端铣时,由分布在圆柱或圆锥面上的主切削刃担任切削作用,而端部切削刃为副切削刃,起辅助切削作用。端铣刀具有较多的同时工作的刀刃,加工表面粗糙度较低。
端铣造价信息
端铣简介常见问题
-
milling ; planed ; top tight
-
平面铣刀和球头铣刀都是属于端铣刀,知识端面不一样,一个是球形的,一个是平底的,平底的有2刃,4刃,3刃和6刃,主要用来铣平面,2刃用来铣键槽,6刃是用来精铣的,
-
端铣刀:分为整体式、镶齿式和可转位式三种 主要在立式铣床上加工平面,也可用于卧式铣床,一般刀齿采用硬质合金材料,也可用陶瓷材料。 应用:粗、精铣各种平面 立铣刀:适于较小平面。应用:铣沟槽、螺旋槽...
端铣简介文献

 数控铣床简介
数控铣床简介
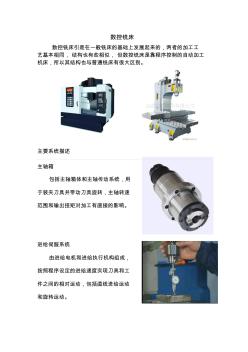
数控铣床 数控铣床引是在一般铣床的基础上发展起来的,两者的加工工 艺基本相同, 结构也有些相似, 但数控铣床是靠程序控制的自动加工 机床,所以其结构也与普通铣床有很大区别。 主要系统描述 主轴箱 包括主轴箱体和主轴传动系统,用 于装夹刀具并带动刀具旋转,主轴转速 范围和输出扭矩对加工有直接的影响。 进给伺服系统 由进给电机和进给执行机构组成, 按照程序设定的进给速度实现刀具和工 件之间的相对运动,包括直线进给运动 和旋转运动。 控制系统 数控铣床运动控制的中心, 执行数控加工程序控制机床进行 加工。 辅助装置 如液压、气动、润滑、冷却系统、排屑和防护等装置。 机床基础件 通常是指底座、立柱、横梁等,它是整个机床的基础和框架 数控铣床的特点 1、零件加工的适应性强、灵活性好, 能加工轮廓形状特别复杂或难以控制 尺寸的零件,如模具类零件、壳体类 零件等。 2、能加工普通机床无法加工或很难加 工

 钢构件端部铣平质量检查记录
钢构件端部铣平质量检查记录
钢构件端部铣平质量检查记录——钢构件端部铣平质量检查记录
精切削端铣刀[RG]
RG-4R0810-130LRG-5R1010-130LRG-6R1212-130LRG-8R1616-150LRG-10R2020-160LRG-12.5R2525-180L
圆刃端铣刀[HR]
HR-3R1216-120-2THR-3R1616-150LHR-4R2020-150LHR-5R2525-150LHR-5R2525-200L
HR-5R3025-150LHR-5R3025-200LHR-5R3532-150LHR-5R3532-200LHR-5R3532-30L
HR-6R3225-200LHR-6R3232-200LHR-6R4032-180LHR-6R4032-230L
刀片规格
RPMT0602MOE-41RPEX0602MOF-701RPMT0602MOE-41RPMT0803M3F-41RPMT0803M3E-41
RPEX0803M3F-701
圆刃端铣刀[STR]
STR-5R1212-108-2TSTR-3.5R1616-150L-2TSTR-3.5R2020-170L-2TSTR-3.5R2525-150-3T
STR-5R2525-150L-2TSTR-5R2525-200L-2TSTR-5R3025-150L-3TSTR-5R3025-200L-3T
壳形圆刃铣刀[STR]
STR-5R50-FMB22-5T
刀片规格RDHX1003MOTRDHT1003MOF
圆刃端铣刀[HR]
HR-5R50-FMB22-4THR-6R50-FMB22-4THR-6R50-FMB22-3THR-6R63-FMB22-5THR-6R63-FMB22-4T
HR-6R63-5T
粗切削球形端铣刀[AR]
C20-AR10-140LC20-AR10-190LC25-AR12.5-155LC25-AR12.5-210LC32-AR12.5-220L
C32-AR16-160LC32-AR16-220LC42-AR20-170LC50-AR25-190LC50-AR25-280L
精切削全R端铣刀[BR]
C10-BR4-140LC10-BR5-130LC12-BR5-150LC12-BR6-130LC16-BR6-160LC16-BR8-150L
C20-BR8-200LC20-BR10-160LC25-BR10-250LC25-BR12.5-180LC32-BR12.5-250L
C32-B16-200LC42-BR16-280L
丸头型端铣刀[DR]
C25-D10-140LC25-DR10-200LC32-DR12.5-150LC32-DR12.5-300C32-DR15-160LC32-DR15-350L
全R精铣刀[AER]
AER-8R1616-160LAER-8R1620-160LAER-8R1620-200L
丸头型粗切削球型端铣刀[AR]
AR-20-MT4AR-25-MT4
圆刃端铣刀[FR]
C25-FR25-150KC25-FR25-180LC25-FR25-250LC25-FR30-150LC25-FR30-200LC25-FR30-250L
C25-FR30-300LC32-FR32-140LC32-FR32-200LC32-FR35-120LC32-FR35-150LC32-FR35-200L
C32-FR35-250LC32-FR35-300LC32-FR35-350LC32-FR40-120LC32-FR40-180LC32-FR40-230L
刀片规格RPMW1003MORPMW1203MO
圆刃端铣刀[GR]
GR-4R1212-130L-1TGR-4R1616-150L-2TGR-4R2020-150LGR-4R2020-200LGR-5R2525-150L
GR-5R2525-200LGR-5R2525-250LGR-5R3025-150LGR-5R3025-200LGR-5R3032-150L
GR-5R3032-200LGR-5R3032-250LGR-5R3032-300LGR-5R3032-350LGR-5R4032-180L
GR-5R4032-230LGR-5R5032-200L
刀片规格
RDMT0802MOTNRDMT10T3MOTRDMT10T3MOTN
壳形圆刃端铣刀[GR]
GR-5R50-FMB22GR-8R63-FMB22GR-8R66GR-8R66-FMB22GR-8R80GR-8R80-FMB22GR-8R100
GR-8R100-FMB22
刀片规格
RDMX1604MOTNRDMT1604MORDMT1604MOFRDMW1604MOT-X8
通过理论分析和试验结果表明[1]:不等齿距端铣刀除具有较明显的减振降噪功能外,它的最大优点是结构简单,便于制造,在保持传统端铣刀结构基本不变的前提下,仅须将端铣刀刀齿的分配规律加以调整,便于工具厂在原有的生产条件下尽快地适应新型刀具,并要在全面分析动态端面铣削的基础上,建立符合实际的铣削刀模型,且可根据一定的设计准则,采用优化设计的方法,获得较理想的刀齿分配规律。
设计时不等齿距端铣刀的数学模型以两笔者所著《新型减振端铣刀的研究》为理论依据,整个计算程序由C语言编制而成,整个设计计算程序由三个模块组成:
不等齿距端铣刀齿间角优化设计模块;
绘制端铣刀铣削力频谱图模块;
端铣刀切削角度转换模块。通过三个模块计算,系统将计算结果写成文本文件存入磁盘,然后根据流程进入AutoCAD系统。
在模具等工件型腔的数控铣削加工中,当被切削点为下凹部分或深腔时,需加长立铣刀的伸出量。如果使用长刃型立铣刀,由于刀具的挠度较大,易产生振动并导致刀具折损。因此在加工过程中,如果只需刀具端部附近的刀刃参加切削,则最好选用刀具总长度较长的短刃长柄型立铣刀。在卧式数控机床上使用大直径立铣刀加工工件时,由于刀具自重所产生的变形较大,更应十分注意端刃切削容易出现的问题。在必须使用长刃型立铣刀的情况下,则需大幅度降低切削速度和进给速度。
端铣相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 端面式气动砂轮机
- 端面铣床
- 竹单板饰面人造板
- 竹及藤家具制造
- 竹圣客
- 竹塑复合材料
- 竹山县隆珹工贸有限责任公司
- 竹木复合板生产综合能耗
- 竹材加工机械型号编制方法
- 竹柳3号
- 竹溪县商品房预售资金监督管理暂行办法
- 竹溪县昌盛交通投资建设有限责任公司
- 竹溪县水利水电工程实业开发有限公司
- 竹溪县重大建设项目稽查试行办法
- 竹炭席
- 竹炭弹簧床垫
- 永磁同步电机简介
- 以色列ELI自清洗网式过滤器和浅层介质过滤器简介
- 有关水利水电勘测设计技术标准体系情况的简介
- 工程技术分析论文地辐射采暖系统简介及常见问题
- 工程定额及造价资料电子查阅与简易预结算编制系统简介
- 广(州)深(圳)准高速铁路石龙—常坪段路基施工简介
- 关于GIS中110kV电缆终端尾管该不该裸露分析
- 基于ARMWCDMA数字光纤直放站监控终端设计
- 基于TMS320DM6446视频会议终端硬件设计
- 基于GIS技术安徽省主要防洪工程信息系统简介
- 广东省东江—深圳供水改造工程施工图设计监理工作简介
- 机电一体化毕业设计(论文)-数控铣床控制系统设计
- 建筑卷扬机卷筒端侧板可靠性安全系数与许用应力
- 劲性梁钢管砼柱不穿心节点钢管壁受力与梁端变形特点
- 乐星产电乐星产电(无锡)有限公司二期工程项目简介
- 国家玻璃质量监督检验中心安全玻璃CCC认证业务简介
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
拆边机
广西北缆电缆有限公司
大山槟榔
上海地铁维护保障有限公司通号分公司
舌花雏菊
甘肃中维国际招标有限公司
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
四川中泽盛世招标代理有限公司