等离子复合焊接SUPER-MIG/MAG技术原理

等离子复合焊接SUPER-MIG/MAG技术原理
SUPER-MIG/MAG焊接系统的焊枪是MIG/MAG焊枪与等离子焊枪的一体化设计,焊枪内包含等离子电极,该电极在焊接前缘位置形成等离子弧,并在母材内生成匙孔,MIG/MAG电弧与等离子弧形成复合热源,焊丝连续熔化并填充熔池。因此,这种等离子-MIG/MAG复合热源焊接工艺方法不仅拥有等离子焊熔深大的特点,而且还具备 MIG/MAG焊接熔敷效率较高的特点。 图1 SUPER-MIG/MAG机器人焊接系统
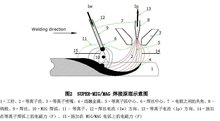
在焊接过程中,在等离子弧和MIG/MAG电弧的作用下,焊丝加热并熔化,形成金属熔滴进入熔池。在SUPER-MIG/MAG技术中等离子弧为负极和 MIG/MAG为 正极,电流通过两个电极相互作用产生电磁力 F(见图2所示),电磁力 F 牵引等离子弧向焊接熔池前方移动,而且等离子弧在高速焊接过程中尾随焊枪轴线。增加了等离子弧的刚度和稳定性,进而大幅提升了焊接熔深和焊接速度,飞溅也得到控制。
SUPER-MIG/MAG技术还应用了获得专利的SoftStart(TM) 引弧技术,消除了在引弧过程中所产生的电磁干扰,大大增加了等离子电极的寿命。 图2 SUPER-MIG/MAG焊接原理示意图
1–工件、2–等离子流、3–等离子喷嘴、4–熔融金属、5–等离子弧中心、6–焊丝中心、7 –电极之间的夹角、8 - 钨极、9–焊丝、10–MIG 焊弧、11 - 等离子、12–焊丝电流(Iw)方向、13–等离子电流(Ip)方向、14–施加在等离子焊弧上的电磁力(F)、15–施加在 MIG/MAG 电弧上的电磁力(F)
等离子复合焊接造价信息
当前各种复合热源的焊接工艺方法越来越成为焊接技术研究与应用的热点,美国焊接学会将“复合焊接”定义为:将两种明显不同的焊接工艺方法组合为一种焊接工艺方法。本文主要介绍等离子-MIG/MAG复合热源焊接工艺方法,也称之为SUPER-MIG/MAG。
SUPER-MIG是把等离子和 MIG/MAG这两种通用的焊接工艺方法组合成一种复合热源焊接工艺。这种新的焊接技术,能够代替或改善绝大多数常规 MIG、MAG、TIG、埋弧焊、等离子焊等焊接工艺,并且还可用于连续搭接焊、缝焊/点焊组合等,适合多种金属材料焊接。
SUPER-MIG/MAG将MIG/MAG和等离子结合在一把焊枪内,系统兼容现有的MIG/MAG焊接系统,适合于自动化(机器人)焊接,图1为典型的SUPER-MIG/MAG机器人焊接系统。主要包括:一体化焊枪、控制主机(包括等离子电源)、常规 MIG/MAG 电源和送丝装置、焊枪自动清理装置及焊接机器人。
等离子-MIG/MAG复合热源焊接技术是将等离子弧与MIG/MAG电弧有机复合形成的一种高效优质、低成本的焊接新技术。一体化的焊枪及等离子电源可以与目前常用的MIG/MAG电源简单组合使该技术具有广泛的应用前景。本文介绍了等离子-MIG/MAG复合热源焊接技术的技术原理、工艺与装备特点及其工业应用。
等离子复合焊接SUPER-MIG/MAG技术原理常见问题
-
由于等离子电弧具有较高的能量密度,温度及刚直性(能量密度可达10000到100000w/平方厘米,弧柱中心温度可达18000—24000K以上,焰流速度可达300m/s以上),因此与一般电弧焊相比,等...
-
等离子体隐身技术的原理是利用电磁波与等离子体互相作用的特性来实现的,其中等离子体频率起着重要的作用。等离子体频率指等离子体电子的集体振荡频率,频率的大小代表等离子体对电中性破坏反应的快慢,它是等离子体...
-
等离子弧焊是利用等离子弧作为热源的焊接方法。气体由电弧加热产生离解,在高速通过水冷喷嘴时受到压缩,增大能量密度和离解度,形成等离子弧。它的稳定性、发热量和温度都高于一般电弧,因而具有较大的熔透力和焊接...
等离子复合焊接SUPER-MIG/MAG复合热源焊接技术的特点

SUPER-MIG/MAG复合热源焊接技术相对传统 MIG/MAG焊接技术具有以下主要特点:
--焊接速度快,是传统MIG/MAG焊的2-3倍。
--与常规MIG/MAG相比,熔深更大。
--因焊接热输入较低,热影响区较窄,不易造成零部件变形。
--焊接飞溅显著减少。
--SUPER-MIG/MAG的焊接质量优良。
--可将等离子电源与传统MIG/MAG电源有机组合,统一协调控制,使等离子-MIG/MAG复合热源焊接技术成为传统MIG/MAG的升级改造。
表1为一个汽车零件的SUPER-MAG与MAG焊接工艺参数。从表1可以看出在其它参数相同的条件下,SUPER-MAG焊的速度较与传统MAG焊提高一倍。
接头 类型 | 材料 | 焊丝 | 保护 气体 | SUPER-MAG 焊接速度mm/min | MAG 焊接速度mm/min | 对比 |
搭接 | A36碳钢 厚度:4mm | ER70S-6, 直径1.2mm | Ar+ CO2(20%) | 1500 | 700 | 焊接速度提高1倍 |
角接 | 碳钢,板厚:4mm,管子壁厚:3mm | E70S-3, 直径0.9mm | Ar+ CO2(18%) | 840 | 360 | 焊接速度提高1.3倍 |
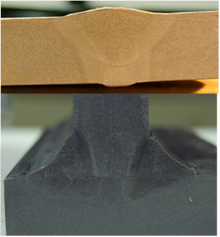
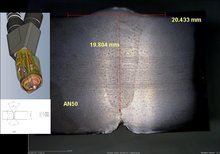
图3为采用SUPER-MAG焊完成的对接与丁字接头,其中10mm厚板仅需焊接两道,角接头的熔深明显大于传统的MAG焊。表2 为1.6mm、2.0mm 和 3.0mm 钢板在在确保焊透的情况下,MAG焊和SUPER-MAG焊两种工艺方法焊接速度与焊接热输入对比。由此可见SUPER-MAG焊的优势。图4为采用MAG和SUPER-MAG焊接6mm碳钢板时的焊接温度场对比,从等温曲线可以看出,SUPER-MAG的能量更加集中,这预示着焊接变形小,焊接效率高。 大功率SUPER-MIG的开发,将常规MIG的焊接能力大幅度提高。
SUPER-MIG/MAG焊接系统的焊枪是MIG/MAG焊枪与等离子焊枪的一体化设计,焊枪内包含等离子电极,该电极在焊接前缘位置形成等离子弧,并在母材内生成匙孔,MIG/MAG电弧与等离子弧形成复合热源,焊丝连续熔化并填充熔池。因此,这种等离子-MIG/MAG复合热源焊接工艺方法不仅拥有等离子焊熔深大的特点,而且还具备 MIG/MAG焊接熔敷效率较高的特点。图1 SUPER-MIG/MAG机器人焊接系统
在焊接过程中,在等离子弧和MIG/MAG电弧的作用下,焊丝加热并熔化,形成金属熔滴进入熔池。在SUPER-MIG/MAG技术中等离子弧为负极和 MIG/MAG为 正极,电流通过两个电极相互作用产生电磁力 F(见图2所示),电磁力 F 牵引等离子弧向焊接熔池前方移动,而且等离子弧在高速焊接过程中尾随焊枪轴线。增加了等离子弧的刚度和稳定性,进而大幅提升了焊接熔深和焊接速度,飞溅也得到控制。
SUPER-MIG/MAG技术还应用了获得专利的SoftStart(TM) 引弧技术,消除了在引弧过程中所产生的电磁干扰,大大增加了等离子电极的寿命。图2 SUPER-MIG/MAG焊接原理示意图
1–工件、2–等离子流、3–等离子喷嘴、4–熔融金属、5–等离子弧中心、6–焊丝中心、7 –电极之间的夹角、8 - 钨极、9–焊丝、10–MIG 焊弧、11 - 等离子、12–焊丝电流(Iw)方向、13–等离子电流(Ip)方向、14–施加在等离子焊弧上的电磁力(F)、15–施加在 MIG/MAG 电弧上的电磁力(F)
SUPER-MIG/MAG复合热源焊接技术相对传统 MIG/MAG焊接技术具有以下主要特点:
--焊接速度快,是传统MIG/MAG焊的2-3倍。
--与常规MIG/MAG相比,熔深更大。
--因焊接热输入较低,热影响区较窄,不易造成零部件变形。
--焊接飞溅显著减少。
--SUPER-MIG/MAG的焊接质量优良。
--可将等离子电源与传统MIG/MAG电源有机组合,统一协调控制,使等离子-MIG/MAG复合热源焊接技术成为传统MIG/MAG的升级改造。
表1为一个汽车零件的SUPER-MAG与MAG焊接工艺参数。从表1可以看出在其它参数相同的条件下,SUPER-MAG焊的速度较与传统MAG焊提高一倍。
| 接头 类型 |
材料 |
焊丝 |
保护 气体 |
SUPER-MAG 焊接速度mm/min |
MAG 焊接速度mm/min |
对比 |
| 搭接 |
A36碳钢 厚度:4mm |
ER70S-6, 直径1.2mm |
Ar CO2(20%) |
1500 |
700 |
焊接速度提高1倍 |
| 角接 |
碳钢,板厚:4mm,管子壁厚:3mm |
E70S-3, 直径0.9mm |
Ar CO2(18%) |
840 |
360 |
焊接速度提高1.3倍 |
图3为采用SUPER-MAG焊完成的对接与丁字接头,其中10mm厚板仅需焊接两道,角接头的熔深明显大于传统的MAG焊。表2 为1.6mm、2.0mm 和 3.0mm 钢板在在确保焊透的情况下,MAG焊和SUPER-MAG焊两种工艺方法焊接速度与焊接热输入对比。由此可见SUPER-MAG焊的优势。图4为采用MAG和SUPER-MAG焊接6mm碳钢板时的焊接温度场对比,从等温曲线可以看出,SUPER-MAG的能量更加集中,这预示着焊接变形小,焊接效率高。大功率SUPER-MIG的开发,将常规MIG的焊接能力大幅度提高。

等离子复合焊接SUPER-MIG/MAG复合热源合焊接技术的应用


1、在美国康明斯公司的排气管自动焊车间,全面使用了SUPER-MAG,提高了生产效率,降低了生产成本。 2、美国Babcock Power公司采用SUPER-MIG焊替代了原有的TIG焊,在保证焊接质量的同时,管子对接焊的效率提高了10倍。他们采用的SUPER-MIG对焊系统,可以将常规立式电弧堆焊效率提高1倍以上,堆焊速度30磅/小时。
3、目前,大功率的SUPER-MIG/MAG配合专门用于角焊缝的T型焊枪,正在20-50mm厚钢板的焊接中推广应用。在风力发电的塔柱焊接、大型船舶焊接、大型输气输油管道焊接等方面,大功率的SUPER-MIG/MAG将更加体现高效优质技术优势。 4、SUPER-MIG使用了变极性等离子电源开发的铝合金复合焊接系统,是一种低变形焊接技术,与常规MIG相比,焊接变形减小85%。
1、在美国康明斯公司的排气管自动焊车间,全面使用了SUPER-MAG,提高了生产效率,降低了生产成本。 2、美国Babcock Power公司采用SUPER-MIG焊替代了原有的TIG焊,在保证焊接质量的同时,管子对接焊的效率提高了10倍。他们采用的SUPER-MIG对焊系统,可以将常规立式电弧堆焊效率提高1倍以上,堆焊速度30磅/小时。
3、目前,大功率的SUPER-MIG/MAG配合专门用于角焊缝的T型焊枪,正在20-50mm厚钢板的焊接中推广应用。在风力发电的塔柱焊接、大型船舶焊接、大型输气输油管道焊接等方面,大功率的SUPER-MIG/MAG将更加体现高效优质技术优势。4、SUPER-MIG使用了变极性等离子电源开发的铝合金复合焊接系统,是一种低变形焊接技术,与常规MIG相比,焊接变形减小85%。
(1)等离子-MIG/MAG复合热源焊接技术是一种高效优质的焊接新技术,与传统的MIG/MAG焊接技术相比,焊接速度提高1-2倍。
(2)该工艺方法可以实现低热输入的优质焊接,有利降低焊接变形。
(3)该工艺方法与常规MIG/MAG相比,熔深更大,质量更好。
(4)该焊接系统采用一体化的焊枪,并可将等离子电源与传统MIG/MAG电源有机组合,统一协调控制,使等离子-MIG/MAG复合热源焊接技术成为传统MIG/MAG的升级改造,有利于降低新技术应用成本。
Investigation andapplication of plasma-MIG/MAG hybrid welding technology
DuBing Harbin Welding Institute, Harbin150080, China
Wang Changchun Beijing Golden BridgeMetallurgical Equipment Technology Ltd.
Beijing 100054,China
Abstract Plasma-MIG/MAG hybrid welding is high efficient,quality and low cost welding process which integrates Plasma and MIG/MAG intoone new welding technology. The feature of integrated welding gun andcombination of plasma power source with normal MIG/MAG power source makes itwide application. The paper presents the technical principle, equipment andindustrial application.
Keywords: plasma, hybrid power source, SUPER-MIG/MAG, Welding system
等离子复合焊接SUPER-MIG/MAG技术原理文献

 Super-MIG复合技术在高强钢角焊缝焊接领域的应用
Super-MIG复合技术在高强钢角焊缝焊接领域的应用
Super-MIG复合技术在高强钢角焊缝焊接领域的应用
 等离子与电弧复合焊接低碳钢的工艺研究
等离子与电弧复合焊接低碳钢的工艺研究
电弧复合焊在我国的使用量不高,人们对电弧复合焊接在工艺和设计方面缺乏深刻的认识,导致电弧复合焊接的应用受到极大的限制。本文研究等离子电弧与CO_2弧相结合从而实现电弧复合焊接,通过使用专用夹具,配合高速摄像装置,观察等离子弧与CO_2电弧复合焊接过程,并运用正交实验,结合实验的具体情况,设计"四因素三水平"实验表格,并分别就不同送粉量、焊接速度,以及不同等离子弧电流和CO_2弧电流情况下实现对低碳钢焊接工艺的研究。
等离子复合焊接相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 中高职衔接道路桥梁工程技术专业教学标准探索与实践
- 中博会展中心C1区钢结构屋面大型主桁架的施工技术
- 中国运用现代集成制造技术改造传统产业的经验和前景
- 中国恩菲工程技术有限公司中国有色工程设计总院
- 有关CAD技术在水利工程设计中的实际应用方法
- 中国国际太阳能光伏建筑一体化技术发展
- 中国电工技术学会电力系统控制与保护专业委员会成立
- 张力式电子围栏周界防范报警系统设计原理及应用现状
- 应用VE进行盐田技术改造
- 中国重汽承担的16个技术创新项目通过省级鉴定验收
- 宜兴抽水蓄能电站地下厂房岩壁梁混凝土温控防裂技术
- 引黄南干二级泵站进水压力钢管内壁防腐施工技术措施
- 云南绿水河二级电站4号水轮机增容技术改造效果分析
- 建筑防水材料及工程技术研讨会
- 云南省建筑专业技术职务任职职称推荐评审表填写范例
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
华润燃气(上海)有限公司
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
苏州弘创招投标代理有限公司