制技术与应用
- 钢铁行业投资过度、产能过剩原因及对策
- 钢铁行业烧结余热发电
- 钢铁行业绿色生产管理评价第6部分:热轧板卷
- 钢锭缓冷及退火
- 钢锻件超声检测方法
- 钢门窗及其型材
- 引水系统混凝土裂缝化学灌浆施工技术
- 无机材料工艺学课程改革探索
- 无收缩预应力混凝土高性能灌浆材料与应用
- 园林绿化及仿古建筑工程计价宣贯辅导材料
- 建筑防水材料及工程技术研讨会
- 单面涂铝PVC塑料吊顶材料燃烧性能的实验
- 在材料课程教学改革中应用现代教育技术与实践
- 中华人民共和国特种设备-国家化学建筑材料测试中心
- 用于电力电缆中间接头的硅橡胶材料吸水特性分析
- 以顺丁橡胶和丁苯橡胶为主体材料的密封胶条配方
- 中国钢研科技集团公司 钢铁总院结构材料所
- 金属材料工程专业实习及就业基地建设
- 应用技术大学转型背景下金属材料工程专业的课程改革
- 医疗建筑内外装修材料选用过程中需要注意的问题分析
- 早强型水泥浆液材料的试验及在锚固工程中的应用
- 中国石油大学华东化学反应工程在线作业
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
拆边机
广西北缆电缆有限公司
大山槟榔
上海地铁维护保障有限公司通号分公司
舌花雏菊
甘肃中维国际招标有限公司
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
四川中泽盛世招标代理有限公司