电极帽
属于焊接电极的一种,用于电阻焊接设备的焊接,如固定式点焊机、悬挂式点焊机及机械手点焊机等,因为套于电极连杆上,故而称作电极帽。材质大多为铬锆铜,也有弥散铜。焊接一定的次数后(一般为1000-1200点),由于磨损而需要修磨或更换,属于焊接消耗部品。

电极帽基本信息
| 中文名称 | 电极帽 | 类型 | 焊接电极 |
|---|---|---|---|
| 用途 | 电阻焊接设备的焊接 | 材质 | 铬锆铜 |
根据形状大致可分为P 、D 、E、F型如广州谷川的型号 KD-1623-C,则代表是D型直径为16,长度为23,内径锥度为1/9.6 的电极帽一般根据焊接工件的厚度及材质还有形状来决定电极帽形状的选取。
电极帽造价信息
中国汽车制造行业的蓬勃发展起源于20世纪90年代,现在已进入高效化生产阶段,同时,汽车市场的竞争也越来越激烈,要在汽车行业中处于不败之地,就必须在汽车生产中提高生产效率,降低汽车的制造成本,而焊接在这个环节中起着至关重要的作用 。
中国的汽车制造行业目前普遍使用的电阻焊接电极材料为铬铜或者铬锆铜。随着行业的发展,用户对汽车的质量和品质提出了更高的要求,从而使镀层板尤其是镀锌板的使用越来越广泛,这就对电阻焊接提出了更高的要求。而铬铜或者铬锆铜电极,已基本上不能满足焊接生产的需要。为此,诺高焊接(Noko Welding)推出了新型的电阻焊接电极--弥散铝强化铜电极。
镀锌板焊接的主要问题表现在电极损耗大、焊接难以有效形成、电极与镀锌板之间容易发生粘连以及焊接电流大等方面。这些问题直接影响着汽车的生产效率,并且加大了相关焊接设备的损耗和焊接生产成本。
电阻焊的焊接原理是利用在电极之间通过大电流而产生大量热量,熔化钢板,在钢板之间形成焊核,从而达到黏合钢板的目的,由于在焊接时温度很高,在导致钢板熔化的同时,也会使电极发生软化,因此会使电极的形状发生变化,从而导致电极的高温稳定性差,不同材料的软化温度也不尽相同,这是同其材料的物理特性决定的。
从上可知普通的电极材料在400℃左右时开始软化,当达到焊核形成需要的980℃时,其维氏硬度已下降为原来硬度的1/3左右,从而导致电极在焊接时偏软,损耗加大。弥散铝强化铜电极克服了上述缺陷,其在900℃左右时才开始软化,这就保证了其在高温时的稳定性,减少了损耗。
镀锌板焊接过程是个复杂的物理及化学变化的过程,其中最典型的化学变化就是锌与铜结合产生了黄铜。由于镀锌板上的锌溶点较低,焊接加热时,锌会首先熔化析出与电极表面的铜结合产生黄铜,黏附在电极表面上。而黄铜的导电率仅为纯表面上。而黄铜的导电率仅为纯铜的21.5%,因此黄铜的存在就会直接影响到下一次焊接的效果,同时铬是锌与铜发生化学反应产成黄铜的催化剂。用含铬这种元素的铜合金来制作电极,在冷轧钢板的焊接过程中,可以增加电极的硬度,减少修磨次数,从而提高电极的使用寿命。但是在进行镀锌板的焊接时,却会在焊接过程中产生黄铜,导致电极和镀锌板容易发生粘连,增加修磨次数。由此可见,铬铜或者铬锆铜对于镀锌板焊接来说反而不是一种理想的电极材料。
对于电极来说,每一次焊接的过程都是一次高温退火的过程。普通铜合金电极材料在高温退火后,硬度与导电率均有所下降由,以上可以看出,弥散铝强化铜在高温退火后,硬度与导电率基本没有发生变化。铬铜与铬锆铜在高温退火后,其硬度明显下降,仅为原来的35%左右,导电率下降为原来的50%左右。
硬度下降会影响电极在高温时的稳定性,并会缩短电极的使用寿命;而导电率的下降会使焊接单位面积的电流电量减小,同时焊接产生的焊核减小,进而产生虚焊或脱焊,严重影响焊接的质量。为保证焊接质量,不得不调大电流,进行补偿,以保证焊接产生合格的焊核。但是由此会产生的一系列问题就是由于焊机长时间在大电流的情况下工作,焊机及电缆也长时间处于高负荷的状态工作,会导致焊机及电缆的使用寿命降低。
综上所述,弥散铝强化铜的物理特性决定了其在抗退火、抗粘连、导电率、使用寿命、能源消耗和维护费用上都优于普通电极材料。在其应用过程中,明显地提高了焊接生产效率和焊接质量,有效解决了目前镀锌板在焊接过程中的种种问题。
目前,欧美及日本的很多著名汽车厂纷纷开始应用弥散铝强化铜作为其新型电阻焊接材料,特别是汽车零部件行业大多采用P-CAP弥散铝强化铜电极,它可以在不修磨的情况下进行20000次高质量焊接,极大地提升了其关键工位的焊接生产效率。

电极帽材质
电极帽的材质现在较多采用的是铬锆铜。在纯铜中加入微量的铬和锆,能显著提升其硬度及高温软化温度,导电性能良好。也有采用弥散铜的,是用于镀锌板的焊接,因为如果采用铬锆铜的材料的电极帽进行焊接时,铬会和镀锌板中的锌起化学反应,生成类似铜的物质,影响焊接的质量。而弥散铜则能较好的解决这个问题。
电极帽常见问题
-
请问,为什么悬挂式点焊机在焊接时,总是做行程移动的那端电极帽磨损很大,而固定不动的却基本没事。
固定端在还没通上电流之前,基本上被焊件完全与电极接触的,上端移动电极通电後接触被焊件,这时产生的电弧很大,所以经常是移动端的电极帽磨损,要改善这个问题,可以做个控制,当移动电极下压到一定的压力後再通电...
-
楼上回答的都不对。氢电极只是标准电极,我们人为的把它的电位定为“0”,以此来比较出其它电极电位的大小。电化学科研中,常用的参比电极是甘汞电极,因为它的制备比较容易(简单)。25摄氏度下c的电极电位数据...
-
1、DO溶氧电极 应用极谱式原理,以铂金(Pt)作阴极,Ag/AgCl作阳极,电解液为0.1M氯化钾(KCl),测量时,在阳极和阴极间加上0.68V的极化电压,氧通过渗透膜在阴极消耗,透过膜...
电极帽文献

 石墨电极与铜电极的区别
石墨电极与铜电极的区别
紫铜电极与石墨电极的区别 材料特性: 紫铜:以无杂质锻打的电解铜最好。 石墨:细粒致密,各向同性的高纯石墨。 精加工: ? ?? ? 紫铜: 1、电极损耗小 ; 2、加工表面可达到 Ra≤0.1μm 适于镜面加工; ? ?? ?? ?3 、 如果表面有纹,铜蚀出来的纹比较均匀。 石墨: 1、精加工电极损耗大。 粗加工: ? ?? ? 紫铜: 石墨: 1、开粗速度快,透气性好; 2、电极损耗小,适于加大型腔的加工。 材料利用率: ? ? 紫铜: 1、用过后经改制还可以再次利用,利用率高。 石墨: 机械加工性能: 紫铜: 1、机加性能差,在精车精磨加工难,改进方法:将紫铜焊在钢基上; ? ?? ?? ?2 、易变形,磨削困难,不宜用作加工微细部位; 3、易成形 ?石墨: 1、机加性能好,易于成形及修正; ? ?? ?? ??2、做薄而深的骨位电极时不会变形,它很脆,宁可断也不会变形;
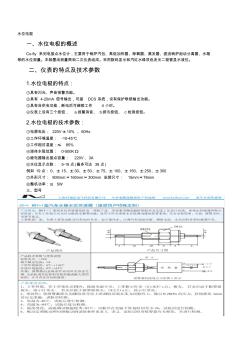 水位电极,超高纯水位电极,锅炉水位电极,电极式水位传感器
水位电极,超高纯水位电极,锅炉水位电极,电极式水位传感器
水位电极 一、水位电极的概述 Co-fly 系列电接点水位计,主要用于锅炉汽包、高低加热器、除氧器、蒸发器、直流锅炉起动分离器、水箱 等的水位测量。本装置由测量筒和二次仪表组成。采用数码显示和汽红水绿双色发光二极管显示液位。 二、仪表的特点及技术参数 1.水位电极的特点: ①具有闪光、声音报警功能。 ②具有 4-20mA 信号输出,可接 DCS 系统,设有保护联锁输出功能。 ③具有自供电功能,断电后可继续工作 4 小时。 ④仪表上设有三个按钮, a报警消音、 b排污按钮、 c检测按钮。 2.水位电极的技术参数: ①电源电压: 220V±10% 、50Hz ②工作环境温度: -10-45℃ ③工作相对湿度:≤ 85% ④液体水阻范围: 0-500KΩ ⑤继电器输出接点容量: 220V、3A ⑥水位显示点数: 5-19点 (最多可达 38点 ) 例如 19点: 0、± 15、± 30、± 50
备案信息
备案号:8828-20012100433B
牌号 | 硬度HRB | 导电率%IACS | 抗拉强度MPa | 典型使用条件 | 备注 |
1 | 64-66 | 90 | 480 | 弯电极 | 相当于C15715 |
2 | 74-76 | 85 | 545 | 冲压电极帽 | 相当于C15740 |
3 | 78-80 | 83 | 560 | 冲压电极帽或机加工电极 | 比C15740性能稍高 |
4 | 80-84 | 80 | 610 | 机加工电极 | 相当于C15760 |
简介
产品牌号及性能
牌号硬度HRB导电率%IACS抗拉强度MPa典型使用条件备注
164-6690480弯电极相当于C15715
274-7685545冲压电极帽相当于C15740
378-8083560冲压电极帽或机加工电极比C15740性能稍高
480-8480610机加工电极相当于C15760
主要用途
主要用于电阻焊电极头、电极帽、电焊轮、电极臂、切割及气保焊用的导电咀、真空开关、电气接插件、触头、服务领域电工、电子及通讯汽车、家电及容器制造、模具等
电极帽相关推荐
- 相关百科
- 相关知识
- 相关专栏
- JE-DESIGN
- 过程检测与控制技术应用
- 中环动力BZK A300D铰接式卡车
- 有机涂层钢板
- 泰安鲁能YN956秸秆专用轮胎式装载机
- 小松HM300-2R铰接式卡车
- 质量追溯
- 耐指纹板
- 网络采购管理
- 小松WA700-3轮式装载机
- 热镀锌钢板网
- 金属钝化磷化液配方与制备200例
- 权力清单制度
- CCD图像传感器
- 长帝CKF-25B
- 镀锌波纹钢板
- 广州帽峰山森林公园植物景观季相配置分析_金超
- 国内首台150MW循环流化床机组锅炉风帽改造分析
- 公路工程管理用表范本墩、台帽或盖梁质量检验报告单
- 基于SolidWorks液压支架柱帽有限元分析
- 密目式安全网、安全帽、扣件脚手架检测方法和送检要求
- 渭河2号大桥盖梁、台帽施工一级技术交底
- 大学教学楼屋顶博士帽造型工程维修方案
- 桥梁盖梁、台帽耳背墙工程施工方案
- 常用螺丝螺帽尺寸照表
- 墩台身及托盘顶帽施工工艺流程图、倒虹吸管施工工艺流程图
- 红外图像的绝缘子串钢帽和盘面区域自动提取方法
- ArcEngine的帽儿山林场GIS开发系统
- 基坑、基础、浆砌桥台、钢筋砼台帽技术交底
- 200MWCFB锅炉风帽改造的数值模拟
- ATmega128的智能安全帽特性检测仪设计
- 防拆开关帽
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
华润燃气(上海)有限公司
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
苏州弘创招投标代理有限公司