
割嘴型号
然气机用割嘴型号、切割配套压力
机用割嘴
格号 性能 | 0# | 1# | 2# | 3# | 4# | 5# | 6# | 7# | 8# |
氧孔直径 | 0.6mm | 0.8mm | 1mm | 1.2mm | 1.3mm | 1.4mm | 1.6mm | 1.7mm | 2.0mm |
钢板切割厚度 | 7-10 | 10-30 | 30-50 | 50-70 | 70-90 | 90-110 | 110-140 | 140-160 | 160-200 |
氧气工作压(MPa) | 0.5 | 0.5 | 0.5 | 0.6 | 0.6 | 0.7 | 0.7 | 0.7 | 0.8 |
工业燃气压力(MPa) | 0.04 | 0.04 | 0.05 | 0.05 | 0.05 | 0.05 | 0.06 | 0.07 | 0.07 |
手工割嘴
手工割嘴型号、切割配套压力
性能 规格 | 型号 | 氧孔直径 (mm) | 切割厚度 (mm) | 氧气工作压(MPa) | 工业燃气压力(MPa) |
GKJC01-30 | 0# | 0.6 | 1-5 | 0.5 | 0.03 |
1# | 0.7 | 2-10 | 0.5 | 0.04 | |
2# | 0.9 | 10-20 | 0.5 | 0.04 | |
3# | 1.1 | 20-30 | 0.5 | 0.05 | |
GKJC01-100 | 0# | 0.8 | 10-30 | 0.6 | 0.04 |
1# | 1.0 | 30-50 | 0.6 | 0.05 | |
2# | 1.3 | 50-80 | 0.6 | 0.06 | |
3# | 1.6 | 80-100 | 0.6 | 0.06 | |
GKJC01-300 | 1# | 1.8 | 100-160 | 0.7 | 0.06 |
2# | 2.2 | 160-220 | 0.7 | 0.06 | |
3# | 2.6 | 220-260 | 0.7 | 0.07 | |
4# | 3.0 | 260-300 | 0.7 | 0.07 | |
5# | 3.5 | 300-350 | 0.8 | 0.08 | |
6# | 4.0 | 350-430 | 0.9 | 0.08 | |
通过上表手工割炬分三种型号G01-30 G01-100 G01-300 型,现列举如G01--100射吸式割炬,属于平常工厂中比较常见的割枪型号。 G01--100指可切割低碳钢厚度最大为100mm以内,G01-100中的01是指割嘴型号为1号,另外还有2号3号等,区别在于割嘴眼的大小号数越小眼越小,割缝越小。
另外割嘴也分两种,乙炔割嘴(中间有一个圆的,也叫环形割嘴)、梅花割嘴(看着像梅花,主要用于液化气、丙烷。也叫丙烷割嘴)。 割嘴与切割厚度一般是: 12mm以下用1号,20mm以下用2号,30mm以下用3号。如果工件要求比较严(就是尺寸比较严)可以提一下规格 ,比如12-20mm的考虑用1号。选择适合的割嘴型号。机用割嘴型号选择需要根据所使用的气体及切割材质及厚度来综合考虑。在切割50mm厚度以内材料一般选择1-4#割嘴,50-100mm则建议选择4-5#割嘴,超过100mm厚度材料则为6-7#割嘴。其原因在于:不同厚度的板材宜采用不同的切割速度、切割气体压力和不同的割嘴型号,板厚6-20mm的薄板由于受热易变性,在开始切割零件时可不从钢板边缘切入,而采用穿孔办法是钢板边缘成封闭状态,且钢板边缘的割缝与钢板边缘有一定距离,这样可限制因变性而引起的零件尺寸偏差。
通过采用上述几种切割方法可以保证数控火焰切割机切割各种零件的尺寸精度及切割的高效率。操作员的较高素质、割嘴的维护和操作技巧也关系着数控火焰切割机切割质量,是不可忽视的重要环节。
超能工业燃气割嘴
一种超能工业燃气割嘴,它由外套(1)和内芯(2)组成。内芯(2)由一段铜棒加工而成,中心有孔(8),它包括前芯杆(3)、后芯杆(4)和芯柄(5)三部分。前芯杆(3)上部表面有18条侧槽(6),头部呈圆锥状。芯柄(5)上有6个与侧槽(6)方向相同的侧孔(7)。该割嘴能将气体火焰聚集结合到所需加工的位置,克服火焰分散现象,既可提高切割功效,又可保证切割质量,同时节约氧气。
割嘴造价信息
然气机用割嘴型号、切割配套压力
机用割嘴
| 格号 性能 |
0# |
1# |
2# |
3# |
4# |
5# |
6# |
7# |
8# |
| 氧孔直径 |
0.6mm |
0.8mm |
1mm |
1.2mm |
1.3mm |
1.4mm |
1.6mm |
1.7mm |
2.0mm |
| 钢板切割厚度 |
7-10 |
10-30 |
30-50 |
50-70 |
70-90 |
90-110 |
110-140 |
140-160 |
160-200 |
| 氧气工作压(MPa) |
0.5 |
0.5 |
0.5 |
0.6 |
0.6 |
0.7 |
0.7 |
0.7 |
0.8 |
| 工业燃气压力(MPa) |
0.04 |
0.04 |
0.05 |
0.05 |
0.05 |
0.05 |
0.06 |
0.07 |
0.07 |
手工割嘴
手工割嘴型号、切割配套压力
| 性能 规格 |
型号 |
氧孔直径 (mm) |
切割厚度 (mm) |
氧气工作压(MPa) |
工业燃气压力(MPa) |
| GKJC01-30 |
0# |
0.6 |
1-5 |
0.5 |
0.03 |
| 1# |
0.7 |
2-10 |
0.5 |
0.04 |
|
| 2# |
0.9 |
10-20 |
0.5 |
0.04 |
|
| 3# |
1.1 |
20-30 |
0.5 |
0.05 |
|
| GKJC01-100 |
0# |
0.8 |
10-30 |
0.6 |
0.04 |
| 1# |
1.0 |
30-50 |
0.6 |
0.05 |
|
| 2# |
1.3 |
50-80 |
0.6 |
0.06 |
|
| 3# |
1.6 |
80-100 |
0.6 |
0.06 |
|
| GKJC01-300 |
1# |
1.8 |
100-160 |
0.7 |
0.06 |
| 2# |
2.2 |
160-220 |
0.7 |
0.06 |
|
| 3# |
2.6 |
220-260 |
0.7 |
0.07 |
|
| 4# |
3.0 |
260-300 |
0.7 |
0.07 |
|
| 5# |
3.5 |
300-350 |
0.8 |
0.08 |
|
| 6# |
4.0 |
350-430 |
0.9 |
0.08 |
通过上表手工割炬分三种型号G01-30 G01-100 G01-300 型,现列举如G01--100射吸式割炬,属于平常工厂中比较常见的割枪型号。 G01--100指可切割低碳钢厚度最大为100mm以内,G01-100中的01是指割嘴型号为1号,另外还有2号3号等,区别在于割嘴眼的大小号数越小眼越小,割缝越小。
另外割嘴也分两种,乙炔割嘴(中间有一个圆的,也叫环形割嘴)、梅花割嘴(看着像梅花,主要用于液化气、丙烷。也叫丙烷割嘴)。 割嘴与切割厚度一般是: 12mm以下用1号,20mm以下用2号,30mm以下用3号。如果工件要求比较严(就是尺寸比较严)可以提一下规格 ,比如12-20mm的考虑用1号。选择适合的割嘴型号。机用割嘴型号选择需要根据所使用的气体及切割材质及厚度来综合考虑。在切割50mm厚度以内材料一般选择1-4#割嘴,50-100mm则建议选择4-5#割嘴,超过100mm厚度材料则为6-7#割嘴。其原因在于:不同厚度的板材宜采用不同的切割速度、切割气体压力和不同的割嘴型号,板厚6-20mm的薄板由于受热易变性,在开始切割零件时可不从钢板边缘切入,而采用穿孔办法是钢板边缘成封闭状态,且钢板边缘的割缝与钢板边缘有一定距离,这样可限制因变性而引起的零件尺寸偏差。
通过采用上述几种切割方法可以保证数控火焰切割机切割各种零件的尺寸精度及切割的高效率。操作员的较高素质、割嘴的维护和操作技巧也关系着数控火焰切割机切割质量,是不可忽视的重要环节。
超能工业燃气割嘴
一种超能工业燃气割嘴,它由外套(1)和内芯(2)组成。内芯(2)由一段铜棒加工而成,中心有孔(8),它包括前芯杆(3)、后芯杆(4)和芯柄(5)三部分。前芯杆(3)上部表面有18条侧槽(6),头部呈圆锥状。芯柄(5)上有6个与侧槽(6)方向相同的侧孔(7)。该割嘴能将气体火焰聚集结合到所需加工的位置,克服火焰分散现象,既可提高切割功效,又可保证切割质量,同时节约氧气。
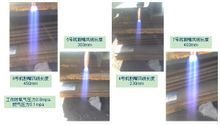
燃气专用割嘴又分为新型工业燃气快速割嘴和工业燃气普通割嘴两种。
新型工业燃气快速割嘴由:割嘴主体、螺旋混合器、割嘴外套、割嘴内嘴、连接杆组成,
其特征在于:割嘴内嘴的一端通过内螺纹与连接杆连接,连接杆的另一端通过外螺纹与割嘴主体连接,在连接杆的螺纹处安装螺旋混合器,并在外部套上割嘴外套;在割嘴内嘴上铣出10-20条齿槽作为燃气通道,喷管孔道呈流线型的拉瓦尔孔道,由稳定段、收缩段、喉部、扩散段四部分组成,在流线型的孔道内采用表面电镀,处理;在割嘴内嘴的螺纹处安装螺旋混合器。
快速割嘴采用分体式,嘴口加钢芯,而且产品带螺旋。分体式有利于工作人员更容易清理使用,嘴口加钢芯可以延长割嘴的使用寿命(寿命是普通割嘴的3倍),而且火焰更加垂直集中,温度更高,火焰穿透力更强,带螺旋可以提高气体压力,加速气体流速,缩短预热时间,使氧气和丙烷气充分混合,达到快速切割的目的。
工业燃气普通割嘴由:割嘴外套、割嘴内嘴、连接杆组成,
其特征在于:选用拉瓦尔孔道原理使氧气和燃气充分混合,达到快速切割的目的
新型工业燃气快速割嘴应用于火焰切割机上,对钢材进行切割可实现切割面光滑、切割速度快、无咬边烧边挂渣、无增碳及硬化现象,割嘴使用寿命长。
割嘴的分类:机用割嘴和手工割嘴
割嘴型号常见问题
-
切割氧孔大小不一样,号码越大,孔径越大在使用过程中表现为:号码越大,切割钢板的厚度也越大,同时,割逢也越大,耗氧量也越大,切割速度也越快选择割嘴需要从经济,效率来综合考量使用的综合成本
-
【选择割嘴号数】答:手工气割时,使用的割嘴号数和切割氧气压力的大小应根据工件厚度来确定。如切割小于4m厚的钢件时,一般选1~2号割嘴,氧气压力0.3~0.4 MPa,当切割4~10mm厚的割件 时,一...
燃气专用割嘴又分为新型工业燃气快速割嘴和工业燃气普通割嘴两种。
新型工业燃气快速割嘴由:割嘴主体、螺旋混合器、割嘴外套、割嘴内嘴、连接杆组成,
其特征在于:割嘴内嘴的一端通过内螺纹与连接杆连接,连接杆的另一端通过外螺纹与割嘴主体连接,在连接杆的螺纹处安装螺旋混合器,并在外部套上割嘴外套;在割嘴内嘴上铣出10-20条齿槽作为燃气通道,喷管孔道呈流线型的拉瓦尔孔道,由稳定段、收缩段、喉部、扩散段四部分组成,在流线型的孔道内采用表面电镀,处理;在割嘴内嘴的螺纹处安装螺旋混合器。
快速割嘴采用分体式,嘴口加钢芯,而且产品带螺旋。分体式有利于工作人员更容易清理使用,嘴口加钢芯可以延长割嘴的使用寿命(寿命是普通割嘴的3倍),而且火焰更加垂直集中,温度更高,火焰穿透力更强,带螺旋可以提高气体压力,加速气体流速,缩短预热时间,使氧气和丙烷气充分混合,达到快速切割的目的。
工业燃气普通割嘴由:割嘴外套、割嘴内嘴、连接杆组成,
其特征在于:选用拉瓦尔孔道原理使氧气和燃气充分混合,达到快速切割的目的
新型工业燃气快速割嘴应用于火焰切割机上,对钢材进行切割可实现切割面光滑、切割速度快、无咬边烧边挂渣、无增碳及硬化现象,割嘴使用寿命长。
割嘴的分类:机用割嘴和手工割嘴
割嘴型号文献

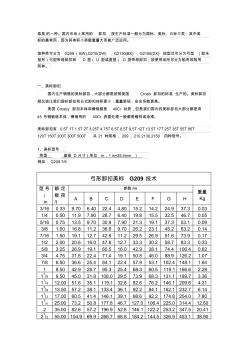 卸扣型号
卸扣型号
索具的一种。国内市场上常用的 卸扣,按生产标准一般分为国标、美标、日标三类;其中美 标的最常用,因为其体积小承载重量大而被广泛运用。 按种类可分为 G209(BW),G210(DW) ,G2130(BX) ,G2150(DX). 按型式可分为弓型 (欧米 茄形)弓型带母卸扣和 D 型( U 型或直型) D 型带母卸扣;按使用场所可分为船用和陆用 两种。 一、美标卸扣 国内生产销售的美标卸扣,大部分都是按照美国 Crosb 卸扣的标准 生产的。美标卸扣 相比较比我们国标卸扣和日式卸扣体积更小,重量更轻,安全系数更高。 美国 Crosby 卸扣本体和横销都是 40Cr 材质,但是我们国内的美标卸扣大部分都是用 45 号钢锻造本体,横销用的 40Cr. 表面处理一般都是镀锌或涂漆。 美标卸扣有 0.5T 1T 1.5T 2T 3.25T 4.75T 6.5T 8.5T 9.5T 12T 13.5
 PVC型号
PVC型号
PVC 型号 PVC 根据聚合度的不同分为很多型号, 国内 PVC 牌号命名一般采用聚合度或者是型号标注。 生产 PVC 透明片材应该采用七型 PVC(牌号为 S-800 、SG-7 )或者八型 PVC(牌号为 S-700 、 SG-8),各厂家在标注上会有所不同,一般采用 SG 加个位数标注的代表的是 PVC 型号, 采用百位数及千位数标注的代表的是聚合度 (主要看数字, 相同的数字表示相同的产品, 比 如青岛海晶 HS1000 、上海氯碱 WS1000 、齐鲁石化 S1000 都代表五型 PVC)。华东地区 做片材的比较多,一般采用的是齐鲁石化、上海氯碱、沧化、青岛海晶、大沽化的产品,华 南地区可以考虑一下福二化的产品。 七型、八型 PVC 的聚合度较低,加工起来容易,所以多用于生产片材、注塑管件等。就国 家标准来说, PVC 分八种型号,即一型至八型。现市场流通的多为三型(聚合度 1
1)定时疏通割嘴防止堵塞。在切割过程中,高热状态下溅起的溶渣容易堵塞割嘴,因此割嘴的清洁和保养非常重要。清洗割嘴时,要关闭预热氧 气手阀;按下切割氧按钮,打开切割氧电磁阀;关闭割炬上的切割手阀,以便使割嘴通针插入,为吹掉灰尘,将通针在快氧孔上下抽动,并慢慢地打开割炬地切割氧手阀。
2)经常注意割嘴清洁保养。切割割嘴同时也是数控切割机部件中容易损伤的耗材之一。因此,对数控切割割嘴做适当的清洁保养,不仅能提高数控切割机的工作效率、保证其切割质量,还能延长数控切割机的使用寿命。从而降低生产成本。
具有切割效率高,切割光洁度高的特点。比等压割嘴切割速度高20到30%。

连铸切割连铸割嘴
连铸割嘴是用于连铸切割的专用割嘴,连铸割炬的嘴头部分,由此喷出切割氧流及预热火焰的混合气流。比普通割嘴大,可切割厚度厚,一般由割嘴体、割嘴芯、割嘴外壳组成。
连铸割嘴的好坏直接决定切割质量的好坏及切割割缝的大小、钢材成本的节约,质量好的连铸割嘴正常情况下能用3个月,并且保证割缝,如150cm的钢坯3mm割缝,质量不好的连铸割嘴用4天以后割缝就会越来越大,影响切割质量,浪费钢材。
使用神麒新型连铸割嘴前后效果对比图:(左:使用前;右:使用后)
割嘴相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 彩叶北海道黄杨
- 割炬
- 数控激光切割机
- 小叶黄杨(变种)
- 数控火焰切割机
- 黄杨树
- 变色金叶黄杨
- 等离子切割
- 黄杨叶栒子
- 九眼石页岩
- 火焰切割嘴
- 气割
- 大叶黄杨窄吉丁虫
- 自动变速箱保养
- 工业切割气
- 焊接技术及自动化专业
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
华润燃气(上海)有限公司
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
四川中泽盛世招标代理有限公司