低合金钢管
低合金钢管是:低合金高强度结构钢:含碳量为0.1%-0.25%,加入主要合金元素锰、硅、钒、铌和钛等;它的含合金总量<3%。按强度分为300、350、400和450MPa等4个级别。
低合金钢管基本信息
| 中文名 | 低合金钢管 | 合金元素 | 锰、硅、钒、铌和钛等 |
|---|---|---|---|
| 抗拉强度 | 470~660牛/平方毫米 | 用 途 | 桥梁、汽车大梁等 |
主要有Q295、Q345、Q390、Q420、Q460。:“Q”是屈服的“屈”字的汉语拼音大写字头,其后数字为该牌号最小屈服点(σs)值,其后的符号是按照该钢杂质元素(硫、磷)含量由高到低并伴随碳、锰元素的变化而分为A、B、C、D四等。其中A、B级钢通常称16Mn
16Mn低合金钢管的化学成分:
C:0.12~0.20; Mn:1.20~1.60; Si:0.20~0.55; 抗拉强度:470~660牛/平方毫米; 屈服强度:275~345牛/平方毫米; 伸长率:21%。具体值要根据钢材的厚度或直径,以上数据对应钢材的厚度或直径为:16~100mm
16Mn低合金钢管的用途:
用于桥梁的专用钢种为“16Mnq”,汽车大梁的专用钢种为“16MnL”,压力容器的专用钢种为“16MnR”。
16Mn低合金钢管标准:
GB8163-1999(输送流体用) GB6479-2000(高压化肥设备用无缝钢管)
16Mn低合金钢管规格:32mm--426mm热扩非标钢管
低合金钢管造价信息
主要有Q295、Q345、Q390、Q420、Q460。:"Q"是屈服的"屈"字的汉语拼音大写字头,其后数字为该牌号最小屈服点(σs)值,其后的符号是按照该钢杂质元素(硫、磷)含量由高到低并伴随碳、锰元素的变化而分为A、B、C、D四等。其中A、B级钢通常称16Mn
16Mn低合金钢管的化学成分:
C:0.12~0.20; Mn:1.20~1.60; Si:0.20~0.55; 抗拉强度:470~660牛/平方毫米; 屈服强度:275~345牛/平方毫米; 伸长率:21%。具体值要根据钢材的厚度或直径,以上数据对应钢材的厚度或直径为:16~100mm
16Mn低合金钢管的用途:
用于桥梁的专用钢种为"16Mnq",汽车大梁的专用钢种为"16MnL",压力容器的专用钢种为"16MnR"。
16Mn低合金钢管标准:
GB8163-1999(输送流体用) GB6479-2000(高压化肥设备用无缝钢管)
16Mn低合金钢管规格:32mm--426mm热扩非标钢管
低合金钢管常见问题
-
16mn无缝钢管属于合金钢管,是机械加工,管道工程常用钢管,山东泰兴达钢管有限公司 16mn合金管生产厂家,库存大,规格全,价格低。
-
很高兴为您解决问题。 推荐你山东聊城金聚盈金属材料有限公司的产品。16mm低合金管的价格为5860元一吨。公司地址位于聊城市南环路南28号凤凰工业园王堂村北。他们家的产品无论是质量还是口碑皆属于上乘之...
-
你好,推荐你山东聊城金聚盈金属材料有限公司的产品。16mm低合金管的价格为5860元一吨。公司地址位于聊城市南环路南28号凤凰工业园王堂村北。他们家的产品无论是质量还是口碑皆属于上乘之选推荐你看一下。...
低合金钢管文献

 低合金钢管
低合金钢管
低合金钢管 低合金钢管的化学成分: 耐高特钢 180 2030 8919 。 C: 0.12~0.20 ; Mn:1.20~1.60 ; Si:0.20~0.55 ; 抗拉强 度: 470~660牛 /平方毫米; 屈服强度: 275~345牛 / 平方毫 米; 伸长率: 21%。具体值要根据钢材的厚度或直径,以上 数据对应钢材的厚度或直径为: 16~100mm 低合金钢管的用途: 用于桥梁的专用钢种为“ 16Mnq”,汽车大梁的专用钢 种为“ 16MnL”,压力容器的专用钢种为“ 16MnR”。 低合金钢管标准: GB8163-1999(输送流体用 ) GB6479-2000 (高压化肥设备用 无缝钢管) 低合金钢管规格: 32mm--426mm热扩非标钢管 安装低合金管时注意什么? 低合金管的发展前景相信很多人都是有所了解的,因为 是在工业还是在生活领域都离不开它, 现在更加是有雨
 紫钢管与低合金钢管的焊接
紫钢管与低合金钢管的焊接
对紫铜管与低合金钢管的焊接特点进行了分析,通过工艺试验研究,找出了较合理的焊接工艺方法。
目前100000+人已关注加入我们

高压碳钢低合金钢管焊接工艺
1、 适用范围
1.1 、本标准介绍了合成氨、尿素、甲醇、石油高压加氢等装置的高压碳钢、低合金钢管的焊接工艺,其公称压力为10~32Mpa,工作温度为-40~400℃。
1.2 、 接头的坡口加工、组对、焊接工艺及焊接检验的基本要求应符合本标准的规定。其它技术要求应符合GB50236—98的规定。
2、引用标准
GB50235—95 工业管道工程施工及验收规范
GB50236—98 现场设备、工业管道焊接工程施工验收规范
3、一般规定
3.1 、 凡参加高压管道焊接的焊工应持有中低压管道相应材料、相应项位的合格证,并按《锅炉压力容器焊工考试规则》的规定,进行高压管道焊工考试,只能从事合格项位的焊接。5G合格可以免考1G。
3.2 、 取得施焊合格资格的焊工,在施焊的全过程中应按规定的焊接工艺参数进行焊接,并真实填写焊接记录表。
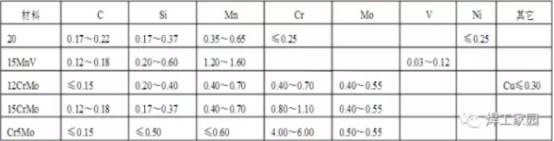
3.3 、 材料的化学成份见表3.2。
高压管道材料的化学成份% 表3.2
4、焊前准备
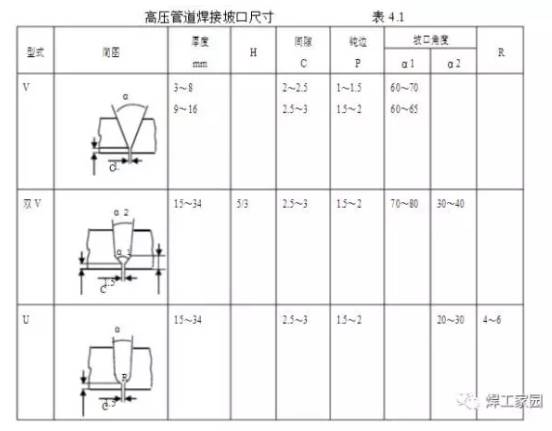
4.1坡口加工应采用机械方法,采用热切割下料时,应消除切割表面的氧化层或淬硬层。坡口尺寸见表4.1。
4.2、高压管道焊接材料选用见表4.2,并应具有质量合格证。

4.3、焊条使用前应按规定烘干,酸性焊条在150~200℃恒温1-2h,碱性焊条在350~400℃恒温1.5~2h。
4.4、高压管道焊接允许最低环境温度及预热要求见表4.4。

4.5、接头组对时,其错口应符合下列要求:
壁厚≤15mm 错口≤0.5mm 壁厚>15mm 错口≤1mm
接头组对后,两管的轴线应在一直线上,偏斜错差不得超过1/1000。
4.6、为了便于装配,封闭段焊口可以酌加永久性与母材同材质的衬垫,其规格为3×40mm,装配见图4.6。

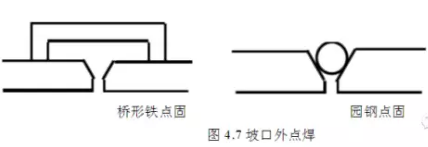
4.7、尽量采用坡口外点固焊如图4.7所示,如采用根部坡口内点固焊,点焊缝是正式焊缝的一部分,必须与正式焊接相同,点焊缝两端打成缓坡形,以利接头。
4.8、管子焊接前应将坡口及其附近20mm表面上的脏物、油迹、水份和锈斑等清除干净。
5、焊接工艺
5.1、高压管道宜用下列方法焊接
a)小管宜用钨极氩弧焊,若受条件限制,亦可采用氧乙炔焰焊接,壁厚不应>6mm;
b)大管宜用手工电弧焊,为了保证根层质量,可用酸性焊条打底,用碱性焊条填充盖面;
c)推荐采用氩弧焊打底,手工电弧性填充盖面的组合焊法,可以充分发挥两种焊法的优势,既能保证质量,又能保证速度;
d)高压管道焊接,宜用转动平焊。
5.2、氧乙炔焰应用中性焰,中号焊炬。焊后进行正火处理,以消除过热组织。
5.3、氩弧焊应采用含2%氧化钍或铈钨极,钨极端部呈圆锥形尖端呈球形,圆锥高度为3—4倍钨径,直流正极性联接,采用左向焊法,工艺参数见表5.3。

焊接第一填充层时,管内仍应充氩。
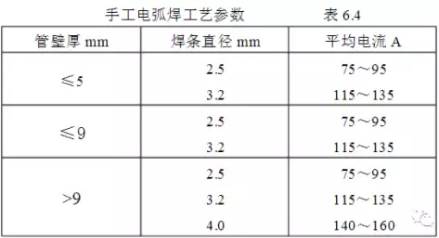
5.4、手工电弧焊除向上立焊外,都采用右向焊法,工艺参数见表6.4。
5.5、采用氩弧焊打底手弧焊填充盖面的组合焊是最科学的焊接方法。焊填充层时若烧穿根层,则焊件报废,应从头开始。
5.6、推荐采用多层多道焊工艺。摆动幅度不能大于焊材直径的4倍,焊层的厚度以2~4mm为宜,一般不大于焊材直径(根层除外)。接头应互相错开。
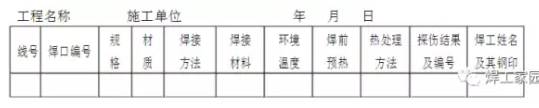
5.7、焊缝焊完后,焊工应打上自己的钢印,并及时填写“高压管道焊接记录”(见表5.7)。
高压管道焊接工作记录表5.7
5.8、高压管道焊后热处理见表5.8。
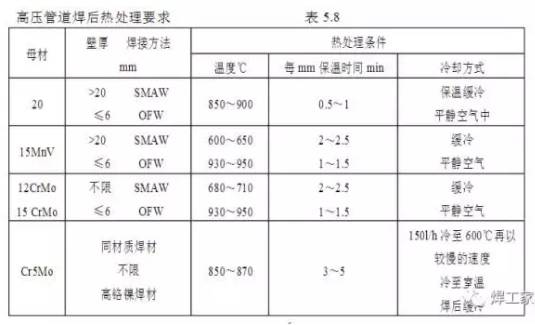
注:气焊件焊后冷至300℃以下再热处理。
6、焊接检验
6.1、焊缝外观应满足以下要求:
a)成形良好,无裂纹、气孔、夹渣和未熔合,转动焊不允许咬边,固定焊允许局部咬边,深度不大于0.3mm,累计长度不大于20%;
b)余高,当壁厚小于10mm时为1.5~2mm,当壁厚≥10mm时为2~2.5mm; c)宽度以每侧盖过坡口面1.5~2.5mm。
6.2、焊缝无损检测应满足下列要求:
a)组合焊打底后100%X射线探伤,Ⅱ级合格;
b)盖面后,转动焊20%,固定口100%X射线探伤,Ⅱ级合格; c)有条件的可以超声波探伤代替最终的X探伤,超声波为Ⅰ级合格。
6.3、同一部位的返修次数不得多于2次。

Q345B无缝钢管属于低合金钢管Q345B低合金钢管 是无缝钢管的其中一种材质。Q345B低合金钢管为钢材中的一种材质。过去钢材的叫法是16Mn。称法为:Q345B
一般适用于低温状态下工作的部件,用于桥梁的专用钢种为“16Mnq”,汽车大梁的专用钢种为“16MnL”,压力容器的专用钢种为“16MnR”。
16Mn低合金钢管标准:
GB8163-1999(输送流体用) GB6479-2000(高压化肥设备用无缝钢管
低合金钢管相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 电工学实验教程
- 热延时开关
- 真空开关测试仪
- 电工电路分析与应用
- 红外线光电开关
- 电子技术应用基础项目教程
- 中等职业教育电类专业规划系列教材:电子技能与训练
- 电路技能项目教程
- 防爆音叉开关
- CB级自动转换开关电器
- 通风空调管道安装
- 电工电路设计与制作
- 风冷Q开关
- EDA软件仿真技术快速入门--PROTEL 99SE+MULTISIM 10+PROTEUS 7
- 电饭锅定时功率控制器
- 樱花SCR-3992S
- 圆钢管通用规格表(20201009124910)
- 圆CFRP-钢管混凝土轴压短柱荷载-变形关系分析
- 引黄南干二级泵站进水压力钢管内壁防腐施工技术措施
- 中国对欧盟日本进口高性能不锈钢无缝钢管
- 中国钢结构协会钢管分会七届三次会员大会
- 国产高强钢板在宝泉抽水蓄能电站引水高压钢管中应用
- 国际家居商务港A馆(A9)钢管桁架施工组织设计方案
- 基坑支护工程施工组织设计方案(喷锚、挂网、钢管桩)
- 基于ANSYS圆钢管混凝土轴压短柱极限承载力分析
- 扣件式钢管高大模板支撑体系施工技术与管理对策
- 建筑施工扣件式钢管脚手架搭设安全隐患及防治策略
- 卡压式薄壁不锈钢管施工技术薄壁不锈钢管卡压式连接
- 抗磨耐热球墨铸铁试验及热轧无缝钢管顶头研制
- 建筑施工扣件式钢管脚手架安全技术规范(强制性条例)
- 利用空心连铸管坯减径轧制生产中小直径无缝钢管方法
- 伦茨交流伺服控制器在直缝埋弧钢管超声波探伤上应用
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
华润燃气(上海)有限公司
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
苏州弘创招投标代理有限公司