导线用铜压接端头第1部分:0.5mm²~6.0mm²导线用铜压接端头简介
《导线用铜压接端头第1部分:0.5mm²~6.0mm²导线用铜压接端头》,是工业和信息化部批准2020年8月批准的行业标准。
本部分规定了连接导线从0.5mm²~6.0mm²范围内裸压接端头和带绝缘层的预绝缘端头的分类、压接工具和导线、技术要求、试验方法、检验规则、标志、包装及储存运输。
本部分适用于电控、配电、继电保护、电力电子和机床电器等成套设备中,作为电连接线端冷压接的端头产品。
预绝缘端头适用于额定电压 660 V及以下的电路中。 2100433B
导线用铜压接端头第1部分:0.5mm²~6.0mm²导线用铜压接端头造价信息
导线用铜压接端头第1部分:0.5mm²~6.0mm²导线用铜压接端头简介常见问题
-
铜端子如果是电缆,在电缆头里含有端子:如果是电线,端子放到配电箱的清单组价里。
-
不是不用算,是10mm2以下可以无端子接线,如果设计采用端子接线还是要计算的。
-
接线端子是在电线电缆的起始端和终端接电气设备的接头。例如:一段电线电缆,如果是单芯的,就计算2个接线端子,如果是2芯的,就计算4个接线端子。总之,接线端子数量=电线电缆芯数*2
导线用铜压接端头第1部分:0.5mm²~6.0mm²导线用铜压接端头简介文献

 JBT24362-1994导线用铜压接端头13~300mm2导线用铜压接端头汇总
JBT24362-1994导线用铜压接端头13~300mm2导线用铜压接端头汇总
K 30 JB/T 2436.2-1994 导线用铜压接端头 第 2部分: 13~300mm2导线用铜压接端头 1994-12-09 发布 2000-06-01 实施 机 械 工 业 部 发 布 1 1 主题内容与适用范围 本标准规定了连接导线从 10~300 mm 2 范围内铜裸压接端头 (以下简称端头) 技术要求、 试验方法、 检验规则、包装、标志、运输及贮存。 本标准适用于电控、配电、电力电子等电气成套设备中,作为电连接线端冷压接的端头产品。 2 引用标准 GB 998 低压电器基本试验方法 GB 1497 低压电器基本标准 GB 2040 纯铜板 GB 2423.17 电工电子产品基本环境试验规程 试验 Ka:盐雾试验方法 GB 2828 逐批检查计数抽样程序及抽样表 GB 2829 周期检查计数抽样程序及抽样表 GB 5095.2 电子设备用机电元件 基本试验
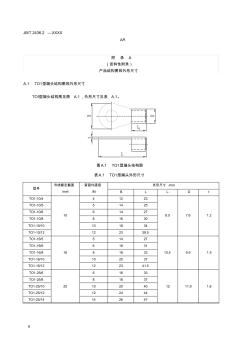 导线用铜压接端头产品结构图和外形尺寸
导线用铜压接端头产品结构图和外形尺寸
JB/T 2436.2 —XXXX 8 AA 附 录 A (资料性附录) 产品结构图和外形尺寸 A.1 TO1型端头结构图和外形尺寸 TO1型端头结构图见图 A.1,外形尺寸见表 A.1。 图A.1 TO1型端头结构图 表A.1 TO1型端头外形尺寸 型号 导线额定截面 /mm2 紧固件直径 /M 外形尺寸 /mm B L L1 D t TO1-10/4 10 4 12 23 8.5 7.6 1.2 TO1-10/5 5 14 25 TO1-10/6 6 14 27 TO1-10/8 8 16 30 TO1-10/10 10 18 34 TO1-10/12 12 23 39.5 TO1-16/5 16 5 14 27 10.5 9.9 1.5 TO1-16/6 6 18 31 TO1-16/8 8 18 33 TO1-16/10 10 20 37
批准发布部门
机械工业部。2100433B
由于铜、铝两种金属的化学性质不同在接触处容易电化学腐蚀,日久会引起接触不良、导电率差或接头断裂,因此,铜招导线的连接应使用铜铝接头,或铜铝压接管。铜铝母线连接时。可采用将铜母线镀锡再与铝母线连接的方法。
导线压接钳是一种用冷压的方法来连接铜、铝导线的五金工具,特别是在铝绞线和钢芯铝绞线敷设施工中常要用到它。压接钳大致可分为手压和油压两类。导线截面为35m㎡及以下用手压钳,35m㎡以上用齿轮压钳或油压钳。随着机械制造工业的发展,电工可采用的机械工具越来越多,使用这些工具不仅能大大降低劳动强度,而且能成倍的提高工作效率,所以电工有必要了解、掌握这些工具,要善于运用这些先进工具。铝的产量多,价格便宜,因此,铝线已越来越广泛地代替铜线。生产的铝线有镀锡的和不镀锡的两种。镀锡铝线一般可采用像铜线一样的连接方法。不镀锌的铝线很容易氧化,若连接不妥,连接处就会发热,甚至会影响电路安全 。
导线用铜压接端头第1部分:0.5mm²~6.0mm²导线用铜压接端头相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 导线用铜压接端头第2部分:10~300mm导线用铜压接端头
- 导视空间:建筑与交流设计
- 导风板驱动装置及挂式空调器的室内机
- 寿光万达广场商业物业管理有限公司
- 寿光俊杰温室工程有限公司
- 寿光信达防水工程有限公司
- 寿光市东腾温室工程有限公司
- 寿光市伟业清运保洁服务有限公司
- 寿光市兰青基础工程有限公司
- 寿光市勘察设计院有限责任公司
- 寿光市北方温室工程有限公司
- 寿光市博收温室工程有限公司
- 寿光市大地华歌农业景观工程有限公司
- 寿光市应急管理局
- 寿光市恒泰建设工程质量检测有限公司
- 寿光市污水处理有限公司
- 分形DGS单元结构设计及其在微带电路中的应用
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 永磁同步电机简介
- 基于超磁致伸缩效应的新型液压高速开关阀
- 云南郝家河砂岩型铜矿床地质特征与接替资源勘查成果
- 定征复合板材粘接层性质的非线性超声兰姆波方法
- 中国焊接学会堆焊及表面工程专委会
- 高效率PWM/PFM自动切换升压转换器的设计
- 智能小区以太接入交换机SNMP代理设计与实现
- 智能建筑虚拟仪器监控系统与控制网络的接口技术
- 招标合同工程建设招标设标合同合同条件(第2部分)
- 中关村太阳能集中集热、分户储热、分户辅热系统
- 在砌块配筋砌体中使用的新型钢筋直螺纹连接套筒
- 影响免蒸养(压)粉煤灰小型空心砌块强度指标的因素
- 高度集成化导航接收机系统射频电路的设计与实现
- 在地铁建设、运营中屏蔽门系统与相关专业的接口分析
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
拆边机
广西北缆电缆有限公司
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
苏州弘创招投标代理有限公司