放热焊粉
放热焊粉,是一种利用放热熔剂化学反应作为热源,产生高温并通过熔模而达到焊接目的的焊接方式所用的材料。

放热焊粉基本信息
| 中文名 | 放热焊粉 | 别 名 | 热熔焊接 |
|---|---|---|---|
| 优 点 | 分子结合,永久,不老化 | 应用领域 | 防雷接地及浪涌保护 |
1.防雷接地及浪涌保护。
2. 电气设备接地工程处理。
3. 石油化工工程建设。
4. 铁路、高速公路、机场建设。
5. 智能化大厦建设。
6.阴极防腐保护。
放热焊粉造价信息
1.施工操作前,必须保证被焊接件无污物,熔模熔腔和型腔内无上次焊接时留下的焊渣块或焊渣粉末。
2. 施工操作前,必须使用喷火炬(或瓦斯喷灯)烘干被焊接件和熔模,使其尽可能的不含水分。
3. 施工操作中,点火之前,必须保证盖上熔模盖,且熔模闭合处无开缝。
4. 施工操作中,点火之前,必须保证被焊接件焊接点位于型腔中心。
5.施工操作时,现场 1.50米 范围之内,不得有无关人员停留。
6. 施工操作时,现场 1-- 2米 范围之内,不得有易燃物品摆放。
7. 操作人员必须戴上有一定隔热效果的工作手套。
8. 操作人员不得面对于熔模开口处操作施工。
9. 点火时,一旦引燃粉被引燃,操作人员必须立即离开熔模至少 1.50米 。
10. 当放热焊剂反应结束后,任何人不得直接接触熔模和被焊接件。
11. 当放热焊剂反应结束后,须待熔模和被焊接件自然冷却 10--20秒,使用老虎钳(或相似工具)从熔模中取出。
12. 对被焊接件进行绝缘处理,必须待导线完全冷却之后方可进行。
1. 熔接点的载流能力(熔点)与导体相同,具有良好的导电性能,经检测,焊接前后的直流电阻比率变化率接近与零。这是任何一种传统连接方式无法比拟的。
2.焊接点是分子结合,永久,不老化。
3.焊接点象铜一样不受腐蚀影响。
4.不会受到高浪涌电流的损伤。试验 表明,在短时间大电流的冲击下,导体先于熔焊接头熔化。
5.操作方便,简单。无需专业人员。
6.装备简单、轻便,携带方便,操作方便。
放热焊粉常见问题
-
放热焊接一般通过焊接剂进行焊接。一、铜导体的放热焊剂二、铝导体的热剂焊,又称药包焊三、铁与铁连接,钢与钢连接,钢与铁连接的放热焊剂,如钢轨的焊接
-
热熔焊接焊粉的优点熔接点的载流能力(熔点)与导体相同,具有良好的导电性能,经检测,焊接前后的直流电阻比率变化率接近与零。这是任何一种传统连接方式无法比拟的。2.焊接点是分子结合,永久,不老化。3.焊接...
-
升泰热熔焊粉常用一包有 90克 150克 200克 250克等等
热熔焊接(放热熔焊)是利用放热熔剂化学反应作为热源,产生高温并通过熔模而达到焊接目的的焊接方式,它无需外界能源,是金属导体焊接的最佳方法。能将铜和铜,铜和钢等相同或不同金属之间完全熔接,达到分子的真正结合,从 而使防雷接地装置成为永久性的免维护装置。
1.施工操作前,必须保证被焊接件无污物,熔模熔腔和型腔内无上次焊接时留下的焊渣块或焊渣粉末。
2. 施工操作前,必须使用喷火炬(或瓦斯喷灯)烘干被焊接件和熔模,使其尽可能的不含水分。
3. 施工操作中,点火之前,必须保证盖上熔模盖,且熔模闭合处无开缝。
4. 施工操作中,点火之前,必须保证被焊接件焊接点位于型腔中心。
5.施工操作时,现场 1.50米 范围之内,不得有无关人员停留。
6. 施工操作时,现场 1—— 2米 范围之内,不得有易燃物品摆放。
7. 操作人员必须戴上有一定隔热效果的工作手套。
8. 操作人员不得面对于熔模开口处操作施工。
9. 点火时,一旦引燃粉被引燃,操作人员必须立即离开熔模至少 1.50米 。
10. 当放热焊剂反应结束后,任何人不得直接接触熔模和被焊接件。
11. 当放热焊剂反应结束后,须待熔模和被焊接件自然冷却 10——20秒,使用老虎钳(或相似工具)从熔模中取出。
12. 对被焊接件进行绝缘处理,必须待导线完全冷却之后方可进行。
放热焊接(也称热剂焊)就是利用金属氧化物和金属铝之间的放热反应所产生的过热熔融金属来加热金属而实现结合的方法。 放热焊接创始于19世纪末,当时H.戈德施密特发现铝粉与金属氧化物可由外部热源使之开始放热反应,且一旦反应便可自行持续,这一反应的通式为:
金属氧化物 + 铝(粉)→ 氧化铝 + 金属 + 热能
放热熔焊主要可焊接纯铜、黄铜、青铜、紫铜、铜包钢、纯铁、不锈钢、锻铁、镀锌钢铁、铸铁等。
1、将需要进行焊接的两段导线置于热熔模具内,并且将热熔模具合好固定。
2、将隔离片(金属)置于热熔模熔膛底部,将导液孔封住
3、将防漏袋置于热熔模具的熔膛内,防止热熔焊粉因模具长时间使用后的破损导致的不密实而漏粉。
4、将对应的热熔焊剂倒于防漏袋上,并且使用工具将热熔焊粉中间弄成半凹状。
热熔焊接(放热熔焊)是利用放热熔剂化学反应作为热源,产生高温并通过熔模而达到焊接目的的焊接方式,它无需外界能源,是金属导体焊接的最佳方法。能将铜和铜,铜和钢等相同或不同金属之间完全熔接,达到分子的真正结合,从而使防雷接地装置成为永久性的免维护装置。
放热焊接(也称热剂焊)就是利用金属氧化物和金属铝之间的放热反应所产生的过热熔融金属来加热金属而实现结合的方法。 放热焊接创始于19世纪末,当时H.戈德施密特发现铝粉与金属氧化物可由外部热源使之开始放热反应,且一旦反应便可自行持续,这一反应的通式为:
金属氧化物 铝(粉)→ 氧化铝 金属 热能
放热熔焊主要可焊接纯铜、黄铜、青铜、紫铜、铜包钢、纯铁、不锈钢、锻铁、镀锌钢铁、铸铁等。
放热焊粉文献

 放热焊接工艺及放热焊粉应用要点
放热焊接工艺及放热焊粉应用要点
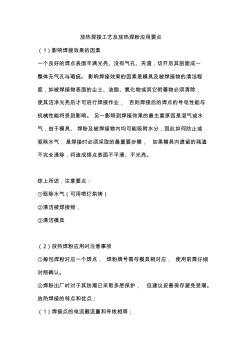
放热焊接工艺及放热焊粉应用要点 (1)影响焊接效果的因素 一个良好的焊点表面丰满光亮、没有气孔、夹渣,切开后其剖面成一 整体无气孔与瑕疵。影响焊接效果的因素是模具及被焊接物的清洁程 度,如被焊接物表面的尘土、油脂、氧化物或其它附着物必须清除, 使其洁净光亮后才可进行焊接作业, 否则焊接后的焊点的导电性能与 机械性能将受到影响。 另一影响到焊接效果的最主要原因是湿气或水 气,由于模具、焊粉及被焊接物内均可能吸附水分,因此如何防止或 驱除水气,是焊接时必须采取的最重要步骤, 如果模具内遗留的残渣 不完全清除,将造成焊点表面不平滑、不光亮。 综上所述,注意要点: ①驱除水气(可用喷灯烘烤) ②清洁被焊接物, ③清洁模具 (2)放热焊粉应用时注意事项 ①每包焊粉对应一个焊点, 焊粉牌号需与模具相对应, 使用前需仔细 对照确认。 ②焊粉出厂时对于其防潮已采取多层保护, 但建议妥善保存避免受潮。 放热
 放热焊施工总结
放热焊施工总结
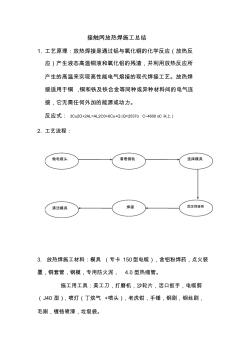
接触网放热焊施工总结 1. 工艺原理:放热焊接是通过铝与氧化铜的化学反应(放热反 应)产生液态高温铜液和氧化铝的残渣,并利用放热反应所 产生的高温来实现高性能电气熔接的现代焊接工艺。放热焊 接适用于铜 ,铜和铁及铁合金等同种或异种材料间的电气连 接,它无需任何外加的能源或动力。 反应式: 3Cu2O+2AL=AL2O3+6Cu+Q (Q=2537o C~4600 oC 以上 ) 2. 工艺流程: 3. 放热焊施工材料:模具 (专卡 150型电缆),含铝粉焊药,点火装 置,铜套管,钢模,专用防火泥, 4.0型热缩管。 施工用工具:美工刀,打磨机,沙轮片,活口扳手,电缆剪 (J40 型),喷灯(丁烷气 +喷头),老虎钳,手锤,钢刷,钢丝刷, 毛刷,镀铬喷漆,垃圾袋。 做电缆头 清理钢轨 焊接清洁模具 选择模具 固定焊接物 安全防护物品: 安全帽,护目眼镜, 防护手套,长衣,安全工 作鞋,灭火
武汉雷博斯科技有限公司 武汉雷博斯科技有限公司是一家专注于接地降阻与接地防腐系列产品的研发,生产,销售技术 咨询为一体的高新技术企业。
位于武汉市江岸区台北路 150号2-2-1号
公司以接地降阻与防腐领域的专家作为研发核心,独立开发研制了系 列接地降阻产品,主要产品有接地模块,降阻剂和防腐接地引下线,铜包钢接地极,铜包钢绞线, 离子接地极,放热焊粉等。
武汉雷博斯科技有限公司经过多年的努力在资质认证方面取得了卓越的成就,已通过的认证有:质量管理认证9001英文、环境质量认证4001、质量管理认证9001中文等多项认证。
放热焊粉相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 红海至尊
- 翻板地漏
- Ni15镍基自熔合金喷焊粉
- 火炬花属
- 硅胶色膏
- Ni15 镍基自熔合金喷焊粉
- 喜徕地漏
- 逆向造型
- 放热焊
- 感应开关
- 电极式加湿器
- JUC-31F温控器
- 合金粉末
- 同层排水
- 烟道止回阀
- 工程预算定额
- 基于压电堆驱动器的喷嘴挡板式气体控制阀
- 电气工程及其自动化特色专业建设探索
- 分形DGS单元结构设计及其在微带电路中的应用
- 磷铵技术改造五大磷肥工程的建议
- 以大豆油多元醇制备的硬质聚氨酯泡沫塑料的性能
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 预制砌块(砖、石)挡土墙工程砌体施工安全技术交底
- 应用模糊数学理论对公路工程建设项目方案的综合评价
- 引嫩工程扩建区土壤水盐动态与防治土壤盐碱措施
- 中华华丹雨、污水管道沟槽开挖专项施工方案教学教材
- 中国工程图学学会成立工程与制造系统集成化分会
- 中国吹制玻璃行业市场前景分析预测年度报告(目录)
- 可替代现有隔热保温材料的新型材料
- 医院病房楼工程施工装饰装修工程施工控制
- 在生活中构筑自然——河南天旺园林工程有限公司剪影
- 中国机械工程学会授予材料热处理工程师资格人员名单
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
拆边机
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
大山槟榔
上海地铁维护保障有限公司通号分公司
舌花雏菊
甘肃中维国际招标有限公司
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
电梯平层准确度
建设部关于开展城市规划动态监测工作的通知
广州利好来电气有限公司
苏州弘创招投标代理有限公司