二保焊焊接材料
1. CO2 气体纯度要求99.5%;含水量不超过0.1%;含碳量不超过0.1%。
2.焊丝牌号低碳钢及高强度低合金钢重要结构焊接选用H08Mn2SiA;H08Mn2SiA低碳钢一般结构焊接选用H08MnSi。
焊丝表面镀铜不允许有锈点存在。
二保焊造价信息
1.焊接前接头清洁要求在坡口两侧30mm范围内影响焊缝质量的毛刺、油污、水锈脏物、氧化皮必须清洁干净。
2.当施工环境温度低于零度或钢材的碳当量大于0.41%,及结构刚性过大,物件较厚时应采用焊前预热措施,预热温度为80℃~100℃,预热范围为板厚的5倍,但不小于100mm。
3.工件厚度大于6mm时,为确保焊透强度,在板材的对接边缘应采用开切V形或X形坡口,坡口角度为60°钝边p为0~1mm,装配间隙b为0~1mm;当板厚差≥4mm时,应对较厚板材的对接边缘进行削斜处理,如图:
4.焊前应对CO2焊机送丝顺畅情况和气体流量作认真检查。
5.若使用瓶装气体应作排水提纯处理,且应检查气体压力,若低于9.8×10.5PQ(10kgf/mm2)应停止使用。
6.根据不同的焊接工件和焊接位置调节好规范,通常的焊接规范可以用以下公式: V=0.04I+16 (允许误差±1.5V)
板厚 焊丝直径 焊接规范 气体流量 备注
mm mm 焊接电流(A) 焊接电压(V) l/min
1 0.8 60~80 16~17 10~12
适用于
平对接焊
3 1.0 120~150 18~20 10~12
6 1.0 140~160 21~22 10~12
10 1.2 180~200 23~24 14~18
>20 1.2 210~240 25~28 18~20
10~20 1.2 100~120 20~22 14~18 适用立、横、仰焊;适用立向下角焊及立向上角焊
3~20 1.2 140~170 21~24 14~18
如使用药芯焊丝,焊接时可参考此规范。
二保焊焊接材料常见问题
-
你问的是二氧化碳气体保护焊吧。简称二氧焊 不要叫 二保焊 呵呵这个可不小啊,怎么给你啊,
-
二保焊多层多道焊,江门固得机电从事此类焊接设备生产
-
现在焊接行业发展迅速,主要分为氩焊、CO2焊接、氧切割、电焊。(图为SMT焊接材料千住有铅锡膏)氩焊主要用的焊接材料有:氩焊机(必备) 氩焊枪 (含布套...
1.垂直或倾斜位置开坡口的接头必须从下向上焊接,对不开坡口的薄板对接和立角焊可采用向下焊接;平、横、仰对接接头可采用左向焊接法。
2.室外作业在风速大于1m/s时,应采用防风措施。
3.必须根据被焊工件结构,选择合理的焊接顺序。
4.对接两端应设置尺寸合适的引弧和熄弧板。
5.应经常清理软管内的污物及喷咀的飞溅。
6.有坡口的板缝,尤其是厚板的多道焊缝,焊丝摆动时在坡口两侧应稍作停留,锯齿形运条每层厚度不大于4mm,以使焊缝熔合良好。
7.根据焊丝直径正确选择焊丝导电咀,焊丝伸出长度一般应控制在10倍焊丝直径范围以内。
8.送丝软管焊接时必须拉顺,不能盘曲,送丝软管半径不小于150mm。施焊前应将送气软管内残存的不纯气体排出。
9.导电咀磨损后孔径增大,引起焊接不能稳定,需重新更换导电咀。
五.焊接程序
1.焊接板缝,有纵横交叉的焊缝应先焊端焊缝后焊边焊缝。
2.接缝长度超过1米以上,应采用分中对称焊法或逐步退焊法。
3.物架上对接与角接焊缝同时存在时,应先焊板的对接缝,后焊物架的对接焊缝,最后焊物架与板的角接焊缝。
4.凡对称物件应从中央向首尾方向开始焊接并左、右、方向对称进行。
5.物件上、平、立、角焊同时存在时,应先焊立角焊,后焊平角焊;先焊短焊缝,后焊长焊缝。
6.一切吊运"马",其焊脚应为"吊马"的板厚四周焊缝包角,焊后认真检查焊缝质量。
7.部件焊缝质量不好,应在部件时就进行反修改合格,不得留在整体安装焊接时进行。
1.重要结构对接焊缝按各种设计规定技术要求进行一定数量的X光或超声波缝内部检查,并按设计规定级别评定。
2.外表焊缝检查,所以结构焊缝全部进行检查,其焊缝外表质量要求:
①焊缝直线度,任何部位在≤100mm内直线度≤2mm。
②焊缝应过渡光顺,不能突变<90°过渡角度。
③焊缝高低差在长度25mm,其高低差应≤1.5mm。
④角焊缝K值公差为物件板厚≤4mm时0.9K0≤K≤K0+1;物件板厚>4mm时0.9K0≤K≤K0+2。(K0为设计焊脚尺寸)
⑤焊缝咬边:当板厚≤6mm d≤0.3mm局部,d<0.5mm;
当板厚>6mm d≤0.5mm (d为咬边深度)
⑥焊缝不允许低于工件表面及裂缝和尚未熔合的缺陷存在。
⑦多道焊缝表面堆叠相交处下凹深度应≤1mm。
⑧全部焊接缺陷允许进行修补,修补后应打磨光顺。
⑨部件物材为铸钢件时,焊后必须经550℃退火处理,以消除应力。
3.焊接结构允许进行火工校正。
二保焊焊接材料文献

 二保焊焊接知识 (2)
二保焊焊接知识 (2)
二保焊的焊接方法 平焊立焊角焊 CO2 半自动气体保护焊接工艺 本工艺适用于低碳钢和低合金高强度钢各种大型钢结构工程焊接, 其焊接生产率 高,抗裂性能好,焊接变形小, 适应变形范围大, 可进行薄板件及中厚板件焊接 . 一 . 焊接准备 1.焊接前接头清洁要求在坡口两侧 30mm 范围内影响焊缝质量的毛刺、油污、 水锈脏物、氧化皮必须清洁干净。 2.当施工环境温度低于零度或钢材的碳当量大于 0.41%,及结构刚性过大, 物件 较厚时应采用焊前预热措施, 预热温度为 80℃~100℃,预热范围为板厚的 5 倍, 但不小于 100mm。 3.工件厚度大于 6mm 时,为确保焊透强度,在板材的对接边缘应采用开切 V 形 或 X形坡口,坡口角度为 60°钝边 p 为 0~1mm,装配间隙 b 为 0~1mm;当板 厚差≥4mm时,应对较厚板材的对接边缘进行削斜处理,如图: 4.焊前应对 CO2 焊
 二保焊焊接知识
二保焊焊接知识
二保焊的焊接方法 平焊立焊角焊 CO2 半自动气体保护焊接工艺 本工艺适用于低碳钢和低合金高强度钢各种大型钢结构工程焊接, 其焊接生产率 高,抗裂性能好,焊接变形小, 适应变形范围大, 可进行薄板件及中厚板件焊接 . 一 . 焊接准备 1.焊接前接头清洁要求在坡口两侧 30mm 范围内影响焊缝质量的毛刺、油污、 水锈脏物、氧化皮必须清洁干净。 2.当施工环境温度低于零度或钢材的碳当量大于 0.41%,及结构刚性过大, 物件 较厚时应采用焊前预热措施, 预热温度为 80℃~100℃,预热范围为板厚的 5 倍, 但不小于 100mm。 3.工件厚度大于 6mm 时,为确保焊透强度,在板材的对接边缘应采用开切 V 形 或 X形坡口,坡口角度为 60°钝边 p 为 0~1mm,装配间隙 b 为 0~1mm;当板 厚差≥4mm时,应对较厚板材的对接边缘进行削斜处理,如图: 4.焊前应对 CO2 焊

二保焊机结构
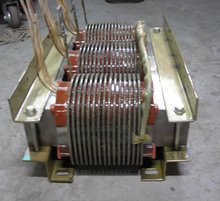
二保焊机由变压器、控制电路板、开关、框架等组成,另还有二氧化碳气瓶、线架、送线机等辅助设备共同组成。图片为二保焊机的变压器,由于焊接电流很大,一般都有上百安培,因此其线很粗,大多为铜线圈,也有铝线圈。
由于二保焊时易出现气孔、飞溅等现象,导致焊接的接头强度不足等缺陷,为防止这些不足、保证焊缝的力学性能,要求焊丝中含有足够的合金元素——硅、锰等元素联合脱氧,0.1%以下的低含碳量。
二保焊丝也叫二氧化碳气体保护焊丝,是一种专用于二氧化碳气体保护焊接的焊丝。
二保焊相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 泥头车
- 德国蒂森焊条
- 泡沫玻璃
- 不熔化极电弧焊
- 套型空间
- 日本三季红红枫
- 玻璃幕墙工程质量检验标准
- 太阳谷红枫
- 二氧化碳保护焊
- 泡沫玻璃板
- 阿特拉斯空压机
- 船用铝合金焊接及其船体建造工艺
- 电渣焊枪
- 双向玻璃
- 铜铝钎焊
- 冲孔筛网
- 无机材料工艺学课程改革探索
- 无收缩预应力混凝土高性能灌浆材料与应用
- 园林绿化及仿古建筑工程计价宣贯辅导材料
- 引黄南干二级泵站进水压力钢管内壁防腐施工技术措施
- 云南绿水河二级电站4号水轮机增容技术改造效果分析
- 建筑防水材料及工程技术研讨会
- 中国审计学会第七届常务理事会第二次会议
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 单面涂铝PVC塑料吊顶材料燃烧性能的实验
- 在材料课程教学改革中应用现代教育技术与实践
- 用于电力电缆中间接头的硅橡胶材料吸水特性分析
- 云南四建建筑施工现场安全标准化管理手册第一,二章
- 中国工程咨询协会第三届理事会第二次会议
- 以顺丁橡胶和丁苯橡胶为主体材料的密封胶条配方
- 中国水利工程协会第二届理事会
- 中国工程建设焊接协会全国优秀焊接工程
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
华润燃气(上海)有限公司
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
苏州弘创招投标代理有限公司