放电机基本简介



放电机基本简介
放电机放电机图片 放电机特点
放电机是在一定介质中,利用两极(工具电极与工件电极)之间脉冲性火花放电时的电腐蚀现象对材料进行加工,以使零件的尺寸、形状和表面质量达到预定要求的加工方法。这种加工方法也被称为放电加工或电蚀加工也叫放电机
有CNC放电机,znc放电机,镜面放电机,双头放电机,牛头放电机等等
放电机的性能特征
- 放电机因机头滑枕部分采用高强性的BOX型结构,放电机加工大重型工件时保持高精密度;
- 放电机石墨放电加工高效率效果在同行业里,最具优势,同等条件下,效率是其2倍以上;
- 高效率,高精度,低损耗的优越性能已达到国际同类产品的先进水平优势,是国内高端放电机的首选机床;
CNC放电机,znc放电机,镜面放电机,双头放电机,牛头放电机的性能特征
放 电 机机 床 规 格 型 号 单位 HE70 CNC HE100 CNC HE130 CNC 工作台尺寸(长×宽) mm 900×500 1200×600 1400×700 X,Y,Z轴行程 mm 700×400×300 1000×500×400 1300×600×500 最大电极重量 kg 50 80 100 最大工件重量 kg 3000 4000 6000 工作台至电极的距离 mm 500-800 500-900 550-1050 加工槽尺寸 mm 1400×850×500 1800×1100×600 2100×1300×650 总输入功率 KVA 13 13 18 尖 端 技 术 参 数 最佳表面光洁度 Ra 0.2 最高加工效率 mm3/min 500(1000 选配) 最小电极损耗 % 0.1. 标准附件 机床垫铁、可调夹具、机床灯、过滤纸芯、液位控制器、保险芯子、工具箱、使用说明书、注油枪; 选择附件 C轴 R轴旋转装置 加工液恒温装置 EROWA、3R各种工装夹具 (本参数可能因产品升级会相应调整,不作为合同依据) |
| 机床性能 |
机床性能特征 1.自适应放电加工控制 2.定时高速抬刀和抬刀高度控制 3.主轴定点控制、放电间隙检测 4.油位控制 5.防火控制 6.自动报警安全装置 7.防积碳功能 8.CNC系统,触摸屏输入,手控盒操作。 9.工件在机自动测量 10.超精面加工 11.超精边加工 12.X、Y、Z轴进口松下伺服系统。 13.不锈钢材料耐磨包边设计 14.最小电极损耗0.10% 15.最佳表面粗糙度Ra0.2um 16.最高生产效率500 mm3/min(标配)1000 mm3/min(选配) 17.最小驱动单位1um 数控电源装置 1.触摸屏15英寸LCD液晶显示。 2.USB数据输入和输出。 3.镜面加工和硬质合金专用等特殊材料加工回路。 4.高速石墨加工专用回路,AUTO加工功能单元。 5.低损耗回路,自动定位功能单元。 6.高速高精度加工系统。 7. 防积碳自动检测回路,自动清弧电路单元。 8.专家工艺数据库系统。 9.CNC指令,标准G代码,ISO代码。 10.断电复位,错误信息提示功能。 |
放电机CNC放电机将来发展前景
放电机又名电火花成型机,未来发展以三轴联动数控化为前进方向,如CNC电火花,且以火花机精密化 火花机智能化 火花机自动化 火花机高效化,如以下图片为例:
CNC电火花
CNC放电机精密化
电火花机加工的核心主要体现在对尺寸精度、仿形精度、表面质量的要求。通过采用一些先进加工技术,可达到镜面加工效果且能够成功地完成微型接插件、IC塑封、手机、CD盒等高精密模具部位的电火花加工。因此电火花机全面推动已有数控加工技术的进一步发展,不断提高模具加工精度。
CNC放电智能化
CNC放电机火花机采用了智能控制技术。电火花机的智能性体现在精确的检测技术和模糊控制技术两方面。在线自动监测、调整加工过程,实现加工过程的最优化控制。模糊控制技术是由计算机监测来判定电火花加工间隙的状态,在保持稳定电弧的范围内自动选择使加工效率达到最高的加工条件。 CNC放电机CNC放电机
CNC放电机自动化
CNC放电放电机火花机在配有电极库和标准电极夹具的情况下,只要在加工前将电极装入刀库,编制好加工程序,整个电火花加工过程便能日以赴继地自动运转,几乎无需人工操作。机床的自动化运转降低了操作人员的劳动强度、提高生产效率。火花机具备的自动测量找正、自动定位、多工件的连续加工等功能已较好地发挥了它的自动化性能。自动操作过程不需人工干预,可以提高加工精度、效率。
CNC放电机高效化
火花机在保证加工精度的前提下大幅提高粗、精加工效率。如手机外壳、家电制品、电器用品、电子仪表等领域,都要求将大面积工件的放电时间大幅缩短,同时又要降低粗糙度。使放电后不必再进行手工抛光处理。这不但缩短了加工时间且省却后处理的麻烦,同时提升了模具品质,使用火花机粉末加工型可达到要求。
放电机造价信息
放电机图片 放电机特点
放电机是在一定介质中,利用两极(工具电极与工件电极)之间脉冲性火花放电时的电腐蚀现象对材料进行加工,以使零件的尺寸、形状和表面质量达到预定要求的加工方法。这种加工方法也被称为放电加工或电蚀加工也叫放电机有CNC放电机,znc放电机,镜面放电机,双头放电机,牛头放电机等等
— 放电机因机头滑枕部分采用高强性的BOX型结构,放电机加工大重型工件时保持高精密度;— 放电机石墨放电加工高效率效果在同行业里,最具优势,同等条件下,效率是其2倍以上;— 高效率,高精度,低损耗的优越性能已达到国际同类产品的先进水平优势,是国内高端放电机的首选机床;
CNC放电机,znc放电机,镜面放电机,双头放电机,牛头放电机的性能特征
| 放 电 机机 床 规 格 型 号 单位 HE70 CNC HE100 CNC HE130 CNC 工作台尺寸(长×宽) mm 900×500 1200×600 1400×700 X,Y,Z轴行程 mm 700×400×300 1000×500×400 1300×600×500 最大电极重量 kg 50 80 100 最大工件重量 kg 3000 4000 6000 工作台至电极的距离 mm 500-800 500-900 550-1050 加工槽尺寸 mm 1400×850×500 1800×1100×600 2100×1300×650 总输入功率 KVA 13 13 18 尖 端 技 术 参 数 表面光洁度 Ra 0.2 加工效率 mm3/min 500(1000 选配) 最小电极损耗 % 0.1. 标准附件 机床垫铁、可调夹具、机床灯、过滤纸芯、液位控制器、保险芯子、工具箱、使用说明书、注油枪; 选择附件 C轴 R轴旋转装置 加工液恒温装置 EROWA、3R各种工装夹具 (本参数可能因产品升级会相应调整,不作为合同依据) |
| 机床性能 |
| 机床性能特征 1.自适应放电加工控制 2.定时高速抬刀和抬刀高度控制 3.主轴定点控制、放电间隙检测 4.油位控制 5.防火控制 6.自动报警安全装置 7.防积碳功能 8.CNC系统,触摸屏输入,手控盒操作。 9.工件在机自动测量 10.超精面加工 11.超精边加工 12.X、Y、Z轴进口松下伺服系统。 13.不锈钢材料耐磨包边设计 14.最小电极损耗0.10% 15.表面粗糙度Ra0.2um 16.生产效率500 mm3/min(标配)1000 mm3/min(选配) 17.最小驱动单位1um 数控电源装置 1.触摸屏15英寸LCD液晶显示。 2.USB数据输入和输出。 3.镜面加工和硬质合金专用等特殊材料加工回路。 4.高速石墨加工专用回路,AUTO加工功能单元。 5.低损耗回路,自动定位功能单元。 6.高速高精度加工系统。 7. 防积碳自动检测回路,自动清弧电路单元。 8.专家工艺数据库系统。 9.CNC指令,标准G代码,ISO代码。 10.断电复位,错误信息提示功能。 |
放电机基本简介常见问题
-
通草为五加科植物通脱木的茎髓,归肺、胃经,清势利水;通乳,用于淋症涩痛;小便不利;水肿;黄疸;湿温病;小便短赤;产后乳少;经闭;带下。药草属性【药名】:通草【拼音】:tong cao【英文】:Rice...
-
建筑电气配电常用插接式母线槽,母线槽的优点很多,但是在实践应用上暴露出来的占用空间大、系统接点多、安全可靠性差、造价昂贵的缺点却是显而易见的。近年来预分支电缆的应用正在逐步推广中,然而因其设计上的麻烦...
-
reducer又称大小头。化工管件之一,用于两种不同管径的管子的连接。又分为同心大小头和偏心大小头。参见管件。 异径管材质包括不锈钢异径管,合金钢,异径管碳钢大小头,异径管20号钢q234q345等...
放电机又名电火花成型机,未来发展以三轴联动数控化为前进方向,如CNC电火花,且以火花机精密化 火花机智能化 火花机自动化 火花机高效化,如以下图片为例:CNC电火花
CNC放电机精密化
电火花机加工的核心主要体对尺寸精度、仿形精度、表面质量的要求。通过采用一些先进加工技术,可达到镜面加工效果且能够成功地完成微型接插件、IC塑封、手机、CD盒等高精密模具部位的电火花加工。因此电火花机全面推动已有数控加工技术的进一步发展,不断提高模具加工精度。
CNC放电智能化
CNC放电机火花机采用了智能控制技术。电火花机的智能性体精确的检测技术和模糊控制技术两方面。在线自动监测、调整加工过程,实现加工过程的最优化控制。模糊控制技术是由计算机监测来判定电火花加工间隙的状态,在保持稳定电弧的范围内自动选择使加工效率达到的加工条件。 CNC放电机CNC放电机
CNC放电机自动化
CNC放电放电机火花机在配有电极库和标准电极夹具的情况下,只要在加工前将电极装入刀库,编制好加工程序,整个电火花加工过程便能日以赴继地自动运转,几乎无需人工操作。机床的自动化运转降低了操作人员的劳动强度、提高生产效率。火花机具备的自动测量找正、自动定位、多工件的连续加工等功能已较好地发挥了它的自动化性能。自动操作过程不需人工干预,可以提高加工精度、效率。
CNC放电机高效化
火花机在保证加工精度的前提下大幅提高粗、精加工效率。如手机外壳、家电制品、电器用品、电子仪表等领域,都要求将大面积工件的放电时间大幅缩短,同时又要降低粗糙度。使放电后不必再进行手工抛光处理。这不但缩短了加工时间且省却后处理的麻烦,同时提升了模具品质,使用火花机粉末加工型可达到要求。
放电机基本简介文献

 防腐木基本简介
防腐木基本简介
防腐木基本简介 防腐木分类: 松木类: 樟子松、欧洲赤松(芬兰木)、美国南方松、铁杉、红雪松 (红 崖柏) 等。 硬木类:印尼菠萝格、柳桉、山樟木、银口树等。 防腐木特点: 自然、环保、安全(木材成原本色,略显青绿色)、无特殊气 味、不易吸水、含水率低、耐潮湿、不易变形、加工性能好、 防腐、防霉、防蛀、 防白蚁侵袭等可保持 10-30 年以上不变。 防腐木用途: 适用于桑拿房及浴室、装饰墙板、游泳池地板、园艺小品、庭 院、厨房、阳台、玄关、花圃、露台、亲水河岸、屋顶、家具等。 防腐木制作: 在真空状态下,将木材浸注于防腐剂中,通过高压使得药剂浸 入木材组织细胞中, 紧密地与其细胞纤维组织混合, 并且药剂不再被释放, 从而 彻底改变木材纤维中原有的“养料”成分,使得原先导致木材腐烂的真菌及孢 子植物无法寄居生存,并防止齿木类动物的侵袭。 防腐木品种介绍: 红柏介绍: 西部红柏,生长于不列颠哥
 离心式风机基本简介、调试方法和常见故障
离心式风机基本简介、调试方法和常见故障
cldj.cn 各种风机的基本简介、调试和常见问题 风机已有悠久的历史。中国在公元前许多年就已制造出简单的木制砻谷风 车,它的作用原理与现代离心风机基本相同。 1862 年,英国的圭贝尔发明离心 风机,其叶轮、机壳为同心圆型,机壳用砖制,木制叶轮采用后向直叶片,效 率仅为 40%左右,主要用于矿山通风。 1880年,人们设计出用于矿井排送风的 蜗形机壳,和后向弯曲叶片的离心风机,结构已比较完善了。 1892 年法国研 制成横流风机; 1898 年,爱尔兰人设计出前向叶片的西罗柯式离心风机,并为 各国所广泛采用; 19 世纪,轴流风机已应用于矿井通风和冶金工业的鼓风,但 其压力仅为 100~300帕,效率仅为 15~25%,直到二十世纪 40 年代以后才得 到较快的发展。 1935 年,德国首先采用轴流等压风机为锅炉通风和引风; 1948 年,丹麦制成运行中动叶可调的轴流风机;旋轴流风
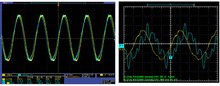
高效智能充放电机与传统可控硅充放电机在同一化成时刻输入电压和输入电流对比波形
高效智能充放电机 传统可控硅充放电机
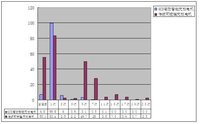
高效智能充放电机与传统可控硅充放电机电流谐波对比图
充电方式:恒流、脉冲、恒压限流、恒流限压、变流充电、恒功率、恒电阻;
放电方式:恒流、脉冲、变流放电、恒功率、恒电阻;
循环方式:充电、放电、静置阶段随意组合;
阶段截止条件:时间、电压、电流、电量、功率、温度、电池电压;
每路充放电机均配备基于32位嵌入式系统的智能化成工艺控制器,能实现用户各种复杂的充放电工艺控制与管理;
基于先进的高速工业现场总线技术,解决了传统485总线网络存在的稳定性问题,能实现多路充放电机的集中监控管理,扩展性好;
基于新一代微软.NET平台的充放电集中监控管理软件,具有良好的人机交互功能,通过简单的操作就能编辑并组态多种复杂充放电工艺,控制工艺可达到500个阶段,每阶段的多种采集参数均可参与控制,并具有用户自定义功能;
能直观显示并记录多路充放电机的各种实时参数、工况转换、故障信息等,一台上位机可监控800路,提高了蓄电池生产的自动化程度,做到“少人值守”或“无人值守”,节省了人力成本;具有强大的数据查询、分析、管理功能;
高功率因数,功率因数大于0.95,并能实现能量的双向流动,是典型的节能产品(可控硅充放电机输入功率因数一般为0.2~0.7);
输入电流总畸变率<5%,是真正的绿色环保产品(可控硅充放电机基波电流谐波畸变30%~60%);
输入电压范围宽,电压波动范围在-20%~ 15%,能适应各种复杂电网环境,降低停工停产风险(可控硅充放电机电压波动范围在-10%~ 5%);
彻底解决了传统充放电机电池放电过程中掉电烧保险的问题,延长了充电机的使用寿命,降低了设备的维护成本。
充放电机的高功率因数和低电流谐波,不需要外接无功补偿和谐波治理装置。相应的配套变压器容量和母线电缆的截面降低,充电机设备效率提高接近15%,降低了生产成本。
具备掉电保护、过压保护、过流保护、短路保护、极性反接保护、缺相保护、过温保护等多种功能,可靠性高,降低了维护成本;
高性能的AFE算法很好的解决了回馈电网的电源品质,优越的电磁兼容性,能满足各种场合的可靠使用。
采用高性能DSP数字处理器和高精度采样技术,通过先进的矢量控制算法使控制精度和动态性能得到了大幅提升。
具备脉冲化成功能。由于采用全控电力电子器件IGBT,智能绿色充放电机可以输出自由定制宽度和幅值的正负脉冲电流,采用脉冲化成工艺,转换效率高,电池品质好,可以提高生产效率,节约工作时间。
支持多通道并联运行模式。
与传统充放电机对比优势
高效智能充放电机与传统可控硅充放电机在同一化成时刻输入电压和输入电流对比波形
高效智能充放电机 传统可控硅充放电机
高效智能充放电机与传统可控硅充放电机电流谐波对比图
放电机相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 丹东蒲石河抽水蓄能电站
- 7天学会电动机检修
- 沙石分离机
- 振动篦板
- 可可托海水电站
- 激光焊接机-WF300光纤传输式
- 自动环缝焊机
- ArcGIS地理信息系统空间分析实验教程
- AutoCAD装修施工图设计
- 河里石头滚上坡:贵州安顺屯堡民居
- hakko 474
- 住宅满意装饰诀窍
- 条形码扫描器
- casing
- 电子表
- GISAN插桶泵
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 中国机械工程学会授予材料热处理工程师资格人员名单
- 永磁同步电机简介
- 财政投资项目评审建设新机制
- 亿阳信通中标环城高速公路晋江至石狮段机电工程项目
- 全热回收地源热泵空调机组的系统及工程方案设计
- 智能建筑工程设计中的机电设备集成配置系统总体设计
- 展厅A1屋面钢结构工料机表【XX会展综合体项目】
- 应用型人才培养模式下高校机电工程综合实践改革探索
- 永春县农田水利设施产权制度改革和运行管护机制试点
- 智能电力监控管理系统在某飞机维修公司工程中的应用
- 智能小区以太接入交换机SNMP代理设计与实现
- 柘溪水电厂扩建工程发电机出口设置GCB优越性
- 圆锥碎矿机工作原理、技术参数、安装调试及维护检修
- 高度集成化导航接收机系统射频电路的设计与实现
- 招投标书—转轮除湿机方案概述技术标商务标标书模板
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
苏州弘创招投标代理有限公司