锅炉压力容器焊接及质量控制
《锅炉压力容器焊接及质量控制》是1999年冶金工业出版社出版的图书。

锅炉压力容器焊接及质量控制基本信息
| 出版社 | 冶金工业出版社 | 出版时间 | 1999年11月 |
|---|---|---|---|
| 页 数 | 501 页 | 定 价 | 34.00 |
| 装 帧 | 平装 | ISBN | 9787502423742 |
内容简介
本书系统地介绍了锅炉、压力容器的基本知识,锅炉、压力容器常用的
焊接方法及焊接材料,锅炉、压力容器焊接裂纹的产生机理及防止措施,锅
炉、压力容器用钢的焊接,锅炉、压力容器焊接工艺评定试验,锅炉压力容
器焊接质量控制及焊接缺陷产生机理及防止措施等内容。分别介绍了各种焊
接裂纹试验评定方法,并列举了一些比较典型的锅炉、压力容器用钢焊接及
焊接工艺评定实例。
本书是锅炉、压力容器进行焊接工艺设计、合理选材、合理施工以及焊
接质量控制及管理方面的参考书,可供焊接、锅炉压力容器专业的工程技术
人员及其大中专院校师生使用。
锅炉压力容器焊接及质量控制造价信息
锅炉压力容器焊接及质量控制常见问题
锅炉压力容器焊接及质量控制文献

 锅炉压力容器焊接质量控制
锅炉压力容器焊接质量控制
锅炉压力容器焊接质量控制
 锅炉压力容器焊接工艺
锅炉压力容器焊接工艺
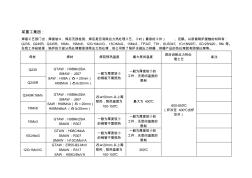
某重工集团: 焊接工艺部门出:焊接坡口、焊后无损检测、焊后是否消除应力热处理工艺、工时(着急的工件) 、定额。以前做锅炉接触的材料有: Q235、Q245R、Q345R、16Mn、19Mn6、12Cr1MoVG、15CrMoG、15Mo3、TP347、T91、SUS347、1Cr18Ni9Ti、0Cr25Ni20、9Ni 等。 在我工作经验里,锅炉的大部分热处理都是消除应力热处理,前公司除了锅炉也做压力容器,容器产品的热处理就有固溶处理等。 母材 焊材 焊前预热温度 最大层间温度 焊后消除应力热处 理工艺 备注 Q235 GTAW:H08Mn2SiA SMAW:J507 SAW:H08A(δ<20mm) H08MnA(δ≥20mm) 一般为厚度较小 的钢板不需预热 一般为厚度较小的 工件,无层间温度的 限制 600-650℃ (炉冷至 400℃出炉 空冷) Q245R Q345R/1
本书是为配合技术监督部门和各主管部门对锅炉压力容器制造单位进行检查、验收并换发“制造许可证”、培训焊工以及提高与锅炉压力容器相关技术人员的焊接知识而编写的。
本书的特点是以讲解锅炉压力容器常用的国内外最新版标准、规范的形式结合生产实践经验和科研成果,将锅炉压力容器的基础知识、常用金属材料、焊接材料、焊接冶金、焊接工艺及设备、焊接缺陷及检验等较全面地、有机地揉合在各章节之中。
全书以问答形式,内容深入浅出、简明易懂、重点突出;章节之间融会贯通、衔接有序、思路清晰。书中还收集了“压力容器失效分析典型实例”,从机理上探讨各种因素对设备损伤的影响及防治措施。
本书可供锅炉压力容器的结构设计、制造、焊接、检验和使用的工程技术人员、大中院校的师生阅读,也可作为焊接技师自学和焊工培训的参考教材。
第1章 焊接质量控制与管理/ 1
1.1 焊接质量控制及评定标准/ 1
1.1.1 焊接质量控制意义 / 1
1.1.2 焊接质量评定标准 / 2
1.2 焊接质量控制及影响因素/ 3
1.2.1 焊接质量控制体系 / 3
1.2.2 焊接质量控制要素 / 4
1.2.3 焊接质量控制内容与实施 / 6
1.2.4 焊接质量体系的运行 / 13
1.2.5 焊接返修质量控制 / 14
1.3 焊接质量管理/ 15
1.3.1 焊接质量管理的概念 / 15
1.3.2 焊接质量管理的内容 / 17
1.4 实例分析/ 21
1.4.1 合江长江一桥钢管拱肋高空焊接质量控制分析 / 21
1.4.2 EPR 核电站核岛钢衬里安装焊接质量控制分析 / 24
1.4.3 300MW 火电机组焊接质量控制分析 / 28
第2章 焊接成形缺陷与检验分析基础/ 32
2.1 焊接缺陷分类及影响因素/ 32
2.1.1 常见焊接缺陷类型 / 32
2.1.2 焊接缺陷影响因素 / 39
2.1.3 焊接缺陷对产品质量的影响 / 43
2.2 焊接质量检验及方法/ 46
2.2.1 焊接质量检验内容 / 46
2.2.2 焊接检验方法与实施 / 52
第3章 焊缝外观缺欠/ 74
3.1 焊缝咬边分析/ 74
3.1.1 焊缝咬边类型及特点 / 74
3.1.2 焊缝咬边对接头质量影响 / 74
3.1.3 咬边原因及防止措施 / 76
3.2 未熔合及未焊透分析/ 77
3.2.1 未熔合及未焊透的危害 / 77
3.2.2 未熔合及未焊透产生的原因 / 79
3.2.3 未熔合及未焊透的防止措施 / 80
3.3 焊缝外观缺欠分析实例/ 81
3.3.1 耐热合金薄壁件脉冲激光焊接外观缺陷分析 / 81
3.3.2 液压机架结构件焊接未熔合缺陷的分析与防止 / 84
3.3.3 高速焊钢管焊缝凹陷和咬边分析 / 87
3.3.4 高炉立峰管极电渣焊接头未熔合缺陷的防止 / 88
3.3.5 钛合金导弹舱体未焊透缺陷的分析 / 90
3.3.6 安装膜式壁打底焊道未焊透原因及防止 / 93
第4章 焊缝成分偏析和夹杂/ 96
4.1 焊缝成分偏析分析/ 96
4.1.1 焊缝中成分偏析分类 / 96
4.1.2 偏析产生的原因及防止措施 / 97
4.2 焊缝非金属夹杂物分析/ 98
4.2.1 焊缝中非金属夹杂物分类与特征 / 98
4.2.2 焊缝中非金属夹杂物防止措施 / 99
4.3 缺陷检验方法/ 100
4.3.1 夹杂物的显微观察 / 100
4.3.2 夹杂物及物相的测试法 / 101
4.4 焊缝偏析与夹杂物分析实例/ 104
4.4.1 高强钢焊缝金属中的非金属夹杂物分析 / 104
4.4.2 微合金钢焊缝金属中夹杂物的分析 / 109
4.4.3 埋弧焊接钢管焊缝边缘夹杂物分析 / 112
4.4.4 螺旋管焊缝夹杂物分析及防止措施 / 115
4.4.5 船体结构焊缝非金属夹杂物对断裂韧度的影响 / 116
4.4.6 非金属夹杂物对N6 等离子弧焊接头性能影响 / 119
第5章 焊缝中的气孔/ 122
5.1 焊缝中的气孔/ 122
5.1.1 气孔类型及特征 / 122
5.1.2 气孔的产生及危害 / 124
5.2 焊缝气孔分析/ 126
5.2.1 焊缝气孔的产生机理及影响因素 / 126
5.2.2 焊缝中气孔的防止措施 / 130
5.3 焊缝气孔分析实例/ 135
5.3.1 铝合金分馏塔及管道焊接气孔分析 / 135
5.3.2 镁/铝异种金属激光焊气孔形成与防止措施 / 138
5.3.3 2A12 铝合金管件电子束焊气孔缺陷分析 / 140
5.3.4 Si/Al 电子封装激光焊气孔形成与防止措施 / 142
5.3.5 ZQ650-1 转轴焊修的气孔及消除措施 / 147
5.3.6 船用铝镁合金MIG 焊气孔形成与防止措施 / 148
5.3.7 小口径耐热合金钢管钨极氩弧焊气孔分析与防治 / 151
第6章 焊接应力与变形/ 154
6.1 焊接应力分析/ 154
6.1.1 影响焊接应力集中的因素 / 154
6.1.2 焊接应力防止措施 / 158
6.2 焊接变形分析/ 160
6.2.1 焊接变形特点及分类 / 160
6.2.2 影响焊接变形的因素 / 162
6.2.3 防止焊接变形的措施 / 170
6.3 防止焊接应力与变形实例/ 173
6.3.1 核电站反应堆堆内构件仪表套管焊接变形控制 / 173
6.3.2 全焊接A 型铝合金地铁底架组焊与变形控制 / 178
6.3.3 大型油罐焊接变形控制 / 182
6.3.4 大中型储罐焊接应力与变形的控制与消除 / 186
6.3.5 三峡电站700MW 转子圆盘支架焊接变形控制 / 188
6.3.6 大型复杂构件的焊接应力与变形控制 / 191
6.3.7 超高净空巨型倾斜扁平钢柱群焊接变形控制 / 194
6.3.8 动车组车体平顶结构焊接变形控制 / 199
6.3.9 港珠澳大桥深水区非通航孔桥钢箱梁焊接变形控制 / 202
6.3.10 苗尾水电站座环上筒体焊接变形控制 / 205
第7章 焊接裂纹/ 211
7.1 焊接热裂纹/ 211
7.1.1 焊接热裂纹分类及特征 / 211
7.1.2 焊接热裂纹分析方法 / 213
7.2 焊接冷裂纹/ 220
7.2.1 焊接冷裂纹分类及特征 / 220
7.2.2 焊接冷裂纹分析方法 / 222
7.3 焊接裂纹影响因素与防止措施/ 233
7.3.1 焊接热裂纹影响因素 / 233
7.3.2 热裂纹及再热裂纹防止对策 / 236
7.3.3 焊接冷裂纹影响因素 / 237
7.3.4 焊接冷裂纹防止措施 / 238
7.4 焊接裂纹分析实例/ 242
7.4.1 大庆30 万吨乙烯工程9Ni 钢球罐焊接液化裂纹分析 / 242
7.4.2 347 奥氏体不锈钢焊接热裂纹与再热裂纹分析 / 246
7.4.3 国产600MW 机组高加管座焊接延迟裂纹分析 / 251
7.4.4 NiTiNb/TC4 异种材料激光焊接裂纹分析 / 253
7.4.5 硬质合金与钢电子束焊接接头裂纹及断裂分析 / 256
7.4.6 核电SA738Gr.B 钢制安全壳裂纹分析与对策 / 260
7.4.7 300MV 汽轮发电机定子基座裂纹分析与对策 / 266
7.4.8 西气东输X80 管线钢的焊接冷裂纹分析 / 270
7.4.9 龙滩电站蜗壳排水阀阀座焊接裂纹分析与对策 / 273
7.4.10 大厚度异种钢焊接裂纹原因分析与对策 / 276
第8章 焊接结构断裂/ 282
8.1 焊接结构疲劳断裂分析/ 282
8.1.1 疲劳的基本概念 / 282
8.1.2 焊接接头的疲劳性能 / 285
8.1.3 影响焊接结构疲劳强度的因素 / 288
8.1.4 改善焊接接头疲劳强度的措施 / 291
8.2 焊接结构脆性断裂分析/ 295
8.2.1 脆性断裂机理 / 295
8.2.2 脆性断裂特征及影响因素 / 296
8.2.3 脆性断裂的防止措施 / 298
8.3 焊接结构断裂分析实例/ 301
8.3.1 汽轮机17CrMo1V 焊接低压转子脆性断裂分析 / 301
8.3.2 汽车车架焊接接头疲劳断裂分析与对策 / 303
8.3.3 核电汽轮机低压焊接转子接头高周疲劳分析 / 309
8.3.4 换热器管束焊缝发生疲劳断裂分析 / 314
8.3.5 某型发动机导管焊缝疲劳裂纹失效分析 / 316
8.3.6 输油管线螺旋焊管焊缝断裂失效分析 / 318
8.3.7 超声冲击对高速列车转向架焊接接头疲劳性能影响 / 321
8.3.8 抛丸处理对A5083 铝合金焊接接头疲劳性能影响 / 325
附录 部分焊接缺欠、无损检测及质量控制国家标准/ 330
参考文献/ 334 2100433B
本手册是由中国焊接协会组织锅炉压力容器行业的众多专家编写的。首先介绍了有关锅炉压力容器的分类、结构等基础知识;接着阐述了承压设备常用的焊接方法、焊接设备、焊接材料和焊接工艺;然后给出了锅炉压力容器用钢材的焊接知识。同时,还介绍了锅炉压力容器焊接的新技术、新设备,并着重介绍了锅炉压力容器的焊接工程管理和承压设备典型的生产装置的焊接实例。
本手册可以使读者对锅炉压力容器设备及其焊接有较全面的了解,为焊接从业者解决锅炉压力容器焊接工程中遇到的各种复杂问题提供参考。也可供从事锅炉压力容器制造的设计、研究、生产、管理、检验等工作的工程技术人员参考使用。
锅炉压力容器焊接及质量控制相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 液压万能拉力试验机
- 多功能振荡器
- 遥相关
- 机械制造基础实习教程
- WE777特种铸铁焊条
- 焊接材料焊接工艺性能评定方法
- 电焊钳
- 大气遥相关
- 焊接材料的检验
- 消防工程施工与预算
- 硅灰石粉
- 冷焊修补机
- 4043铝硅合金
- 学电焊
- 古币钢针测试法
- 主力控盘操作学
- 中国被动式太阳房及太阳能建筑市场监测及发展策略研
- 宜兴沈北路二号桥大直径钻孔灌注桩的施工与质量控制
- 新型基于热力学法的水泵效率数学模型及应用
- 全热回收地源热泵空调机组的系统及工程方案设计
- 正荣润璟诸楼及A区地下室抗浮锚杆工程竣工验收报告
- 支持群体设计的工程数据库管理系统的结构及实现
- 引入PPP模式的高标准农田建设及财政支持体系创新
- 中国民宿消费市场格局分析及十三五发展环境分析报告
- 中国焊接学会堆焊及表面工程专委会
- 政府投资工程类项目材料设备采购风险浅析及应对策略
- 影响水利工程质量监督职能发挥的主要因素及对策分析
- 圆锥碎矿机工作原理、技术参数、安装调试及维护检修
- 医用洁净空调系统设计调试中易忽视的问题及设计优化
- 园林景观工程在推进城乡宜居环境建设中的问题及思考
- 张峰水库供水发电洞洞内埋管及电站厂房明管制安施工
- 智能社区路灯及景观灯监控系统方案V2-BAIDU
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
华润燃气(上海)有限公司
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
四川中泽盛世招标代理有限公司