低压铸造技术
低压铸造是便液体金属在压力作用下充填型腔,以形成铸件的一种方法。由于所用的压力较低,所以叫做低压铸造。
低压铸造技术基本信息
| 中文名 | 低压铸造技术 | 外文名 | low pressure casting technology |
|---|
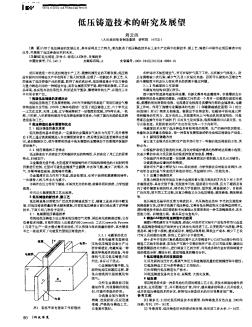
其工艺过程(见图1)是:在密封的坩埚(或密封罐)中,通入干燥的压缩空气,金属液2在气体压力的作用下,沿升液管4上升,通过浇口5平稳地进入型腔8,并保持坩埚内液面上的气体压力,一直到铸件完全凝固为止。然后解除液面上的气体压力,使开液管中未凝固的金属液流坩埚,再由气缸12开型并推出铸件。
低压铸造独特的优点表现在以下几个方面:
1. 液体金属充型比较平稳;
2. 铸件成形性好,有利于形成轮廓清晰、表面光洁的铸件,对于大型薄壁铸件的成形更为有利;
3. 铸件组织致密,机械性能高;
4. 提高了金属液的工艺收得率,一般情况下不需要冒口,使金属液的收得率大大提高,收得率一般可达90%。
此外,劳动条件好;设备简单,易实现机械化和自动化,也是低压铸造的突出优点。
低压铸造技术造价信息
低压铸造的工艺规范包括充型、增压、铸型预热温度、浇注温度,以及铸型的涂料等。
(1)充型和增压
升液压力是指当金属液面上升到浇口,附所需要的压力。金属液在升液管内的上升速度应尽可能缓慢,以便有利于型腔内气体的排出,同时也可使金属液在进入浇口时不致产生喷溅。2100433B
低压铸造技术简介
其工艺过程(见图1)是:在密封的坩埚(或密封罐)中,通入干燥的压缩空气,金属液2在气体压力的作用下,沿升液管4上升,通过浇口5平稳地进入型腔8,并保持坩埚内液面上的气体压力,一直到铸件完全凝固为止。然后解除液面上的气体压力,使开液管中未凝固的金属液流坩埚,再由气缸12开型并推出铸件。
低压铸造独特的优点表现在以下几个方面:
1. 液体金属充型比较平稳;
2. 铸件成形性好,有利于形成轮廓清晰、表面光洁的铸件,对于大型薄壁铸件的成形更为有利;
3. 铸件组织致密,机械性能高;
4. 提高了金属液的工艺收得率,一般情况下不需要冒口,使金属液的收得率大大提高,收得率一般可达90%。
此外,劳动条件好;设备简单,易实现机械化和自动化,也是低压铸造的突出优点。
低压铸造模具
低压铸造所用的铸型,有金属型和非金属型两类。金属型多用于大批、大量生产的有色金属铸件,非金属铸型多用于单件小批量生产,如砂型,石墨型,陶瓷型和熔模型壳等都可用于低压铸造,而生产中采用较多的还是砂型。但低压铸造用砂型的造型材料的透气性和强度应比重力浇注时高,型腔中的气体,全靠排气道和砂粒孔隙排出。
为充分利用低压铸造时液体金属在压力作用下自下而上地补缩铸件,在进行工艺设计时,应考虑使
铸件远离浇口的部位先凝固,让浇口最后凝固,使铸件在凝固过程中通过浇口得到补缩,实现顺序凝固。常采用下述措施:
1. 浇口设在铸件的厚壁部位,而使薄壁部位远离浇口;
2. 用加工裕量调整铸件壁厚,以调节铸件的方向性凝固;
3. 改变铸件的冷却条件。
对于壁厚差大的铸件,用上述一般措施又难于得到顾序凝固的条件时,可采用一些特殊的办法,如在铸件厚壁处进行局部冷却,以实现顺序凝固。
低压铸造工艺
低压铸造的工艺规范包括充型、增压、铸型预热温度、浇注温度,以及铸型的涂料等。
(1)充型和增压
升液压力是指当金属液面上升到浇口,附所需要的压力。金属液在升液管内的上升速度应尽可能缓慢,以便有利于型腔内气体的排出,同时也可使金属液在进入浇口时不致产生喷溅。
低压铸造技术常见问题
-
我国铸造技术发展趋势 3.1 铸造合金材料 以强韧化、轻量化、精密化、高效化为目标,开发铸铁新材料;重点研制奥贝球墨铸铁(ADl)热处理设备,尽快制定国家标准,推广奥贝球墨铸铁新技 术(如中断热落砂法...
-
此发展钛合金铸造技术有着重要的实际意义 2l。但是,钛是一种极为活泼的化学元素【13 J,与N、C、O有很大的亲合力,很少量的这类原子即可降低钛合金的延...
-
680℃-710℃。详情可参考《铝合金车轮制造技术》一书。附一页资料供参考。
低压铸造所用的铸型,有金属型和非金属型两类。金属型多用于大批、大量生产的有色金属铸件,非金属铸型多用于单件小批量生产,如砂型,石墨型,陶瓷型和熔模型壳等都可用于低压铸造,而生产中采用较多的还是砂型。但低压铸造用砂型的造型材料的透气性和强度应比重力浇注时高,型腔中的气体,全靠排气道和砂粒孔隙排出。
为充分利用低压铸造时液体金属在压力作用下自下而上地补缩铸件,在进行工艺设计时,应考虑使
铸件远离浇口的部位先凝固,让浇口最后凝固,使铸件在凝固过程中通过浇口得到补缩,实现顺序凝固。常采用下述措施:
1. 浇口设在铸件的厚壁部位,而使薄壁部位远离浇口;
2. 用加工裕量调整铸件壁厚,以调节铸件的方向性凝固;
3. 改变铸件的冷却条件。
对于壁厚差大的铸件,用上述一般措施又难于得到顾序凝固的条件时,可采用一些特殊的办法,如在铸件厚壁处进行局部冷却,以实现顺序凝固。
低压铸造技术文献

 压铸式低压铸造技术和工装设备
压铸式低压铸造技术和工装设备
低压铸造工艺由于具有平稳底注充型、低压力下结晶的特点,对于易氧化合金,能获得高质量、高合格率、高金属液体利用率的铸件,因而在有色合金、特别是铝合金铸件的生产中,占有的比例越来越大。但传统的低压铸造设备及工艺,由于存在升液管使用寿命低、补充金属液麻烦、生产效率低、液面控制系统复杂等问题,特别对于件小量大的铸件,难以推广应用。
 低压铸造技术的研究及展望
低压铸造技术的研究及展望
介绍了低压铸造的发展历史、基本原理及工艺特点.重点叙述了低压铸造技术在工业生产过程中的新技术、新工艺,铸造CAE软件在低压铸造中的应用,并展望了低压铸造技术的未来。
铝铸造现代模塑技术
复杂的铝铸件铸造是一种以电磁泵低压铸造技术为核心,铝冶炼和成型复合净化技术和制造业核心的新技术,生产高质量铝铸件现代技术。电磁泵低压铸造金属熔液传输系统有一个稳定的流动,流量控制方便,缓解过程熔融氧化铝的倒吸气和易于实现的优点是使用流程的自动化,这不仅铸造质量的提高铝铸件铸造,而且还可以改善工作环境。减少劳动强度,实现自动化和现代化的铸造生产。
净化的熔融搪瓷合金铸件的重要组成部分,是铝冶炼和复合净化设施除了注气和自旋泡沫陶瓷过滤器与高脱气,除非性能的金属夹杂物。此外,它使用一个新的长寿命衬里材料,有独立的保温/供热系统可以用于大量的连续生产,同时也为间歇生产。这项技术的熔铝净化效率高、寿命长、低成本的有效的、易于安装、使用和灵活。铸造经验告诉我们,来解决复杂问题的质量铝铸件在三个主要方面:
(1)铝液熔炼和融化,
(2)的平稳过渡熔铝金属卤化物灯
(3)的大小和稳定的模具和砂芯过程。
核心制造流程建模可以看到铸件质量和产量有直接影响。铸造孔隙度、粘砂、瘢痕、热裂解和表面质量、尺寸精度,采用砂性能的关系非常好。建模和制造的新技术是 PEPSET核心树脂粘结剂用于原锆砂砂的树脂从硬砂,困难的那种自硬砂机制一个独立的、非硬化化学反应最初,是时候开始硬化,固化反应一旦开始快速。所以教练袋,因为在一个艰苦的、高强度、脂肪气体崩溃的小,有良好的性能是铸件表面的复杂性,确保质量和稳定性的尺寸精度。
低压铸造技术相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 长效防锈油
- 安桥CS-1045
- 喷油嘴清洗检测仪
- 溶剂稀释型防锈油
- 电镀防锈油
- 安桥CR-555
- 防锈油水置换性试验
- 油性防锈油
- 4-72离心式通风机
- 弗吉凯柏F008503
- 安桥HT-S802B
- 9-19高压离心通风机
- 烟道设备
- 101防锈油
- 麦博H50BT
- 主要通风机
- 中高职衔接道路桥梁工程技术专业教学标准探索与实践
- 中博会展中心C1区钢结构屋面大型主桁架的施工技术
- 中国运用现代集成制造技术改造传统产业的经验和前景
- 中国恩菲工程技术有限公司中国有色工程设计总院
- 有关CAD技术在水利工程设计中的实际应用方法
- 中国国际太阳能光伏建筑一体化技术发展
- 中国电工技术学会电力系统控制与保护专业委员会成立
- 应用VE进行盐田技术改造
- 中国重汽承担的16个技术创新项目通过省级鉴定验收
- 宜兴抽水蓄能电站地下厂房岩壁梁混凝土温控防裂技术
- 引黄南干二级泵站进水压力钢管内壁防腐施工技术措施
- 云南绿水河二级电站4号水轮机增容技术改造效果分析
- 建筑防水材料及工程技术研讨会
- 云南省建筑专业技术职务任职职称推荐评审表填写范例
- 中低压燃气管道工程质量控制及常见问题处理教学提纲
- 云计算技术在计算机数据处理中的应用分析与发展对策
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
华润燃气(上海)有限公司
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
四川中泽盛世招标代理有限公司