粉末静电喷涂
静电喷涂利用高压静电电晕电场原理。喷枪头上的金属导流杯接上高压负电,被涂工件接地形成正极。在喷枪和工件之间形成较强的静电场。当运载气体(压缩空气)将粉末涂料从供粉桶经输粉管送到喷枪的导流杯时,其周围产生密集的电荷,粉末带上负电荷,在静电力和压缩空气的作用下,粉末均匀的吸附在工件上,经加热、粉末熔融固化(或塑化)成均匀、连续、平整、光滑的涂膜。
粉末静电喷涂基本信息
| 中文名 | 粉末静电喷涂 | 外文名 | Powder electrostatic spraying |
|---|
粉末静电喷涂工艺流程
工件预处理是为了增加基体与涂层的结合力。表面处理的质量直接影响涂膜的质量和寿命。其处理有机械和化学方法。粉末涂装的预处理一般包括除锈、脱脂、化学磷化或钝化等过程。不同材料预处理方法不尽相同。见下表1。粉末涂膜缺陷与预处理的关系见下表2。
表 1 各种金属材料预处理的选择
| 材料 |
一般情况 |
表面锈蚀情况下 |
材料 |
一般情况 |
表面锈蚀情况下 |
| 钢和铁 |
脱脂、清洗、磷酸盐处理 |
喷砂、磷酸盐处理 |
热镀锌、钢铁、铜、铜锌合金 |
脱脂、清洗盐渍等 |
磷酸盐处理/铬酸盐处理、喷砂 |
| 铝(标准) |
脱脂、清洗 |
铬酸盐处理 |
|||
| 铝(压制品) |
铬酸盐处理 |
铬酸盐处理 |
电镀锌铁皮、电镀锌钢 |
脱脂、清洗 |
脱脂、清洗、磷酸处理、铬酸盐处理 |
| 镁(标准) |
脱脂、清洗 |
铬酸盐处理 |
|||
| 镁(压制品、铸镁品) |
铬酸盐处理 |
铬酸盐处理 |
表 2 粉末涂膜缺陷与预处理的关系
| 涂膜缺陷 |
原因及方法 |
涂膜缺陷 |
原因及方法 |
||
| 产生原因 |
解决方法 |
产生原因 |
解决方法 |
||
| 异物 油渣 |
1、异物的混入 2、铸物内部油污等异物 |
操作时不让异物混入,可用筛网除去。 预热除去,油污严重高温锅灼烧脱脂处理 |
针孔 |
1、磷化处理不当 2、预处理后水分未除尽 |
加强检查表面处理质量,控制磷化膜附着量2~3g/m2 检查烘干炉的温度 |
| 缩孔 |
1、脱脂不干净 2、除锈不彻底 |
脱脂的时间,配方及施工方法要正确。加强检查表面处理质量 |
污点变色 |
1、脱脂不干净 2、除锈不干净 |
脱脂时间、配方及施工方法要正确 检查预处理外观 |
涂层烘烤时要求炉温均匀,工件间保持一定距离,防止碰撞。各种粉末涂料随配方设计不同其固化温度和时间也不相同。
粉末静电喷涂造价信息
粉末静电喷涂工艺中影响涂膜性能的因素除喷涂工艺参数外,还与粉末涂料特性有关。
1、粉末粒度。
粉末粒度对涂敷工艺性能的影响见表3-1
2、粉末涂料电导率
粉末涂料的体积电阻对其施工性能有较大影响详见表3-2
表2-1 粉末粒度对涂覆工艺性能的影响
| 涂覆工艺 |
粒度的变化 |
| 对工艺的影响(由大变小) |
|
| 粉末流动性 |
逐渐变差 |
| 涂覆性 |
从难到易 |
| 被吹散倾向 |
从难到易飞 |
| 喷枪的堵塞 |
流畅到易堵塞 |
| 膜厚 |
从厚到薄 |
表2-2 粉末涂料的体积电阻对其施工性能的影响
| 体积电阻/Ω·cm |
施工性能 |
| 109以下 |
易放出带电电荷,粉末粒子易脱落 |
| 1010~1014 |
施工性能好,在此范围内施工可得厚涂膜 |
| 1015以上 |
粒子电荷不易放出,工件表面积累电荷,不能得厚涂膜 |
从2-2表可以看出:静电喷涂施工中要求粉末粒子的体积电阻值应为1010~1014Ω·cm为好。
3、喷涂距离
喷涂距离变化使电场强度产生变化,从而也影响涂膜厚度和粉末的沉积效率。
喷涂距离与沉积效率的关系见表3-1
| 喷涂距离/mm |
沉积效率(%) |
喷涂条件 |
| 250 |
100 |
喷粉量:60g/min |
| 300 |
91 |
喷涂时间:20s |
| 400 |
56 |
喷涂电压:90KV |
从上表中可以看出,喷涂距离为250mm时,沉积效率最高。
4、喷涂电压
喷涂电压增大,粉末附着量增加,但超过90Kv时,附着量的增加率变小。电压增大时膜厚的初始增长率增加,但随着喷涂时间的增长,电压对涂膜厚度增加影响减少。喷涂距离增大,电压对膜厚的影响减少。喷涂电压过高,会使粉末击穿,影响粉末质量。一般喷涂电压控制在60~90kV内。
5、供气压力
供粉器的供气压力增大,沉积效率下降。其关系见下表5-1
| 供气压力/Pa |
沉积效率(%) |
喷涂条件 |
| 4.9 |
100 |
喷涂距离:250mm |
| 6.89 |
97 |
喷粉量:60g/min |
| 9.8 |
9 |
喷涂时间:20s |
| 14.7 |
88 |
喷涂电压:90kV |
| 19.6 |
84 |
环氧粉末 |
1、工件不预热可室温涂覆。
2、粉末利用率高达95%以上。
3、涂抹较薄(50~100μm),且均匀,无流挂现象。
4、在工件的尖端和粗糙的表面均能形成连续、平滑涂膜。
5、易于实现自动化生产。
粉末静电喷涂常见问题
-
没太合适的定额子目,按市场价直接补充吧
-
当然是裕东,裕东(中山)机械,做了34年,企业的优势大家有目共睹,听说还通过欧汌的ATEX及美国的UL安全标准,他们工厂还有示范中心,服务挺到位的,全球几十个国家都有他们的客户。静电雾化效果比较好,粉...
-
粉末静电喷涂:静电喷涂也可以叫做粉末喷涂,利用高压静电电场使带负电的涂料微粒绕电场相反的方向做定向运动,然后被吸附在待涂工件表面的新型喷涂方法 喷漆:传统的手工喷刷工艺 相比粉末静...
粉末静电喷涂文献

 粉末静电喷涂工艺探讨
粉末静电喷涂工艺探讨
介绍了粉末的粒度组成与喷涂质量的关系,以及粉筛目数与孔径和粒径的对应关系。阐述了喷涂过程中粉末的带电过程与上粉率的问题。着重讨论了压缩空气温度、湿度的增大对涂层质量的影响。
 粉末静电喷涂流程(精)
粉末静电喷涂流程(精)
粉末静电喷涂技术的典型工艺流程 粉末静电喷涂技术的典型工艺流程为: 工件前处理 →喷粉→固化→检查→成品 1.1 前处理 工件经过前处理除掉冷轧钢板表面的油污和灰尘后才能喷涂粉末,同时在工件表 面形成一层锌系磷化膜以增强喷粉后的附着力。前处理后的工件必须完全烘干水 分并且充分冷却到 35℃以下才能保证喷粉后工件的理化性能和外观质量。 1.2 喷粉 1.2.1 粉末静电喷涂的基本原理 工件通过输送链进入喷粉房的喷枪位置准备喷涂作业。静电发生器通过喷枪枪口 的电极针向工件方向的空间释放高压静电 (负极 ),该高压静电使从.喷枪口喷出 的粉末和压缩空气的混合物以及电极周围空气电离 (带负电荷 )。工件经过挂具通 过输送链接地 (接地极 ),这样就在喷枪和工件之间形成一个电场占粉末在电场力 和压缩空气压力的双重推动下到达工件表面,依靠静电吸引在工件表面形成一层 均匀的涂层。 1.2.2 粉末静电喷
粉末静电喷涂设备由供粉器、静电发生器、静电喷涂机、喷涂室、粉末回收系统、烘干室等组成。
高压静电发生器的输出电压要达到60~100kv,电流低于300µA。一般晶体管的能耗低、体不只小,应有防击穿安全保护装置。
静电喷粉枪分固定式和手提式,生产线上都采用固定式,现场施工则采用手提式。静电喷粉枪按带电形式分内部带电和外部带电(图2_2_18)。内部带电是通过设在枪身内极针与环状电极间的晕放电带上电荷,内电场强度大(6~8kv/cm),适合于喷粉量大,复杂形状工件的涂覆。外部带电是利用喷枪与工件间的电晕放电带上电荷,荷电电场强度比内带电弱,但沉不只电场强度大(1~3.5kv/cm),涂覆效率高、应用广。

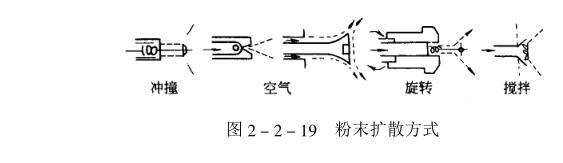
为了根据工件大小和形状有效地涂覆,減少粉末的反弹作用,静电喷粉枪的粉末扩散大致有冲撞分散法、空气分散法、旋转分散法和搅排分散法等(图2_2_19),其中以冲撞分散法操作方便,应用较多。
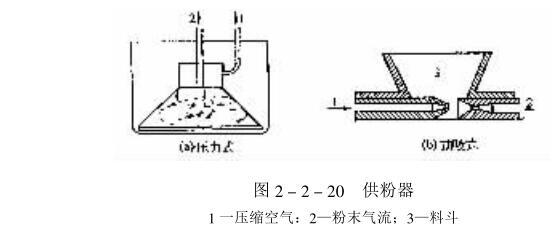
供粉器应该连续,均匀地将粉枪末输送给喷粉枪,一般有压力式、抽吸式和机械式三种供粉器(图2_2_20)。压力式供粉器容不只15~25L,粉末不能连续投料,多用于手提静电喷粉枪供粉,不适合于自动生产线。机械式供粉器能精确地定量供粉,多用于连续生产线。抽吸式利用文丘里原理,使粉斗内粉末被空气流抽吸形成粉末空气流,粉斗内不只粉少,便于清扫和换色,适应性强。
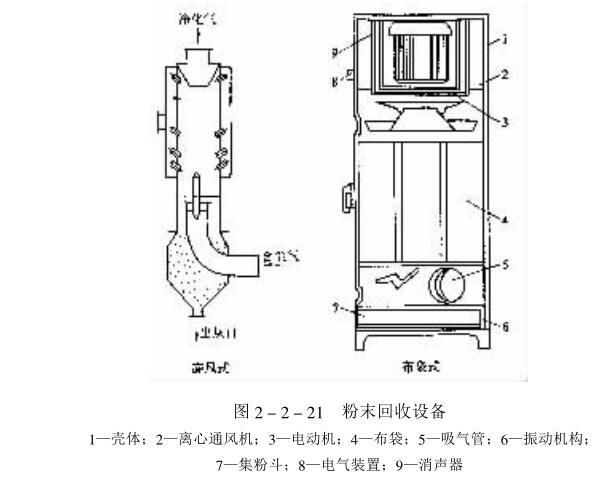
粉末回收设备用来回收未附着的粉末,并防止粉生1⊠境的污染,粉末静电嘘除的粉末附着章一般仅0%-5%,必靠回收装還才能使粉末除料利用章在95%以上,提高经济效益,回收设备有能风式、布袋式及其它们的组合形式(国222,能风式的声大,能耗大,回收章不高;布袋式体1小,声小,回收章高,但需采取振动或逆气流措施防布袋増塞,最先进的是慮芯式換色嘘房,更換癌芯能达到快速换色。
粉末静电喷涂工艺的影响因素主要有粉末特性、喷涂电压和距高、供粉气压等。
粉末特性主要是粉末粒度和粉末电导率。粉末粒度越细,粉体的流动性变差,在设备中易堵塞,粉末的涂覆性提高且能薄涂,但粉尘的漂散性也增加。粉末涂料的电导率影响粉末的荷电率和附着率,体积电阻率一般在1010°~1014Ω·cm为宜。
喷涂电压一般在60~90kV,喷涂距高约在250mm为宜,此时粉末附着率较高。供粉气压影响到粉末气流的荷电率和漂散性,随着供粉气压增大,粉末附着率会下降。
粉末静电喷涂必须强化表面处理来保证涂层的附着力。PTFE涂层的喷涂工艺实例如下:工件喷砂表面粗化→脱脂剂85℃喷射清洗→85℃热水喷洗→110℃干燥5~8min→静电喷粉→380℃烘烤30min→喷水强制冷却→下件。上面喷砂是为了提高附着力;85℃热水喷洗是为了加快干燥;由于PT_FE涂层结晶性大,在高温烘烤融合以后,通过强制冷却来降低结晶度,确保涂层附着力。
粉末涂装除了用来涂覆防护性涂层外,也可以用来涂饰带美术花纹的装饰性涂层,并且国外己在进行薄层粉末單光涂层的应用试验。
将塑料粉末通过高压静电设备充电,并在电场的作用下均匀的吸附在被加工的工件表面上,然后经过高温烘烤,塑料颗粒就会融化成一层致密的保护层牢牢附着在工件表面。
粉末静电喷涂线主要包含以下工艺流程:
1、前处理(除油、除锈、磷化);
2、静电喷涂;
3、高温固化(根据喷涂塑粉成分的不同和要求厚度的不同,固化温度通常为160-210度);
4、出炉冷却。
与传统的油漆工艺相比,粉末涂装具有如下优势:
1、高效:由于是一次性成膜,可提高生产率30-40%
2、节能:降低能耗约30%
3、污染少:无有机溶剂挥发(不含油漆涂料中甲苯、二甲苯等有害气体)。
4、涂料利用率高:可达95%以上,且粉末回收后可多次利用。
5、涂膜性能好:一次性成膜厚度可达50-80μm,其附着力、耐蚀性等综合指标都比油漆工艺好。
6、成品率低:在未固化前,可进行二次重喷。
粉末静电喷涂相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 粉煤制备
- 粉煤气化
- 粉煤气化工艺
- 粉煤灰中铵离子含量的限量及检验方法
- 粉煤灰在矿物聚合材料中的应用
- 粉煤灰在自诊断压敏水泥基材料中的应用
- 粉煤灰混凝土在桥梁下部构造中的应用技术
- 粉状抑尘剂
- 粉矿
- 粉砂土路基处理技术及应用
- 粉砂淤泥质海岸
- 粉砂质泥岩流变力学特性及应用
- 粉蓝色
- 粉黄色
- 粉[砂]质黏壤土
- 粒子加速器多系统位移监测与全局坐标系统一问题研究
- 3MScotchkoteTM134熔结环氧树脂粉末涂料
- 前驱体碳化粉末反应火焰喷涂制备TiC增强金属复合涂层
- 常规搅拌工艺条件下活性粉末混凝土抗压强度影响因素的研究
- 上海粉末冶金汽车材料工程技术研究中心通过市科委的验收
- 氮化硼粉末静电喷涂技术在铝型材挤压生产上的应用
- ASTM新的金属粉末标准涵盖对粉末冶金产品的测量
- 中密度纤维板静电粉末喷涂基材表面处理方法研究
- XF21782表征粉末涂料流动性松装密度仪
- 高清净性静电喷涂防锈油研制应用
- 不锈钢激光间接烧结粉末材料及其成型工艺
- 粉末电镀Cu预处理后热喷涂层的磨损特性
- RPC130活性粉末混凝土的配制及工程应用
- 正交试验设计的活性粉末混凝土配合比优化
- 新型热障涂层材料镁基六铝酸镧喷涂粉末制备
- 可再分散沥青粉末改性水泥砂浆性能试验
- 冷轧钢板粉末静电喷涂工艺培训教程
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
拆边机
当代建筑大师
广西北缆电缆有限公司
大山槟榔
上海地铁维护保障有限公司通号分公司
舌花雏菊
甘肃中维国际招标有限公司
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
苏州弘创招投标代理有限公司