电热法消除管道焊接残余应力热处理工艺规范
《电热法消除管道焊接残余应力热处理工艺规范》是2012年12月1日实施的一项行业标准。
电热法消除管道焊接残余应力热处理工艺规范基本信息
| 中文名 | 电热法消除管道焊接残余应力热处理工艺规范 | 实施日期 | 2012-12-01 |
|---|---|---|---|
| 发布日期 | 2012-08-23 | 标准号 | SY/T 4083-2012 |
| 制修订 | 修订 | 代替标准 | SY/T 4083-1995 |
| 中国标准分类号 | J33 | 技术归口 | 石油工程建设专业标准化技术委员会 |
| 批准发布部门 | 国家能源局 | ||
四川石油天然气建设工程有限公司、新疆石油工程建设有限公司。2100433B
电热法消除管道焊接残余应力热处理工艺规范造价信息
朱莉渊、龙江川等。
电热法消除管道焊接残余应力热处理工艺规范常见问题
-
利用锤击焊缝区来控制焊接残余应力焊后用小锤轻敲焊缝及其邻近区域,使金属展开,能有效地减少焊接残余应力。据利用预热法来控制焊接残余应力构件本体上温差越大,焊接残余应力也越大。焊前对构件进行预热,能减小温...
-
焊接残余应力产生条件:焊件在焊接过程中,热应力、相变应力、加工应力等超过屈服极限(Yield strength),以致冷却后焊件中留有未能消除的应力。 这样,焊接冷却后的残余在焊件中的宏观应力称为残余...
-
控制变形及减小消除焊接应力的方法 一、控制焊接变形的方法 1、设计措施 (1)选择合理的焊缝尺寸: 焊缝尺寸增加,变形随之增大,但是过小的焊缝尺寸将降低结构的承载能力,并使焊接接头的冷却速度加快,热影...
电热法消除管道焊接残余应力热处理工艺规范文献

 用热处理方法消除奥氏体不锈钢焊接残余应力
用热处理方法消除奥氏体不锈钢焊接残余应力
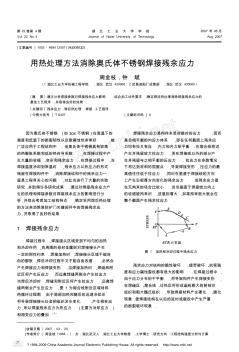
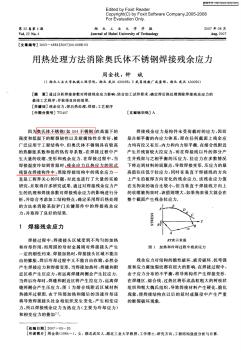
? 1994-2009 China Academic Journal Electronic Publishing House. All rights reserved. http://www.cnki.net 第 22卷第 4期 湖 北 工 业 大 学 学 报 2007 年 08月 Vol. 22 No. 4 Journal of Hubei University of Technology Aug. 2007 [收稿日期 ] 2007 - 03 - 20 [作者简介 ] 周金枝 (1964 - ) , 女 , 湖北武汉人 ,湖北工业大学教授 ,工学博士 ,研究方向 :工程结构强度分析与计算 . [文章编号 ] 1003 - 4684 (2007) 0420088203 用热处理方法消除奥氏体不锈钢焊接残余应力 周金枝 , 钟 斌 ( 1 湖北工业大学机械工程学院
 用热处理方法消除奥氏体不锈钢焊接残余应力
用热处理方法消除奥氏体不锈钢焊接残余应力
维普资讯 http://www.cqvip.com Edited by Foxit Reader Copyright(C) by Foxit Software Company,2005-2008 For Evaluation Only. 维普资讯 http://www.cqvip.com Edited by Foxit Reader Copyright(C) by Foxit Software Company,2005-2008 For Evaluation Only. 维普资讯 http://www.cqvip.com Edited by Foxit Reader Copyright(C) by Foxit Software Company,2005-2008 For Evaluation Only. 维普资讯 http://www.cqvip.com
消除残余应力是机械制造领域中的一项关键技术,本项目针对目前消除残余应力方法的局限性以及微观激励有效性分析,提出一种消除残余应力的新方法-电击法。本项目的主要研究内容包括:采用微观动力学理论,研究脉冲或交变电流消除导电材料内部残余应力及脉冲或交变电场消除绝缘材料内部残余应力的机理;研究不同性质材料对残余应力的敏感电参数,分析电击法消除材料内部残余应力效果在线定量评价法则;研究实现电击法消除残余应力的相关工艺及关键技术,研制电击法消除残余应力装置的原理性样机。.本项目研究成果实现一种适用于多种材料、绿色环保、经济方便的消除残余应力的方法,它将广泛地应用于我国航空、航天、国防、微机电技术、纳米技术、生物技术等涉及到机械制造的领域,并对其发展起到积极的推动作用。 2100433B
本书既注重理论基础,又结合生产实际,是研究焊接残余应力问题很有价值的参考书。
本书适用于相关专业工程技术人员、研究人员和大专院校师生。
第一章 残余应力的产生与分类
1.1 残余应力产生原理
1.2 残作应力产生原因
1.2.1 机械力产生的残余应力
1.2.2 热影响产生的残余应力
1.2.3 化学作用产生的残余应力
1.3 残作应力分类
第二章 焊接残余应力的产生与分布
2.1 焊接残应力
2.1.1 构件的焊接性
2.1.2 焊接残余应力
2.1.3 焊接残余应力场
2.1.4 焊接残余应力的分类
2.2 焊接温度场
2.2.1 焊接热过程的特点
电热法消除管道焊接残余应力热处理工艺规范相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 河道改造工程
- 建筑改造工程学
- 浙江省建筑工程预算定额
- 深圳市宝安区土地定级与基准地价估价信息系统
- 深圳市科筑信息技术有限公司
- 优巨力(宁波)渗漏修缮技术有限公司
- 海尔G100728HB14G
- 海尔G80629HB14G
- AutoCAD 2020建筑设计从入门到精通(升级版)
- AutoCAD 2020室内设计从入门到精通(升级版)
- 挂梁起重机
- 接地安全棒
- 钢筋理论断点
- 土建造价员考试题库
- 纵横师友建设工程计价软件2009
- 建设项目工程结算编审规程 (CECA/GC 3-2010)
- 引用公路桥涵施工技术规范JTJ0412000
- cnas-cc012007新版认可规范
- 中华人民共和国国家标准建设工程工程量清单计价规范
- 以建筑工程资料管理的规范化促进工程质量的管理监督
- 中国移动广东公司环形混凝土电杆技术规范书(暂行)
- 执行设备工程监理规范提升地铁设备监理服务质量
- 招投标-严格规范工程施工招标全力打造阳光工程施工
- 应用工程建设施工企业质量管理规范进行体系转换
- 有关建设工程施工安全涉及常用法律法规标准规范清单
- 引水隧洞工程中热应力中对围岩表层稳定性的影响分析
- 张峰水库2号倒虹预应力钢筒混凝土管道安装施工工艺
- 中国建筑抗震设计规范的演变与展望
- 无机材料工艺学课程改革探索
- 中国哈尔滨国际水处理给排水设备及泵阀管道展会概况
- 中国预应力混凝土管桩的发展状况及同日本管桩的差距
- 在小桥涵软基处理中如何运用预应力混凝土管桩的分析
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
苏州弘创招投标代理有限公司