钴基合金焊条
钴基合金焊条,具有优良的综合耐热性,耐腐蚀性和抗氧化性能,在600度以上的高温下能保持较高的硬度。
钴基合金焊条基本信息
| 中文名 | 钴基合金焊条 | 型 号 | EDCoCr型 |
|---|---|---|---|
| 类 别 | 焊接用品 | 温 度 | 600度 |
镍基合金堆焊焊条
EDCoCr型钴基合金堆焊焊条熔敷金属具有优良的综合耐热性,耐腐蚀性和抗氧化性能,在600度以上的高温下能保持较高的硬度,常用的钴基合金堆焊为EDCoCr-A,EDCoCr-B,EDCoCr-C,三种 ,钴基合金焊条熔敷金属含有25-33%的铬时,具有抗氧化性,含有3.0-14%的钨时,具有高温强度,而钴基本身具有耐蚀性,属固溶基体,碳则是一种元素,它能提高熔敷金属的强度,当碳与铬结合成坚硬的碳化物时,可提高熔敷金属的硬度,而且随着含碳量的提高,熔敷金属的硬度上升,韧性下降,以适应不同用途的需要,含碳量较低工的熔敷金属韧性好,能够承受冷,热条件下的冲击以及腐蚀和侵蚀等工况,适用于高温高压阀门密封面,泵轴,热锻模,热剪切机刀刃等的堆焊,高碳高钨堆焊材料的硬度高,耐磨性能好,但抗冲击能力弱,且不易加工,常用于牙轮钻头,轴承,旋转叶轮,粉碎机刀口,中国话送料机等部件的堆焊
在540-650度高温下,钴基合金熔敷金属具有较好的抗蠕变性能和高温硬度,这是它们在许多场合广泛应用的主要原因
由于在熔敷金属中存在25%以上的铬,所以在氧化条件下能形成薄而紧密黏附的,起防护作用的氧化皮,此外,钴基合金熔敷金属在一般腐蚀介质中,具有良好的耐腐蚀性能,所以经常在要求耐磨和腐蚀性能的工况下使用
虽然钴基合金堆焊焊条在耐磨方面具有广泛的用途,但如果高温和腐蚀不是重要因素的话,那么采用铁基堆焊焊条也能获得相应的耐磨性能
钴基合金焊条堆焊时采用直流反极性,为了防止开列,堆焊时应预热并缓慢冷却,钴基合金堆焊后,一般焊态投入运行,但大面积堆焊时,一般推荐进行消除应力热处理,同时采用镍铬奥氏体不锈钢作为堆焊过渡层
| 牌号 |
GB型号 |
AWS型号 |
司太立合金 |
河北虹桥不锈钢焊条公司钴基焊条型号 |
| D802 |
EDCoCr-A-03 |
EDCoCr-A |
Stellite6 |
HQ.EDCoCr-A |
| D812 |
EDCoCr-B-03 |
EDCoCr-B |
Stellite12 |
HQ.EDCoCr-B |
| D822 |
EDCoCr-C-03 |
EDCoCr-C |
Stellite1 |
HQ.EDCoCr-C |
| D842 |
EDCoCr-D-03 |
-- |
-------- |
HQ.EDCoCr-D |
钴基合金焊条造价信息
钴基合金焊条常见问题
-
新焊条型号的表示方法,低碳钢和低合金钢焊条,数字的表示主要是焊条融敷金属的强度、药皮类型和适用电源的类型;其它种类的焊条数字主要是表示焊条融敷金属的化学成分、药皮类型和适用电源。但是,焊条焊芯的型号一...
-
合金焊条E6015-B3相当于AWS E9015-B3.它是低氢钠药皮的含Cr2.5%-Mo1%的珠光体耐热钢焊条,采用直流反接,可全位置焊接,焊接工艺良好。焊前焊件需预热至200-300℃。使用性能...
-
铝合金窗户的价格都是按照窗户面积计算。价格从每平方米100到200元不等,主要差别在铝合金的材质上,有厚薄优劣之分。 准确计算铝合金门窗成 以上数据来源于网络,仅供参考
钴基合金焊条文献

 T207低氢型合金焊条T237铜合金焊条
T207低氢型合金焊条T237铜合金焊条
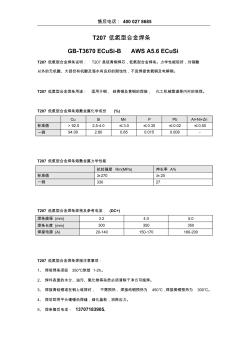
售后电话: 400 027 8685 T207 低氢型合金焊条 GB-T3670 ECuSi-B AWS A5.6 ECuSi T207 低氢型合金焊条说明: T207 是硅青铜焊芯,低氢型合金焊条。力学性能较好,对销酸 以外的无机酸、大部份有机酸及海水有良好的耐蚀性,不宜焊接含氧铜及电解铜。 T207 低氢型合金焊条用途: 适用于铜, 硅青铜及黄铜的焊接, 化工机械管道等内衬的堆焊。 T207 低氢型合金焊条熔敷金属化学成份 (%) Cu Si Mn P Pb Al+Ni+Zn 标准值 >92.0 2.5-4.0 ≤3.0 ≤0.30 ≤0.02 ≤0.50 一例 94.00 2.80 0.85 0.015 0.008 - T207 低氢型合金焊条熔敷金属力学性能 抗拉强度 Rm(MPa) 伸长率 A% 标准值 ≥270 ≥ 20 一例 330 27 T207 低氢型合金
 连铸机堆焊辊用合金焊条研制
连铸机堆焊辊用合金焊条研制
连铸机堆焊辊用合金焊条研制——试验研制了一种连铸辊堆焊层补焊专用焊条,工艺性试验表明新研制的焊条抗氧化性、抗冷热疲劳等性能优良,应用于生产,取得了良好的效果。
焊材按化学成分分成七大类:
碳钢、低合金钢、不锈钢、铸铁、铜及铜合金、铝及铝合金 镍基合金焊条 钴基合金焊条 银焊条 合金焊条
焊材通常分为焊丝,焊条
以下是焊丝焊条的一些常用型号
CMC硬面补模氩焊丝系列
CMC-SKD11-3 硬度 HRC56~58 1.0 1.2 1.6 2.4
焊补冷作钢、冲模、切模、刀具、成型模、工件硬面制作,具高硬度、耐磨性及高韧性之氩焊条。
CMC-SKD61-2 硬度 HRC52~57 1.0 1.2 1.6 2.0 2.4 3.2
焊补热锻模、热切模、热冲模、热加工成型模、热作工具、压铸钢模。
CMC-SKD61 硬度 HRC42~46 0.9 1.2 1.6 2.4
焊补铝铜压铸模、具良好耐热、耐磨、耐龟裂性。
CMC-M3-2 硬度 HRC61~63 1.2 1.6 2.0 2.4
补模拉刀,热作高硬度工具模具、热锻总模、热冲模、螺丝模,耐磨耗硬面、高速度钢。
CMC-MS-3 500度2H时效硬化硬度HRC48-50 1.2 1.6 2.0 2.4
特殊硬化高韧度合金,非常适用于铝重力压铸模、浇口,延长使用寿命3~5倍,可制作非常精密之模具、超镜面(浇口补焊,使用不易热疲劳裂痕)
CmC-12Cr 硬度 HRC52~57 1.0 1.2 1.6 2.4 3.2
专用于Cr12、Cr12MoV系列的模具修补氩焊丝。用于热处理前,可机械加工,可热处理,热处理时尺寸变化小、不易开裂。若须焊补超过3层,可用CMC-30N打底。用于热处理后之Cr12,小面积可不预热。熔金硬度足够,可机械加工。
CMC-S45H 硬度 HRC52~57 1.0 1.2 1.6 2.0 2.4 3.2
专用于S45C制作刀口之模具焊丝。鉴于模具产业对于成本之要求,交期渐紧的市场变化,所演进之模具刀口制作方式;在十分容易取得之S45C、A3、P20等模具钢局部,以焊接方式加强机械性能与硬度,主要用于:玻璃纤维模具、薄板五金冲压模…等刀口部位
CMC-Magic1 硬化后硬度 HRC50~54 1.2 1.6 2.4
极度不易开裂,可用碳含量较高的热处理后钢种熔金细密,用于拉伸模可大幅减少高张力钢板与普通钢板弯曲、拉伸成型时的刮痕
CMC铸铁/打底氩焊丝系列
CMC-30N 0.9 1.2 1.6 2.0 2.4 3.2 龟裂之焊合,异种合金之对接与过渡,硬面制作之打底,高硬度钢之接合。
CMC-60N 1.6 2.4 用于高温作业环境之模具打底,耐热性奇佳,高硬度钢之接合。
CMC-61N 1.2 1.6 2.4 铸铁与高碳钢之接合,锌铝压铸模龟裂,焊合重建、铣铁焊补
CMC-67N 1.6 2.4 3.2 适合铸铁(铣铁)焊补、易雕刻加工。
CMC-SSH 1.6 2.0 2.4 专用于S45C 与铸钢制作硬面之模具焊丝。用于S45C与铸钢等模具钢局部,以焊接方式加强光洁度与硬度,主要用于:玻璃纤维模具、五金冲压模。
CMC塑料射出模氩焊丝系列
CMC-75 硬度 HRC 25~27 1.0 1.2 1.6 2.4
适用于塑料射出模之氩焊丝,蚀花性良好。使用于鞋模焊补,易雕刻加工。
CMC-PDS-3 硬度 HRC 28~30 0.9 1.0 1.2 1.6
适用于塑料射出模之氩焊丝,耐热模、抗腐蚀模,切削性,蚀花性良好。
CMC-718H 硬度 HRC 30~33 0.9 1.0 1.2 1.6
适用于塑料射出模之氩焊丝。焊后机械加工性良好,材质均匀纯度高、抛旋光性良好,光蚀刻花性良好
CMC-2738 硬度 HRC 32~35 0.9 1.0 1.2 1.6
大型射出成型模,耐热模,抗腐蚀模,蚀花性良好,具备优良加工性能,易切削和电蚀。光蚀刻花性优异
CMC-P20 硬度 HRC 30 0.9 1.0 1.2 1.6 2.0 2.4
塑料射出模,耐热模(铸铜模)
CMC-P20H 硬度 HRC 30~33 1.0 1.2 1.6
在原有产品CMC-P20的优点上加强硬度
适用于塑料射出模之氩焊丝。焊后机械加工性与蚀花性良好,材质均匀硬度高
CMC-P20Ni 硬度 HRC 30 0.9 1.2 1.6 2.4
在原有产品CMC-P20的优点上加强抛光性能适用于塑料射出模之氩焊丝。焊后机械加工性与光蚀刻花性优异
CMC-NAK80 硬度 HRC 35~40 0.9 1.2 1.6 2.4
塑料射出模,镜面钢
CMC-NAK100 硬度 HRC 35~40 0.9 1.6
在原有产品CMC-NAK80的优点上加强抛光性能
有极优良的抛光性要求
CMC-S136H 硬度 HRC50~54 0.9 1.2 1.6 2.4
防酸模具钢,适合生产PS、SAN等塑料射出模之专用氩焊条。焊后具有优良的抗腐蚀性、抛光性与耐磨性,机械加工性佳、淬硬时具有优良的稳定性。
CMC-2316 硬度 HRC30~34 1.2 1.6
防酸模具钢,适合PVC、POM、CA
CMC大型模具电焊条系列
CMC-EMagic6 HRC 54~59 2.6 3.2 CMC EMagic6为一高效型刀口焊条,实现低电流,高熔填率之理想;焊后熔金具优异韧性且耐冲击,饱满光滑,附着性佳,自动退壳,可机加工;适合于冷作钢损坏堆焊,特别适用于大型冲压模冲切部位。对于剪切工具的生产中,同样可以通过堆焊于低合金或一般的钢材上制作剪切边。
CMC-EMagic10 HRC 55~58 2.5 3.2
CMC EMagic10为一W、Cr含量较高之高效型刀口焊条,实现低电流,高熔填率之理想;适用于高速冲击之冲压模具刀锋与冲头,焊后熔金饱满光滑,附着性佳,自动退壳,可机加工,在高速高温的冲压工作环境下,也可保持耐磨性;特别适合于淬火硬化后模具损坏修复堆焊,仅一层可得较高硬度。熔金可随SKD11淬火,仍有高硬度。
CMC-Emagic7 HRC 52~55 3.2*350mm
CMC-Emagic7 为一可直接焊于铸铁与铸钢之神奇电焊条,焊接附着性佳,从第1层开始即可得高硬度,如果注意道间温度,则不会随着焊层数增加而降低硬度;另外,直接焊于热处理后的Cr12MoV钢上,有较高的硬度表现,特殊碱性包覆可减少气孔产生;可平焊、立焊、角焊,熔填率奇高,可加速焊补效率,于交流焊时起火性稍差。
CMC-E58 HRC 57~59 2.4, 3.2, 4.0
抗磨耗,硬度安定性高.适合于冷作钢损坏堆焊,特别是用于冷锻模、压延模、刀模、汽车冲压模、五金冲压模的切角、边。对于剪切工具的生产中,同样可以通过堆焊于低合金或一般的钢材上作为剪切边。也可以应用于耐磨耗机件之硬面制作。
CMC-ECI55 HRC 55-58 3.2*350mm
特别适合用于深抽模具的R角修复与高硬度之拉延部位制作。可直接焊补于铸铁模具GGG70L、FCD、GM241等…熔金细密、具极高的耐磨硬度、易抛光。属高效焊条(熔填效率 120%)球墨铸铁、灰口铸铁与火焰淬火铸钢也可直接堆焊。
CMC-E46N HRC 45-48 2.4, 3.2
直接在铸铁上施焊,对于冲压模的金属磨耗非常有效。焊接金属第一层为奥氏体组织;从2层开始为马氏体组织耐磨耗性好。火焰淬火铸铁也可直接堆焊。
CMC-E46H HRC 44-49 3.2*350mm
特别适合用于钼铬铸铁模具的R角修复与拉延部位制作。熔金细密、易抛光可防止钣件的刮伤;硬度高,适用于高要求的拉延筋制造。球墨铸铁、灰口铸铁与火焰淬火铸钢也可直接堆焊。
CMC-E45 HRC 48~52 2.6, 3.2, 4.0
为一接合性较好之中硬度钢焊条,适用于空冷钢、铸钢:如ICD5、7CrSiMnMoV…等等。汽车板金覆盖件模具及大型五金板金冲压模具之拉延、拉伸部位修补,也可用于硬面制作。
CMC-E64N 3.2*350mm
铸铁用焊条,强度高、塑性好。适用于灰口铸铁及球墨铸铁、可机械加工。
CMC-ENCD HRC 25~28 3.2*350mm
可直接在铸铁上施焊,特别适用于MoCr铸铁与球墨铸铁之焊补。为一低硬度铁基铸铁焊条,焊后可加工,且由于与铸铁之成分十分接近,所以不产生一般铸铁焊条之色差问题,且焊后可随同铸铁进行热处理。焊接性能良好,无气孔,裂痕。
CMC-E62N 3.2*350mm
特别适用于铸铁模具,由于含镍量减低,所以可降低成本,铸钢模硬面制作打底缓冲层。
CMC-E12HA HRC 57-59 2.4, 3.2, 4.0
优异的红条,广泛使用于热锻、冷冲模、 抗磨耗硬面制作, 硬度安定性高, 使用于热锻模、冲压模、延压模、整边切模、车模、热滚压轮、耐磨耗机件之硬面制作。
CMC-E60A HRC 60~62 2.6, 3.2
硬度稳定性高,耐中高温磨耗。适用于中碳钢,低合金钢之硬面制作,耐磨耗之刀具机件修补,车模,热锻冷锻切口模具焊补。
CMC-E30N 高张力、高韧度 2.6, 3.2
高硬度钢之接合,钢模座固定,铸钢模硬面制作打底缓冲层,龟裂之焊合。
CMC-E61N 3.2*350mm
适于各种铸铁,合金铸铁,钢与铸铁接合,镍及其合金等,或耐水压铸件之焊接。
CMC-E7W(停产) HRC 53~55 3.2, 4.0
适用于空冷钢(ICD5)或铸钢之刀口制作与损坏堆焊,特别是用于制作汽车钣金模切边、冲孔、翻边部位,轻工钣金冲压模的切角、边。对于剪切工具的生产中,同样可以通过堆焊作为剪切边。也可以应用于耐磨耗机件之硬面制作。
CMC-E47N HRC 44~50 3.2*350mm
可直接在铸铁上施焊之焊条,使用于铸铁模之刀口、延压部位十分方便。
CMC-EH10 HRC 46~52 3.2, 4.0
适用于中大型热锻模的生产、修复与表面再造。由于降低了铬含量,且提高钼、钨、钒的合金成分,形成高温磨耗与韧性的良好平衡,大幅提高截面积较大的热作模具使用寿命。广泛使用于中大型热锤锻模、热锻模具、热重力压铸模、耐磨耗机件之硬面制作。
CMC-EH13 HRC 55~58 2.4, 3.2
适合于热加工工具耐损坏焊补,特别是热切工具,热剪工具,热刨工具的切角边。对于在剪切加工工具的生产中,同样可以通过焊补在低合金或一般的钢上作为剪切边。
CMC镭射(激光)焊丝系列
CMC-W Magic2 0.4 0.5 适用各种锻造用模具钢之镭射(激光)焊丝,硬度稳定性高、耐高温与冲击。 CMC-W 718N 0.2 0.3 0.4 0.5 0.6在原有CMC-W718的优点上,加强抛光性能,焊后机加工容易,咬花蚀纹性能良好。
CMC-W 718H 0.2 0.3 0.4 0.5 0.6 适用于塑料射出模之激光焊丝。焊丝机械加工性良好,材质均匀纯度高、抛光性良好,光蚀刻花性良好。
CMC-W 2738 0.2 0.3 0.4 0.5 0.6 焊补塑料射出模、耐热模,具备优良加工性能,易切削、抛光、电蚀、刻花性良好之激光焊丝。焊补塑料射出模、耐热模,具备优良加工性能,易切削、抛光、电蚀,刻花性良好之镭射激光焊丝。
CMC-W P20 0.2 0.3 0.4 0.5 0.6 焊补塑料射出模、耐热模(铸铜模)。
CMC-W P20H 0.2 0.3 0.4 0.5 0.6 在原有产品CMC-WP20的优点上加强耐磨耗性能,适用于修补塑料射出模、蚀花抛光性能良好。
CMC-W PX5 0.2 0.3 0.4 焊补塑料射出模、耐热模、抗腐蚀模、蚀花性良好,具备优良加工性能,易切削抛光和电蚀。
CMC-W NAK80 0.2 0.3 0.4 0.5 0.6 焊补塑料射出模、镜面钢。
CMC-W NAK100 0.3 0.4 在原有产品CMC-WNAK80的优点上加强抛光性能,具有极优良抛光性要求之镭射激光焊丝。
CMC-W S136N 0.2 0.3 0.4 0.5在原有产品CMC-WS136的优点上加强抛光性能,同时避免了焊接后镕金上的水波纹路,大大减轻焊后的抛光加工时间。
CMC-W S136H 0.2 0.3 0.4 0.5 焊补塑料射出模,抗腐蚀、渗透性良好。
CMC-W 2316 0.2 0.3 0.4 焊补塑料射出模,抗腐蚀、渗透性良好。
CMC-W 2083 0.2 0.3 0.4 0.5 焊补塑料射出模,抗腐蚀、渗透性良好。
CMC-W 618HH 0.2 0.3 0.4 焊补塑料射出模、耐热模。
CMC-W 60N 0.3 0.4 用于耐高温钢之打底与接合,铸钢焊补沙孔缺陷。适用玻璃模具之镭射(激光)焊丝,焊后表面光亮。
CMC-W 60 0.2 0.3 0.4 适用于鞋模焊补,易雕刻加工。
CMC-W 75 0.2 0.3 0.4 焊补塑料射出模、蚀花性良好。适用于鞋模焊补,易雕刻加工
CMC-W SKD61H 0.2 0.3 0.4 0.6 焊补铝铜压铸模、具良好耐热、耐磨、耐龟裂性良好、塑料模具之堆焊(EPN)焊补之激光焊丝
CMC-W SKS3 0.2 0.3 0.4 0.5 焊补刀具、冲模、切模高耐磨性之镭射激光焊丝。
CMC-W Nitride 1 0.3 0.4 用于氮化后模具,要求气孔最少,硬度不高之情况
CMC-W Nitride2 0.2 0.3 0.4 0.5 用于氮化后模具,要求硬度高,气孔少之情况
CMC-W 8407H 0.2 0.3 0.4 0.6 适用各种压铸模具之镭射(激光)焊丝,硬度稳定性高、耐高温与挤压,不易磨损。
CMC-W 8407 0.2 0.3 0.4 0.5 0.6 焊补锌、铝、锡等有色合金及铜合金之压铸模。
CMC-W QRO90 0.2 0.3 0.4 0.6 焊补热锻模、热切模、热冲模、热加工成型模、热作工具、压铸模钢。
CMC-W SKD61 0.2 0.3 0.4 0.5 0.6 焊补铝铜压铸模、具良好耐热、耐磨、耐龟裂性。
CMC-W SKD11-3 0.2 0.3 0.4 焊补冷作钢、冲模、切模、刀具、成型模、工件硬面制作。
CMC-W 30N 0.2 0.3 0.4 高硬度钢之接合,硬面制作之打底,龟裂之焊合。
EDCoCr型钴基焊条熔敷金属具有优良的综合耐热性,耐腐蚀性和抗氧化性能,在600度以上的高温下能保持较高的硬度,常用的钴基合金堆焊为EDCoCr-A,EDCoCr-B,EDCoCr-C,三种 ,钴基合金焊条熔敷金属含有25-33%的铬时,具有抗氧化性,含有3.0-14%的钨时,具有高温强度,而钴基本身具有耐蚀性,属固溶基体,碳则是一种元素,它能提高熔敷金属的强度,当碳与铬结合成坚硬的碳化物时,可提高熔敷金属的硬度,而且随着含碳量的提高,熔敷金属的硬度上升,韧性下降,以适应不同用途的需要,含碳量较低工的熔敷金属韧性好,能够承受冷,热条件下的冲击以及腐蚀和侵蚀等工况,适用于高温高压阀门密封面,泵轴,热锻模,热剪切机刀刃等的堆焊,高碳高钨堆焊材料的硬度高,耐磨性能好,但抗冲击能力弱,且不易加工,常用于牙轮钻头,轴承,旋转叶轮,粉碎机刀口,中国话送料机等部件的堆焊
在540-650度高温下,钴基合金熔敷金属具有较好的抗蠕变性能和高温硬度,这是它们在许多场合广泛应用的主要原因
由于在熔敷金属中存在25%以上的铬,所以在氧化条件下能形成薄而紧密黏附的,起防护作用的氧化皮,此外,钴基合金熔敷金属在一般腐蚀介质中,具有良好的耐腐蚀性能,所以经常在要求耐磨和腐蚀性能的工况下使用
虽然钴基合金堆焊焊条在耐磨方面具有广泛的用途,但如果高温和腐蚀不是重要因素的话,那么采用铁基堆焊焊条也能获得相应的耐磨性能
钴基合金焊条堆焊时采用直流反极性,为了防止开列,堆焊时应预热并缓慢冷却,钴基合金堆焊后,一般焊态投入运行,但大面积堆焊时,一般推荐进行消除应力热处理,同时采用镍铬奥氏体不锈钢作为堆焊过渡层

焊材按化学成分分成七大类


碳钢、低合金钢、不锈钢、铸铁、铜及铜合金、铝及铝合金 镍基合金焊条 钴基合金焊条 银焊条 合金焊条
焊材通常分为焊丝,焊条
以下是焊丝焊条的一些常用型号
CMC硬面补模氩焊丝系列
CMC-SKD11-3 硬度 HRC56~58 1.0 1.2 1.6 2.4
焊补冷作钢、冲模、切模、刀具、成型模、工件硬面制作,具高硬度、耐磨性及高韧性之氩焊条。
CMC-SKD61-2 硬度 HRC52~57 1.0 1.2 1.6 2.0 2.4 3.2
焊补热锻模、热切模、热冲模、热加工成型模、热作工具、压铸钢模。
CMC-SKD61 硬度 HRC42~46 0.9 1.2 1.6 2.4
焊补铝铜压铸模、具良好耐热、耐磨、耐龟裂性。
CMC-M3-2 硬度 HRC61~63 1.2 1.6 2.0 2.4
补模拉刀,热作高硬度工具模具、热锻总模、热冲模、螺丝模,耐磨耗硬面、高速度钢。
CMC-MS-3 500度2H时效硬化硬度HRC48-50 1.2 1.6 2.0 2.4
特殊硬化高韧度合金,非常适用于铝重力压铸模、浇口,延长使用寿命3~5倍,可制作非常精密之模具、超镜面(浇口补焊,使用不易热疲劳裂痕)
CmC-12Cr 硬度 HRC52~57 1.0 1.2 1.6 2.4 3.2
专用于Cr12、Cr12MoV系列的模具修补氩焊丝。用于热处理前,可机械加工,可热处理,热处理时尺寸变化小、不易开裂。若须焊补超过3层,可用CMC-30N打底。用于热处理后之Cr12,小面积可不预热。熔金硬度足够,可机械加工。
CMC-S45H 硬度 HRC52~57 1.0 1.2 1.6 2.0 2.4 3.2
专用于S45C制作刀口之模具焊丝。鉴于模具产业对于成本之要求,交期渐紧的市场变化,所演进之模具刀口制作方式;在十分容易取得之S45C、A3、P20等模具钢局部,以焊接方式加强机械性能与硬度,主要用于:玻璃纤维模具、薄板五金冲压模…等刀口部位
CMC-Magic1 硬化后硬度 HRC50~54 1.2 1.6 2.4
极度不易开裂,可用碳含量较高的热处理后钢种熔金细密,用于拉伸模可大幅减少高张力钢板与普通钢板弯曲、拉伸成型时的刮痕
CMC铸铁/打底氩焊丝系列
CMC-30N 0.9 1.2 1.6 2.0 2.4 3.2 龟裂之焊合,异种合金之对接与过渡,硬面制作之打底,高硬度钢之接合。
CMC-60N 1.6 2.4 用于高温作业环境之模具打底,耐热性奇佳,高硬度钢之接合。
CMC-61N 1.2 1.6 2.4 铸铁与高碳钢之接合,锌铝压铸模龟裂,焊合重建、铣铁焊补
CMC-67N 1.6 2.4 3.2 适合铸铁(铣铁)焊补、易雕刻加工。
CMC-SSH 1.6 2.0 2.4 专用于S45C 与铸钢制作硬面之模具焊丝。用于S45C与铸钢等模具钢局部,以焊接方式加强光洁度与硬度,主要用于:玻璃纤维模具、五金冲压模。
CMC塑料射出模氩焊丝系列
CMC-75 硬度 HRC 25~27 1.0 1.2 1.6 2.4
适用于塑料射出模之氩焊丝,蚀花性良好。使用于鞋模焊补,易雕刻加工。
CMC-PDS-3 硬度 HRC 28~30 0.9 1.0 1.2 1.6
适用于塑料射出模之氩焊丝,耐热模、抗腐蚀模,切削性,蚀花性良好。
CMC-718H 硬度 HRC 30~33 0.9 1.0 1.2 1.6
适用于塑料射出模之氩焊丝。焊后机械加工性良好,材质均匀纯度高、抛旋光性良好,光蚀刻花性良好
CMC-2738 硬度 HRC 32~35 0.9 1.0 1.2 1.6
大型射出成型模,耐热模,抗腐蚀模,蚀花性良好,具备优良加工性能,易切削和电蚀。光蚀刻花性优异
CMC-P20 硬度 HRC 30 0.9 1.0 1.2 1.6 2.0 2.4
塑料射出模,耐热模(铸铜模)
CMC-P20H 硬度 HRC 30~33 1.0 1.2 1.6
在原有产品CMC-P20的优点上加强硬度
适用于塑料射出模之氩焊丝。焊后机械加工性与蚀花性良好,材质均匀硬度高
CMC-P20Ni 硬度 HRC 30 0.9 1.2 1.6 2.4
在原有产品CMC-P20的优点上加强抛光性能适用于塑料射出模之氩焊丝。焊后机械加工性与光蚀刻花性优异
CMC-NAK80 硬度 HRC 35~40 0.9 1.2 1.6 2.4
塑料射出模,镜面钢
CMC-NAK100 硬度 HRC 35~40 0.9 1.6
在原有产品CMC-NAK80的优点上加强抛光性能
有极优良的抛光性要求
CMC-S136H 硬度 HRC50~54 0.9 1.2 1.6 2.4
防酸模具钢,适合生产PS、SAN等塑料射出模之专用氩焊条。焊后具有优良的抗腐蚀性、抛光性与耐磨性,机械加工性佳、淬硬时具有优良的稳定性。
CMC-2316 硬度 HRC30~34 1.2 1.6
防酸模具钢,适合PVC、POM、CA
CMC大型模具电焊条系列
CMC-EMagic6 HRC 54~59 2.6 3.2 CMC EMagic6为一高效型刀口焊条,实现低电流,高熔填率之理想;焊后熔金具优异韧性且耐冲击,饱满光滑,附着性佳,自动退壳,可机加工;适合于冷作钢损坏堆焊,特别适用于大型冲压模冲切部位。对于剪切工具的生产中,同样可以通过堆焊于低合金或一般的钢材上制作剪切边。
CMC-EMagic10 HRC 55~58 2.5 3.2
CMC EMagic10为一W、Cr含量较高之高效型刀口焊条,实现低电流,高熔填率之理想;适用于高速冲击之冲压模具刀锋与冲头,焊后熔金饱满光滑,附着性佳,自动退壳,可机加工,在高速高温的冲压工作环境下,也可保持耐磨性;特别适合于淬火硬化后模具损坏修复堆焊,仅一层可得较高硬度。熔金可随SKD11淬火,仍有高硬度。
CMC-Emagic7 HRC 52~55 3.2*350mm
CMC-Emagic7 为一可直接焊于铸铁与铸钢之神奇电焊条,焊接附着性佳,从第1层开始即可得高硬度,如果注意道间温度,则不会随着焊层数增加而降低硬度;另外,直接焊于热处理后的Cr12MoV钢上,有较高的硬度表现,特殊碱性包覆可减少气孔产生;可平焊、立焊、角焊,熔填率奇高,可加速焊补效率,于交流焊时起火性稍差。
CMC-E58 HRC 57~59 2.4, 3.2, 4.0
抗磨耗,硬度安定性高.适合于冷作钢损坏堆焊,特别是用于冷锻模、压延模、刀模、汽车冲压模、五金冲压模的切角、边。对于剪切工具的生产中,同样可以通过堆焊于低合金或一般的钢材上作为剪切边。也可以应用于耐磨耗机件之硬面制作。
CMC-ECI55 HRC 55-58 3.2*350mm
特别适合用于深抽模具的R角修复与高硬度之拉延部位制作。可直接焊补于铸铁模具GGG70L、FCD、GM241等…熔金细密、具极高的耐磨硬度、易抛光。属高效焊条(熔填效率 120%)球墨铸铁、灰口铸铁与火焰淬火铸钢也可直接堆焊。
CMC-E46N HRC 45-48 2.4, 3.2
直接在铸铁上施焊,对于冲压模的金属磨耗非常有效。焊接金属第一层为奥氏体组织;从2层开始为马氏体组织耐磨耗性好。火焰淬火铸铁也可直接堆焊。
CMC-E46H HRC 44-49 3.2*350mm
特别适合用于钼铬铸铁模具的R角修复与拉延部位制作。熔金细密、易抛光可防止钣件的刮伤;硬度高,适用于高要求的拉延筋制造。球墨铸铁、灰口铸铁与火焰淬火铸钢也可直接堆焊。
CMC-E45 HRC 48~52 2.6, 3.2, 4.0
为一接合性较好之中硬度钢焊条,适用于空冷钢、铸钢:如ICD5、7CrSiMnMoV…等等。汽车板金覆盖件模具及大型五金板金冲压模具之拉延、拉伸部位修补,也可用于硬面制作。
CMC-E64N 3.2*350mm
铸铁用焊条,强度高、塑性好。适用于灰口铸铁及球墨铸铁、可机械加工。
CMC-ENCD HRC 25~28 3.2*350mm
可直接在铸铁上施焊,特别适用于MoCr铸铁与球墨铸铁之焊补。为一低硬度铁基铸铁焊条,焊后可加工,且由于与铸铁之成分十分接近,所以不产生一般铸铁焊条之色差问题,且焊后可随同铸铁进行热处理。焊接性能良好,无气孔,裂痕。
CMC-E62N 3.2*350mm
特别适用于铸铁模具,由于含镍量减低,所以可降低成本,铸钢模硬面制作打底缓冲层。
CMC-E12HA HRC 57-59 2.4, 3.2, 4.0
优异的红条,广泛使用于热锻、冷冲模、 抗磨耗硬面制作, 硬度安定性高, 使用于热锻模、冲压模、延压模、整边切模、车模、热滚压轮、耐磨耗机件之硬面制作。
CMC-E60A HRC 60~62 2.6, 3.2
硬度稳定性高,耐中高温磨耗。适用于中碳钢,低合金钢之硬面制作,耐磨耗之刀具机件修补,车模,热锻冷锻切口模具焊补。
CMC-E30N 高张力、高韧度 2.6, 3.2
高硬度钢之接合,钢模座固定,铸钢模硬面制作打底缓冲层,龟裂之焊合。
CMC-E61N 3.2*350mm
适于各种铸铁,合金铸铁,钢与铸铁接合,镍及其合金等,或耐水压铸件之焊接。
CMC-E7W(停产) HRC 53~55 3.2, 4.0
适用于空冷钢(ICD5)或铸钢之刀口制作与损坏堆焊,特别是用于制作汽车钣金模切边、冲孔、翻边部位,轻工钣金冲压模的切角、边。对于剪切工具的生产中,同样可以通过堆焊作为剪切边。也可以应用于耐磨耗机件之硬面制作。
CMC-E47N HRC 44~50 3.2*350mm
可直接在铸铁上施焊之焊条,使用于铸铁模之刀口、延压部位十分方便。
CMC-EH10 HRC 46~52 3.2, 4.0
适用于中大型热锻模的生产、修复与表面再造。由于降低了铬含量,且提高钼、钨、钒的合金成分,形成高温磨耗与韧性的良好平衡,大幅提高截面积较大的热作模具使用寿命。广泛使用于中大型热锤锻模、热锻模具、热重力压铸模、耐磨耗机件之硬面制作。
CMC-EH13 HRC 55~58 2.4, 3.2
适合于热加工工具耐损坏焊补,特别是热切工具,热剪工具,热刨工具的切角边。对于在剪切加工工具的生产中,同样可以通过焊补在低合金或一般的钢上作为剪切边。
CMC镭射(激光)焊丝系列
CMC-W Magic2 0.4 0.5 适用各种锻造用模具钢之镭射(激光)焊丝,硬度稳定性高、耐高温与冲击。 CMC-W 718N 0.2 0.3 0.4 0.5 0.6在原有CMC-W718的优点上,加强抛光性能,焊后机加工容易,咬花蚀纹性能良好。
CMC-W 718H 0.2 0.3 0.4 0.5 0.6 适用于塑料射出模之激光焊丝。焊丝机械加工性良好,材质均匀纯度高、抛光性良好,光蚀刻花性良好。
CMC-W 2738 0.2 0.3 0.4 0.5 0.6 焊补塑料射出模、耐热模,具备优良加工性能,易切削、抛光、电蚀、刻花性良好之激光焊丝。焊补塑料射出模、耐热模,具备优良加工性能,易切削、抛光、电蚀,刻花性良好之镭射激光焊丝。
CMC-W P20 0.2 0.3 0.4 0.5 0.6 焊补塑料射出模、耐热模(铸铜模)。
CMC-W P20H 0.2 0.3 0.4 0.5 0.6 在原有产品CMC-WP20的优点上加强耐磨耗性能,适用于修补塑料射出模、蚀花抛光性能良好。
CMC-W PX5 0.2 0.3 0.4 焊补塑料射出模、耐热模、抗腐蚀模、蚀花性良好,具备优良加工性能,易切削抛光和电蚀。
CMC-W NAK80 0.2 0.3 0.4 0.5 0.6 焊补塑料射出模、镜面钢。
CMC-W NAK100 0.3 0.4 在原有产品CMC-WNAK80的优点上加强抛光性能,具有极优良抛光性要求之镭射激光焊丝。
CMC-W S136N 0.2 0.3 0.4 0.5在原有产品CMC-WS136的优点上加强抛光性能,同时避免了焊接后镕金上的水波纹路,大大减轻焊后的抛光加工时间。
CMC-W S136H 0.2 0.3 0.4 0.5 焊补塑料射出模,抗腐蚀、渗透性良好。
CMC-W 2316 0.2 0.3 0.4 焊补塑料射出模,抗腐蚀、渗透性良好。
CMC-W 2083 0.2 0.3 0.4 0.5 焊补塑料射出模,抗腐蚀、渗透性良好。
CMC-W 618HH 0.2 0.3 0.4 焊补塑料射出模、耐热模。
CMC-W 60N 0.3 0.4 用于耐高温钢之打底与接合,铸钢焊补沙孔缺陷。适用玻璃模具之镭射(激光)焊丝,焊后表面光亮。
CMC-W 60 0.2 0.3 0.4 适用于鞋模焊补,易雕刻加工。
CMC-W 75 0.2 0.3 0.4 焊补塑料射出模、蚀花性良好。适用于鞋模焊补,易雕刻加工
CMC-W SKD61H 0.2 0.3 0.4 0.6 焊补铝铜压铸模、具良好耐热、耐磨、耐龟裂性良好、塑料模具之堆焊(EPN)焊补之激光焊丝
CMC-W SKS3 0.2 0.3 0.4 0.5 焊补刀具、冲模、切模高耐磨性之镭射激光焊丝。
CMC-W Nitride 1 0.3 0.4 用于氮化后模具,要求气孔最少,硬度不高之情况
CMC-W Nitride2 0.2 0.3 0.4 0.5 用于氮化后模具,要求硬度高,气孔少之情况
CMC-W 8407H 0.2 0.3 0.4 0.6 适用各种压铸模具之镭射(激光)焊丝,硬度稳定性高、耐高温与挤压,不易磨损。
CMC-W 8407 0.2 0.3 0.4 0.5 0.6 焊补锌、铝、锡等有色合金及铜合金之压铸模。
CMC-W QRO90 0.2 0.3 0.4 0.6 焊补热锻模、热切模、热冲模、热加工成型模、热作工具、压铸模钢。
CMC-W SKD61 0.2 0.3 0.4 0.5 0.6 焊补铝铜压铸模、具良好耐热、耐磨、耐龟裂性。
CMC-W SKD11-3 0.2 0.3 0.4 焊补冷作钢、冲模、切模、刀具、成型模、工件硬面制作。
CMC-W 30N 0.2 0.3 0.4 高硬度钢之接合,硬面制作之打底,龟裂之焊合。
钴基合金焊条相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 朱羽合欢
- 六线制脉冲电子围栏主机
- 铸造碳化钨焊条
- 水泥围栏设备
- A502焊条
- 杉木优树-从统153
- 围栏
- 夹板门
- 杉木种子园-三74-42
- 浸塑围栏
- 套管夹板
- 智能电子围栏
- 金合欢族
- 采煤机用电缆夹板
- 伸缩围栏
- 高分子夹板使用方法
- 在小桥涵软基处理中如何运用预应力混凝土管桩的分析
- 再生丁基橡胶-丁基橡胶防水卷材压敏胶的制备及性能
- 以有机硅改性丙烯酸树脂为基料制备道路标线漆
- 拱坝建基面开挖质量控制案例分析溪洛渡水电站右岸
- 公路深层软基处理中水泥搅拌桩施工质量控制措施分析
- 基土钎探技术交底加气混凝土条板安装
- 基于65%建筑节能标准水泥基玻化微珠保温砂浆
- 可用于紫外激发白光LEDCeF3基透明玻璃陶瓷
- 基才网络控制中央空调运行管理、控制与分户计费系统
- 利用含钴、镍氢化硅酸盐提高橡胶镀铜钢丝粘合作用
- 基于遗传径向基函数神经网络公路隧道围岩定级方法
- 10万t/a尿基NPK复合肥装置技术改造及经济技术评价
- 中埋反应性丁基橡胶腻子钢片式止水带的技术性能分析
- 中华人民共和国建材行业标准中空玻璃用丁基热熔封胶
- 年产2000T羟丙基甲基纤维素建设项目可行性研究报告
- 复合材料铜基活性钎料真空钎焊接头的组织与性能
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
拆边机
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
大山槟榔
上海地铁维护保障有限公司通号分公司
舌花雏菊
甘肃中维国际招标有限公司
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
电梯平层准确度
建设部关于开展城市规划动态监测工作的通知
广州利好来电气有限公司
四川中泽盛世招标代理有限公司