法拉第定律
法拉第定律是描述电极上通过的电量与电极反应物重量之间的关系的,又称为电解定律。是电镀过程遵循的基本定律。
法拉第定律基本信息
| 中文名 | 法拉第定律 | 外文名 | Faraday's laws (of electrolysis) |
|---|---|---|---|
| 别 名 | 电解定律 | 作 用 | 描述电极电量与反应物重量间关系 |
| 学 科 | 电化学 | 发现人 | 法拉第 |
法拉第电解定律是电化学中的重要定律,在电化生产中经常用到它。历史上,法拉第电解定律曾启发物理学家形成电荷具有原子性的概念,这对于导致基本电荷e的发现以及建立物质的电结构理论具有重大意义。在R.A.密立根测定电子的电荷e以后,曾根据电解定律的结果计算阿伏伽德罗常数No。
法拉第定律造价信息
法拉第定律是电化学上最早的定量的基本定律,揭示了通入的电量与析出物质之间的定量关系。该定律在任何温度、任何压力下均可以使用。该定律的使用没有限制条件。 2100433B
它又分为两个子定律,即法拉第第一定律和法拉第第二定律。
法拉第定律第一定律
第一定律即为在电极界面上发生化学变化物质的质量与通入的电量成正比。
法拉第第一定律法拉第的研究表明,对单个电解池而言,在电解过程中,阴极上还原物质析出的量与所通过的电流强度和通电时间成正比。当我们讨论的是金属的电沉积时,用公式可以表示为:
M=KQ=KIt
式中,M—析出金属的质量;K—比例常数(电化当量);Q—通过的电量;I—电流强度;t—通电时间。
法拉第定律第二定律
第二定律即为通电于若干个电解池串联的线路中,当所取的基本粒子的荷电数相同时,在各个电极上发生反应的物质,其物质的量相同,析出物质的质量与其摩尔质量成正比。
物质的电化当量k跟它的化学当量成正比,所谓化学当量是指该物质的摩尔质量M跟它的化合价的比值,单位kg/mol。第二定律数学表达式:k=M/Fn。
式中,n指的是化合物中正或负化合价总数的绝对值;F为法拉第恒量,数值为F=9.65×10000C/mol,它是阿伏伽德罗数NA=6.02214×1023mol-1与元电荷e=1.602176·10-19 C的积,又称法拉第常数。
法拉第定律常见问题
-
法拉第笼(Faraday Cage)是一个由金属或者良导体形成的笼子。是以电磁学的奠基人、英国物理学家迈克尔·法拉第的姓氏命名的一种用于演示等电势、静电和高压带电作业原理的设备。它是由笼体、高压电源、...
-
据我所知,西安有一家法拉第橱柜卖得比较好的,位于西安市雁塔区含光路南段南大明宫建材家居城 附近公交站:东仪路站-210路; 在东仪路站下车,沿电子二路直行112米,右转直行23...
-
您好 似乎在西安见过。能做到各地,说明还是不错滴。只是那种消费,至少不是偶这等流民能接受的。风格看自己喜欢的,一般来说品牌橱柜都是把目标群定在4-50岁的人群,有钱,式样花哨点就行了。风格有简约和欧式...
法拉第定律文献

 24.法拉第笼
24.法拉第笼
实验二十四 法拉第笼 【仪器介绍】 法拉第笼是一个由金属 或者良导体形成的 笼子,是以电磁学的奠基人、英国物理学家迈克 尔·法拉第的姓氏命名的一种用于演示等电位、 静电屏蔽和高压带电作业原理的设备,可以演示 较大型的静电屏蔽,如图 24-1 所示。由笼体、高 压电源、电压显示器和控制部分(如图 24-2)组 成。其笼体与大地连通,高压电源通过限流电阻 将 10 万伏直流高压输送给放电杆。 【操作与现象】 表演时先请几位观众进入笼体后关闭笼门, 操作员接通电源,用放电杆进行放电演示。当放 电杆尖端距笼体约 10 厘米时,出现放电火花。 此时既使笼内人员将手贴在笼壁上, 使放电杆向 手指放电,笼内人员不仅不会触电,而且还可以 体验电子风的清凉感觉。围观的人感觉很震撼。 【原理解析】 导体在静电场中处于静电平衡时, 导体内部 没有宏观电场,电荷只分布在导体的表面上,导 体内部以及腔内的场强为零。
 法拉第笼施工工艺标准
法拉第笼施工工艺标准
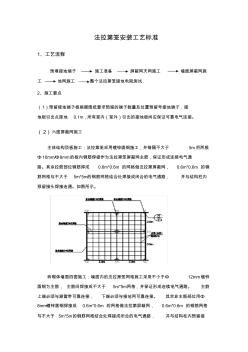
法拉第笼安装工艺标准 1、工艺流程 预埋接地端子 施工准备 屏蔽网天网施工 墙面屏蔽网施 工 地网施工 整个法拉第笼接地电阻测试 2、施工要点 ( 1)预留接地端子板根据图纸要求预留的端子数量及位置预留号接地端子,接 地板引出点距地 0.1m,所有室内(室外)引出的接地板间应保证可靠电气连接。 ( 2)六面屏蔽网施工 主体结构顶板施工:法拉第笼采用镀锌圆钢施工,并每隔不大于 5m将两根 Φ 10mm/Φ8mm的板内钢筋焊接作为法拉第笼屏蔽网主筋,保证形成连续电气通 路。其余拉筋部位钢筋焊成 0.6m*0.6m 的网格做法拉第屏蔽网, 0.6m*0.6m 的钢 筋网格与不大于 5m*5m的钢筋网格结合处焊接成闭合的电气通路, 并与结构柱内 预留接头焊接连通。如图所示。 砖砌体墙面四面施工:墙面内的法拉第笼网格施工采用不小于Φ 12mm镀锌 圆钢为主筋, 主筋间焊接成不大于 5m*5m网格,并
电解质溶液法拉第定律
1833年,法拉第在研究电解作用时,从实验结果中归纳出一条规律:电流通过电解质溶液时,电极上发生化学反应的物质的量与通过溶液的电量成正比.后来人们称之为法拉第定律.
根据电化学原理,很容易得到在电极上发生反应的物质的量与通过溶液的电量之间 的关系式.
设电极反应计量方程式可表示为:
0=∑νBB+νee- (7.2-1)
式中B表示电极反应中的反应物或产物的化学式(分子式或离子式等),e-表示电极反应中的电子,νB和νe分别是两者的计量系数.当B为反应物时νB取负值,当B为产物时νB取正值;对于氧化反应νe取正值,对于还原反应,νe取负值. 例如,对于氧化反应 H2O→O2+H++4e-,νe=4;对于还原反应Cr2O72-+14H++6e-→2Cr3++7H2O,νe=-6.
当电极反应的反应进度为ξ时,通过电极的元电荷的物质的量为
ne=|νe|ξ (7.2-2)
1 mol 电子所带电量的绝对值是个常数,称为法拉第常数,用符号F表示,定义为阿佛加德罗常数L与元电荷e-的乘积,即
F=Le=6.0221367×1023mol-1×1.60217733×10-19C=96485.309Cmol-1
在一般计算中可以近似取F=96500Cmol-1.显然通过溶液的电量Q与ne的关系为:
Q=neF=|νe|ξF (7.2-3a)
在应用时常用z代替|νB|,并称之为反应的电荷数(即转移电子数),这时
Q=zξF (7.2-3b)
所以,在电极上发生反应的物质的量和质量分别为:
(7.2-4)
(7.2-5)
式(7.2-3)和式(7.2-5)均可称为法拉第定律的数学表达式.
法拉第定律是一个从电解过程中总结出来的准确定律,但它对原电池也同样适用.该定律不受温度,压力,电解质溶液的组成和浓度,电极的材料和形状等任何因素的影响,在水溶液中,非水溶液中或熔融盐中均可使用.
必须注意,在实际电解时,得到的所需产物的量往往比根据电量消耗按法拉第定律计算出来的量要少.为了便于说明这个问题,提出了电流效率的概念,定义如下:
电流效率=(根据法拉第定律计算所需要的电量/实际消耗的电量)×100%
或
电流效率=(实际获得所需产物质量/根据法拉第定律计算应得所需产物质量)×100%
实际电解过程的电流效率一般都小于100%.如工业上电解精炼铜时,电流效率通常在95~97%之间,电解制铝的电流效率约90%.引起电流效率小于100%的原因一般有以下两种:(1)电极上有副反应发生,消耗了部分电量.例如镀锌时,阴极上除了有Zn2+发生还原的主反应外,还有H+发生还原的副反应.(2)所需要的产物因一部分发生次级反应(如分解,氧化,与电极物质或溶液中的物质反应等)而被消耗.例如,电解食盐水溶液时,阳极上产生的Cl2又部分溶解在电解液中,形成次氯酸盐和氯酸盐.
根据法拉第定律,用电极上发生反应的物质的量可以精确计算出通过电路的电量.利用这个原理设计的测量电量的装置称为电量计或库仑计.这种仪器是由电解质溶液和置于其中的两个电极所构成.使用时,将其串联到电路中,通电一段时间后,称量电极上产生的物质的量,用法拉第定律求出所通过的电量.显然在电量计中所选用的电极反应的电流效率应为100%或者是十分接近100%.最常用的是银电量计,其次是铜电量计,气体电量计等.
第1章绪论1
1--1电镀工业的发展概况1
1--2电镀基本概念2
1--3法拉第定律及在电镀中的应用2
1--3--1法拉第定律2
1--3--2电流效率测定3
1--3--3电镀基本计算4
1--4镀层的分类4
第2章电化学理论在电镀中的应用7
2--1电极的极化7
2--1--1极化产生的原因7
2--1--2极化曲线与极化度8
2--1--3极化曲线的测定9
2--1--4极化曲线在电镀中的应用10
2--1--5析出电位13
2--2金属电沉积15
2--2--1单金属电沉积16
2--2--2金属的共沉积17
2--2--3金属的结晶过程21
2--3电极反应与过程22
2--3--1电极反应过程22
2--3--2离子双电层的结构模型23
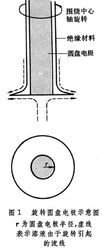
2--3--3电极微分电容曲线及其应用24
2--3--4电毛细现象25
2--3--5活性粒子在电极与溶液界面上的吸附27
2--4电镀的阳极过程29
2--4--1电镀中的阳极和钝化现象29
2--4--2金属钝化的机理31
2--4--3影响电镀中阳极过程的主要因素34
2--5影响镀层组织及分布的因素37
2--5--1镀液组成的影响37
2--5--2电镀工艺规范的影响40
2--5--3析氢的影响42
2--5--4基体金属对镀层的影响43
2--6镀液的性能44
2--6--1镀液的分散能力44
2--6--2镀液的覆盖能力51
2--6--3镀液的整平能力53
2--6--4赫尔槽试验55
第3章镀前表面处理工艺58
3--1金属零件镀前处理的意义58
3--2粗糙表面的整平59
3--2--1磨光59
3--2--2抛光61
3--2--3滚光62
3--2--4刷光63
3--2--5喷砂64
3--3除油65
3--3--1有机溶剂除油65
3--3--2化学除油66
3--3--3电化学除油68
3--3--4超声波除油70
3--4浸蚀71
3--4--1化学浸蚀71
3--4--2电化学浸蚀72
3--4--3超声波场内浸蚀74
3--4--4弱浸蚀74
3--5金属的电解抛光75
3--5--1电抛光过程机理75
3--5--2电抛光溶液及工艺规范76
3--6镀前表面准备的新成就80
3--7制定表面准备工艺流程的原则80
3--8特殊材料的前处理81
3--8--1不锈钢的镀前处理81
3--8--2锌合金压铸件的镀前处理82
3--8--3铝及铝合金的镀前处理84
3--8--4镁及镁合金的镀前处理86
3--8--5钛及钛合金的镀前处理87
3--8--6非金属材料的镀前处理88
3--8--7钢铁件电镀铜预处理90
第4章单金属及合金电镀工艺92
4--1电镀锌及锌合金92
4--1--1氰化镀锌92
4--1--2碱性锌酸盐镀锌96
4--1--3氯化物镀锌100
4--1--4硫酸盐镀锌103
4--1--5电镀锌层的后处理104
4--1--6电镀锌镍合金109
4--1--7电镀锌铁合金110
4--2电镀镍及合金111
4--2--1电镀镍电极过程111
4--2--2电镀镍工艺规范112
4--2--3杂质对镀镍层的影响及消除方法118
4--2--4不合格镀层的退除120
4--2--5多层镀镍121
4--2--6电镀镍合金工艺123
4--2--7电铸镍128
4--3电镀铜及其合金129
4--3--1氰化镀铜129
4--3--2硫酸盐镀铜132
4--3--3焦磷酸盐镀铜135
4--3--4电镀铜锌合金138
4--3--5电镀铜锡合金140
4--3--6仿金电镀145
4--4电镀铬148
4--4--1概述148
4--4--2镀铬的电极过程151
4--4--3镀铬液成分及工艺条件153
4--4--4镀铬工艺158
4--4--5镀铬工艺的新发展163
4--4--6镀铬故障产生原因及排除方法168
4--4--7不良铬镀层的退除169
4--4--8代铬镀层169
4--5电镀锡及合金171
4--5--1酸性镀锡172
4--5--2碱性镀锡175
4--5--3其他镀锡工艺179
4--5--4锡须的防止与不良锡镀层的退除181
4--5--5电镀铅锡合金182
4--6电镀金184
4--6--1概述184
4--6--2电镀金溶液种类和特点185
4--6--3金的回收192
4--7电镀银及合金193
4--7--1氰化物镀银194
4--7--2无氰镀银197
4--7--3镀银前处理199
4--7--4镀银后处理200
4--7--5银镀层变色后的处理202
4--7--6电镀银在电子领域的重要应用――高速局部镀银202
4--7--7电镀银合金205
第5章特种表面装饰工艺206
5--1金属仿金表面处理206
5--2仿古铜工艺207
5--2--1红古铜的获取方法207
5--2--2青古铜的获取方法207
5--2--3铜染色剂工艺208
5--2--4实例说明208
5--3黑色装饰层209
5--4浮雕电镀与双色电镀210
5--5沙雾镍213
5--6目枪色213
5--7阴极装饰性电泳涂装214
5--7--1电泳涂料的种类与组成215
5--7--2阴极装饰性电泳涂装工艺216
5--7--3阴极装饰性电泳涂装操作条件221
5--7--4工艺管理要点222
5--7--5阴极装饰性电泳涂装设备223
第6章化学镀227
6--1化学镀镍227
6--1--1化学镀镍的机理和特点227
6--1--2化学镀镍溶液的配方组成229
6--1--3化学镀镍的工艺因素控制231
6--1--4化学镀镍的典型工艺233
6--1--5化学镀镍液的配制与维护236
6--1--6不良镀层的退除236
6--2化学镀铜237
6--2--1化学镀铜的基本原理238
6--2--2化学镀铜溶液的配方组成238
6--2--3化学镀铜的工艺因素控制239
6--2--4化学镀铜的典型工艺240
6--2--5化学镀铜溶液的配制与维护241
第7章金属的氧化、磷化和着色242
7--1铝合金氧化与着色242
7--1--1铝及铝合金化学氧化242
7--1--2铝及铝合金的电化学氧化242
7--1--3阳极氧化膜的着色与封闭246
7--1--4铝及铝合金的微弧阳极氧化248
7--2镁合金氧化与着色251
7--2--1镁合金的化学氧化251
7--2--2镁合金电化学氧化252
7--2--3不合格膜层的退除254
7--3铜及铜合金的氧化与着色255
7--3--1铜及铜合金的氧化255
7--3--2铜及铜合金的着色256
7--3--3铜及铜合金的钝化处理259
7--4不锈钢的着色259
7--4--1不锈钢着色工艺260
7--4--2不锈钢钝化处理261
7--5钢铁氧化261
7--5--1氧化膜成膜机理261
7--5--2高温型氧化处理工艺262
7--5--3其他类型氧化处理工艺264
7--6钢铁的磷化265
7--6--1磷化膜成膜机理266
7--6--2磷化处理工艺266
第8章电镀工艺设备272
8--1镀前表面处理设备272
8--1--1磨光、抛光和刷光设备272
8--1--2滚光设备274
8--1--3振动光饰机275
8--1--4超声波设备275
8--2固定槽及挂具设计276
8--2--1固定槽的结构、类型及选择276
8--2--2槽液的加热装置286
8--2--3槽液的冷却装置293
8--2--4槽液的搅拌装置296
8--3滚镀设备298
8--3--1卧式滚筒镀槽298
8--3--2倾斜潜浸式滚镀机302
8--3--3升降平移式滚镀机302
8--3--4滚镀铬机302
8--3--5溶液循环式滚镀机306
8--3--6微型滚镀机307
8--3--7振动式电镀机307
8--4电镀自动线309
8--4--1直线式电镀自动线309
8--4--2环形电镀自动线323
8--4--3带材及线材电镀自动生产线326
8--5工艺辅助设备328
8--5--1溶液过滤设备328
8--5--2干燥与除氢设备334
8--5--3自动控制仪表335
第9章电镀电源337
9--1电镀电源概述337
9--1--1电镀电源的应用现状与发展趋势337
9--1--2常用电镀电源简介338
9--2电镀电源的原理与组成338
9--3电镀电源常用的整流器件339
9--3--1整流二极管(ZP)339
9--3--2普通晶闸管(SCR)340
9--3--3绝缘栅双极晶体管(IGBT)340
9--3--4智能功率模块(IPM)341
9--3--5冷却和散热341
9--4电镀电源设备的主电路342
9--4--1单相全波可控整流电路342
9--4--2三相桥式可控整流电路342
9--4--3双反星带平衡电抗器整流电路343
9--4--4十二相整流电路344
9--4--5交流调压电路344
9--4--6IGBT斩波调压电路345
9--4--7IGBT逆变电路345
9--5电镀电源的驱动与保护电路345
9--5--1晶闸管触发电路345
9--5--2IGBT的驱动电路346
9--5--3功率器件的保护347
9--6典型电镀电源347
9--6--1实验用电镀电源347
9--6--2ZD系列硅整流电镀电源350
9--6--3KD10系列晶闸管电镀电源351
9--6--4KD20系列晶闸管电镀电源354
9--6--5GKD10系列高频开关电镀电源355
9--6--6SMD双系列脉冲电源360
9--6--7KD13型低温镀铁电镀电源361
9--6--8KMD系列脉冲氧化电源362
9--7电镀电源的功能扩展364
9--7--1多段式运行模式364
9--7--2安培小时计365
9--7--3微机接口及PLC控制365
9--8电镀电源的选择及使用365
9--8--1电镀电源的选择365
9--8--2电镀电源的使用367
9--8--3电镀电源的常见故障分析368
9--8--4维护与保养369
第10章电镀自动生产线的电器控制370
10--1直线式电镀自动生产线概述370
10--1--1直线式电镀自动生产线的结构特点370
10--1--2直线式电镀自动生产线的工作特点370
10--1--3直线式电镀自动生产线对控制系统的基本要求370
10--1--4直线式电镀自动生产线电气控制系统概述370
10--2可编程序控制器的结构和基本原理371
10--2--1PLC的基本结构371
10--2--2PLC的基本工作原理373
10--3PLC的编程语言374
10--3--1梯形图语言(STL)374
10--3--2助记符语言374
10--3--3顺序功能图语言(SFC)374
10--4三菱FX系列PLC简介375
10--4--1FX系列PLC系统的基本构成及功能375
10--4--2FX系列PLC的内部资源375
10--5FX2N系列PLC的基本指令及在电镀铬生产线上的应用379
10--5--1基本指令379
10--5--2编程规则及注意事项384
10--5--3语句表程序的编程规则386
10--5--4双线圈输出问题388
10--5--5可编程控制系统的设计388
10--5--6PLC在电镀铬自动线上的应用388
10--6FX2N系列PLC的步进指令及在电镀镍生产线上的应用397
10--6--1步进指令简介397
10--6--2状态转移图(SFC)的建立398
10--6--3PLC在电镀镍生产线上的应用398
参考文献4032100433B
仪器采用动态微库仑法原理设计而成,采用氧化法把样品引入裂解管反应,被测物转化为可滴定离子,由载气带入滴定池中滴定,测量电解滴定过程中所消耗的电量,依据法拉第定律,计算出样品的总硫含量 。
法拉第定律相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 法拉第常数
- 法拉第机电设备有限公司
- 法拉第笼
- 法拍房
- 法斗观音座莲
- 法斗青冈
- 法斯特电梯有限公司
- 法斯达
- 法朗顿
- 法森诺
- 法正项目管理集团有限公司
- 法比亚阀门工业(苏州)有限公司
- 法比亚
- 法治政府建设实施纲要(2015—2020年)
- 法派服饰股份有限公司
- 法派集团有限公司
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
拆边机
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
大山槟榔
上海地铁维护保障有限公司通号分公司
舌花雏菊
甘肃中维国际招标有限公司
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
苏州弘创招投标代理有限公司